1550mm連退機組四輥平整機技術與應用特點
2011-08-25 10:01:56戚新軍孫浩然何曉波
設備管理與維修 2011年9期
關鍵詞:焊縫
戚新軍 孫浩然 王 震 何曉波
作者通聯:安陽鋼鐵股份公司冷軋工程指揮部 河南安陽市 455004
E-mail:qixinjun76@163.com
1.概述
經過再結晶退火的冷軋帶鋼需要進行平整,以獲得交貨狀態需要的各種性能。從壓下變形看,平整的實質是一種小壓下率(0.5%~4%)的二次冷軋變形。平整作為冷軋帶鋼生產的重要工序,主要目的是:消除退火帶鋼的屈服平臺,防止在沖壓加工時產生滑移線,調制好帶鋼的力學性能;改善帶鋼的平直度,得到較為平坦的帶鋼;通過對平整機工作輥表面的毛化處理,使帶鋼表面呈現不同粗糙度的表面結構,以得到鏡面鋼板或深沖用途的鋼板。
目前作為冷軋帶鋼先進生產工藝的連續退火機組,其實質就是把傳統的退火工藝和平整處理工藝結合在一起的連續式生產工藝。選擇合理的平整機機組與連退爐相結合,是連續退火機組高效率、高質量、低成本、低消耗生產的關鍵。
2.安鋼四輥平整機結構及設計特點
根據產品性能的不同,目前連退機組平整工藝的設備布置形式主要有三種,一是只布置1架四輥平整機,二是布置1架四輥平整機、1架拉矯機,三是布置一架六輥平整機。
安鋼1550mm冷軋項目連續退火機組以生產高檔家電板、建筑板為主,產品強度屬中、低強度級別,根據其產品定位,選用了四輥平整機組,機組由入口四輥張緊輥組、四輥平整機、干燥器、出口四輥張緊輥組組成(圖1),整體從日本新日鐵引進。四輥平整機主要參數:工作輥尺寸(510~460)mm×1590mm,支撐輥尺寸(1300~1200)mm×1550mm,最大軋制壓力 1000t,最大彎輥力60t,延伸系數0~3%,驅動方式為下支撐輥傳動,最大張力35MPa,最大工藝速度700m/min。
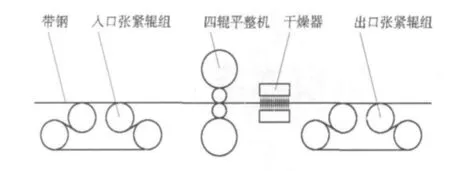
圖1 平整機組布置圖
該平整機除采用常規的濕平整生產工藝、張力自動控制、延伸率在線檢測、軋制力閉環控制、直流調速技術和速度電流雙閉環系統外,還適于安鋼1550mm連退機組的如下設計特點。
(1)大支撐輥設計。與通常四輥平整機相比,安鋼連退機組平整機輥系配置一個顯著特點是支撐輥直徑大(比常規配置四輥軋機支撐輥直徑大200mm左右),采用大輥徑支撐輥可提高軋機機架剛性,增加軋機橫向剛性穩定性,并更有利于改善板形質量(這一技術新日鐵已申請專利)。
(2)雙凸度輥型設計。針對該機組四輥平整機只有彎輥功能,無中間輥竄輥功能,其橫向剛性穩定性差,造成的產品橫向厚差和邊部減薄缺陷。通過對軋制時間、軋制速度、軋制品種、軋輥磨損及冷卻條件導致的軋輥溫度變化和軋輥熱凸度變化的研究,找出因軋件厚度、軋件寬度、軋制張力、軋件力學性能不均勻等因素導致的軋制力的大小及沿橫向分布規律。依據產品強度、寬度、厚度不同,采用特有的工作輥雙凸度輥型設計,配合強化的工作輥軸承座,增大液壓彎輥力技術,有效解決了上述板形缺陷。
(3)高張力生產工藝。在平整機作業中,張力除能有效保證平整機穩定工作外,采用高張力生產工藝不但可降低軋制力,而且對板形質量特別是平直度的提高有顯著的作用,因此在該機組平整段中前后張力機組均采用四輥式張緊輥組,平整機前后最大單位張力均能達到36MPa,基本接近拉矯機的張力數值,這一設計完全滿足了安鋼連退機組產品大綱中所有強度級別產品對平整工藝張力的要求,這也是該機組去掉拉矯機組,完全憑借平整機處理帶鋼的主要原因。
(4)加減速軋制力自動補償控制。在平整機延伸率控制方面,除運用軋制力閉環控制、反饋值在線處理、恒速時延伸率偏差補償等技術外,針對平整機在過焊縫、表面質量檢查、出口飛剪剪切帶鋼出現加減速時,延伸率波動加大的情況,采用了高響應性液壓壓下和軋輥定位技術,可以瞬時對軋制力進行自動補償控制,以消除加減速時出現的延伸率波動。
(5)先進的過焊縫技術。由于該連退機組采用窄搭接焊機,焊縫處材料質量較帶鋼其他位置相對較差,因此在平整時,為避免斷帶和焊縫對平整機工作輥的影響,一般情況下焊縫處不進行平整,這就要求平整機在焊縫處,能快速打開和閉合,減少無平整帶鋼長度。在該平整機上采用兩種過焊縫方式:快速打開方式和軟平整方式,可根據不同鋼種和實際生產情況進行選擇。快速打開方式和軟平整方式均能保證不平整帶鋼長度小于15m。
(6)軋制線自動調整技術。在實際生產過程中,由于工作輥輥徑的不同,可能導致平整機在換輥前后軋制線不在同一水平線上,從而造成生產停頓。該機組平整機配置有軋制線自動調整技術,根據工作輥輥徑,自動計算出軋制線位置,并通過安裝在機架上的軋制線調整設備,調整軋制線高度,從而保證換輥前后軋制線保持在同一水平線上。
(7)軋輥快速更換技術。為適應連退生產線連續穩定高速運行,安鋼1550mm連退機組采用先進的工作輥在線更換技術,可以使工作輥的換輥時間控制在90s以內,從而保證在生產線連續運行情況下進行平整機工作輥更換。
應用實踐表明,安鋼連退機組四輥平整機結構簡單、工藝特點突出、流程優勢明顯,較好地滿足了安鋼產品質量要求。
1 傅作寶.冷軋薄鋼板生產.北京:冶金工業出版社,2005
2 陳守群.中國冷軋板帶大全.北京:冶金工業出版社,2005
3 黃才銓.寶鋼1550連續退火機組平整機延伸率控制技術.冶金自動化,2004(1):30~34
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07