加工過程中假廢品成因與判識方法研究
2011-08-16 02:23:42陳思義
重慶交通大學學報(自然科學版) 2011年4期
陳思義
(四川工商職業技術學院機電工程系,四川都江堰611830)
機械零件的制造,一般要經過多道工序加工才能逐步達到零件圖上的設計尺寸和公差[1]。在機械零件加工中,一般選擇工藝基準與設計基準重合,以避免基準不重合產生的加工誤差[2]。但由于零件的結構和定位、夾緊及檢驗等工藝上的原因,常使工藝基準與設計基準不重合。此時,為保證零件加工精度,就要將設計尺寸換算為工序尺寸。但是,按換算后的工序尺寸去加工或測量工件時,就容易出現假廢品問題。
1 假廢品科學含義
假廢品是指在加工檢驗時實際測量尺寸超出了工序尺寸,工序上認為是廢品,但是按照設計尺寸要求,仍為合格品而不是廢品[3]。其科學含義可由以下2方面界定。
1.1 測量基準與設計基準不重合的假廢品現象
1.1.1 套筒設計尺寸鏈及計算
圖1 為一套筒零件,A1=500-0.17mm,A2=mm,其設計尺寸鏈如圖1(b)。該工件在加工時設計尺寸A2不便直接測量,常通過測量大孔深度A3來間接保證。加工順序為:車左端面E→鉆、鏜A2尺寸內孔→掉頭車右端面F(保證總長A1)→鏜A3尺寸大孔→以右端面F為測量基準測量大孔深度A3(保證A2尺寸)。
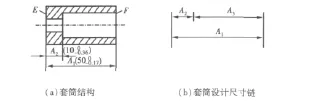
圖1 套筒Fig.1 Sleeve
由圖1(a)和加工順序可以看出,左端面E為A2尺寸的設計基準,而加工中測量A2尺寸的基準為右端面F,這就出現了設計基準與測量基準不重合的問題。由套筒零件的設計尺寸鏈圖1(b)可知,在設計該零件時,大孔深度尺寸A3并不是直接保證的設計尺寸,其作為誤差累計環節,此時A3為封閉環,A1、A2為組成環,A1是增環,A2是減環。
根據極值法解算該尺寸鏈的相關公式,計算A3如下:

因此,由尺寸鏈計算得到的A3的設計尺寸為:A3=40+0.36-0.17mm,其公差為 0.53 mm。
1.1.2 套筒工藝尺寸鏈及計算
為了說明假廢品的產生,根據圖1進一步分析由套筒零件各工序尺寸形成的工藝尺寸鏈,如圖2。
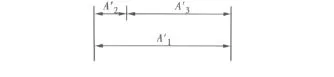
圖2 套筒的工藝尺寸鏈Fig.2 Technology dimension chain of sleeve
顯然,工序尺寸A'1和A'2為設計尺寸A1和A2,即,無須進行尺寸換算,而A'3必須經過工藝尺寸換算才能確定。
根據加工工序和圖2可知,在A'1、A'2、和A'3組成的工藝尺寸鏈中,間接獲得的尺寸是A'2,所以它是封閉環。A'1和A'3均為直接測量獲得,故為組成環,A'1為增環,A'3為減環。同理,按尺寸鏈計算法則,計算A'3如下:
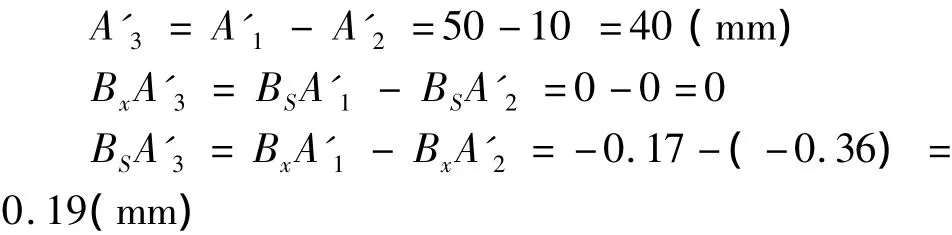
因此,由尺寸鏈換算得到測量的工序尺寸A'3=mm,其公差為0.19 mm。
比較上述零件設計尺寸鏈和工藝尺寸鏈的計算結果可知,正由于測量基準與設計基準不重合,使零件尺寸的合格范圍從設計時的)壓縮至測量時的,使本工序測量尺寸的精度提高,公差值由0.53 mm減少到了0.19 mm,即其公差值減少了(2×0.17)mm,此值恰是另一組成環公差的 2 倍。
1.1.3 假廢品現象討論
零件加工后,若測量A1的實際尺寸在合格范圍49.83 ~50.0 mm 之間,按測量尺寸判定零件是否為合格品時,一般采取的判定方法是:①A'3的實際尺寸在40~40.19 mm之間,零件上的尺寸 A2肯定在合格范圍(即9.64~10 mm)內,因此零件是合格品;②A'3的實際尺寸超出40~40.19 mm,則判定該零件為廢品。這時,不是將設計尺寸作為判斷零件合格與否的標準,而是將換算后得到的工序尺寸作為了測量檢驗的依據。所以該判定方法是不全面的。
例1:某一零件加工后實測A'3=40.28 mm,較工序尺寸的上限超差0.09 mm,按上述判定方法,即為廢品。但如果測量零件A1實=50 mm時,A2實=50.0-40.28=9.72 mm ,A2實仍滿足設計尺寸 A2=的要求,也就是說,這個工序廢品對設計尺寸是合格品。這就是所謂工序尺寸超差而產品仍然合格的假廢品。
由進一步的討論可知:當A'3=40.28 mm時,若測得零件 A1實=49.83~49.91 mm,對應地,A2實=9.55 ~9.63 mm,不滿足設計尺寸 A2=10-00.36mm的要求,該零件為真廢品;而當 A1實=49.92~50.0mm 時,對應地,A2實=9.64 ~9.72 mm,則滿足設計尺寸A2=10-00.36mm的要求,該工序廢品是假廢品,即為合格品。
1.2 定位基準與設計基準不重合的假廢品現象
1.2.1 鏜孔工藝尺寸鏈及計算
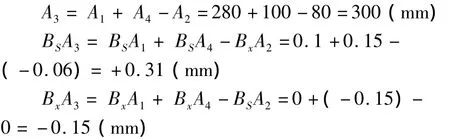
如圖3 零件,A1=280+00.1mm,A2=80-00.06mm,孔的設計尺寸A4是(100±0.15)mm,設計基準面是M面。鏜孔前,M面、N面、K面已加工,為使工件便于裝夾,鏜孔時以底面K定位,按工序尺寸A3進行加工。這時孔的設計基準M面與鏜孔的定位基準K面不重合,要進行工序尺寸換算。

圖3 零件高度尺寸要求Fig.3 Requirements of parts height dimension
由鏜孔工藝尺寸鏈(圖4)可知,A'4通過A'1、A'2、A'3間接獲得,故為封閉環,A'2、A'3為增環,A'1為減環。與前面方法類似,將A'1、A'2、A'4代入尺寸鏈計算公式,應用極值法求得鏜孔工序尺寸A'3=
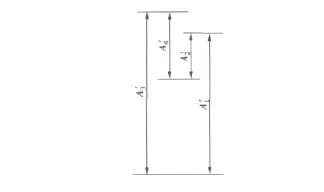
圖4 樘孔工藝尺寸鏈Fig.4 Technology dimension chain of boring
1.2.2 假廢品現象討論
按 A'3()鏜孔,完全可以保證封閉環A'4的尺寸精度。加工后,只要量得 A'3在mm范圍內,零件一定為合格品。與圖1例相同,加工中有時會出現工序尺寸A'3超差了,但測量其它組成環的尺寸,通過計算發現A'4尺寸仍符合圖樣規定的尺寸精度。
例2:鏜孔后若測得A'3為300.26 mm,比A'3max(300.15 mm)還大0.11 mm,這在工序檢驗中將認為是廢品。但測量其它組成環的實際尺寸若A'1=280.08 mm,A'2=79.95 mm,則封閉環 A'4=A'2+A'3-A'1=79.95+300.26-280.08=100.13 mm未超出設計尺寸A'4=100 ±0.15,判定該工件是合格品。
從以上2個案例可知,由于設計基準和工藝基準(測量基準或定位基準)不重合,就要進行工藝尺寸鏈的計算,其結果使工序尺寸精度高于該尺寸在原設計時的要求,使零件的加工難度和制造成本增加。此時如按換算后的工序尺寸去加工或測量工件時,就可能出現工序尺寸超差,但設計尺寸仍然在要求的公差范圍內的現象,這就是加工中出現的所謂的假廢品現象。
2 假廢品成因
2.1 基準不重合
由圖1、圖3兩案例的分析可知,在機械零件的加工過程中,對任意一道工序而言,若采用基準重合方案進行加工,則不需進行工序尺寸換算,不會出現假廢品問題[4-5];但若工藝基準(定位基準、測量基準)與設計基準不重合,則需按極值計算法對工序尺寸進行換算,就會出現假廢品。
2.2 極值計算法換算工序尺寸
2.2.1 極值計算法的基本思路
當設計基準和工藝基準不重合時,工序尺寸通常是通過工藝尺寸鏈的極值計算法求得的[6]。而極值計算法的基本思路體現在尺寸鏈計算公式中,即:
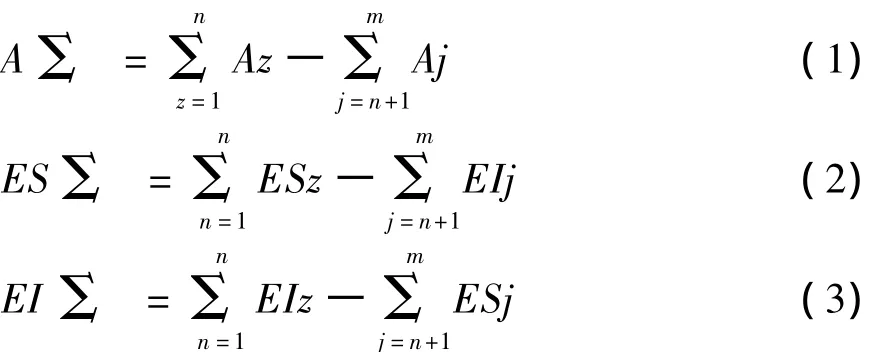
式中:n為增環數;m為尺寸鏈的總環數;AΣ 、ESΣ 、EIΣ 分別為封閉環的基本尺寸及上下偏差;Az、ESz、EIz分別為增環的基本尺寸及上下偏差;Aj、ESj、EIj分別為減環的基本尺寸及上下偏差。
式(1)~式(3)反映了極值計算法的出發點是假設尺寸鏈中各組成環同時獲得極限尺寸。即所有增環都獲得最大(小)尺寸時,所有減環都獲得最小(大)尺寸。如在圖1(b)中,即其測量尺寸A3的極限尺寸(A3max和A3min)是在A1和A2同時取得相反的極限尺寸的情況下求得的。
2.2.2 極值法換算的工序尺寸偏保守
在實際生產中,當一批工件加工后,多數零件的實際尺寸分布在公差帶的中部,尺寸分布符合正態分布曲線,僅有極少數零件的實際尺寸接近最大、最小極限尺寸。顯然各組成環同時出現相反極限尺寸的可能性極小。所以用極值法換算出來的工序尺寸是保守的。
2.2.3 組成環允差的補償作用
當尺寸鏈中組成環較多時,尺寸鏈中某一組成環的超差常可被其它組成環所補償,以這種工序尺寸去加工和檢驗工件,就會出現工序尺寸已經超差,但設計尺寸仍然合格的假廢品。因此,在封閉尺寸鏈中,如組成環環數越多,公差范圍越大,出現假廢品的可能性也越大。
3 假廢品判識方法
3.1 確定假廢品區
若能找出假廢品公差帶分布區,就可以方便地判識假廢品。工序尺寸的假廢品區可以通過尺寸鏈的計算來求得[7]。在設計尺寸鏈中,用極值法求得該尺寸的上下極限(含合格品區和假廢品區),除去該工序尺寸的公差帶(合格品區),便是該工序尺寸的假廢品區。針對圖3鏜孔案例,介紹確定假廢品區的方法。鏜孔工件的設計尺寸鏈如圖5。
可以看出,只要A1、A2、A4三個尺寸確定了,A3就自然形成,所以A3是設計時的封閉環,A1、A4為增環,A2為減環。其中。將 A1、A2、A4代入尺寸鏈計算公式,應用極值法計算設計尺寸A3如下:
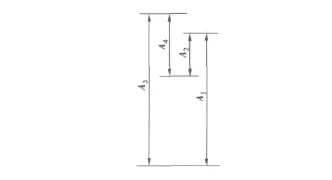
圖5 鏜孔設計尺寸鏈Fig.5 Design dimension chain of boring
因此,由尺寸鏈計算得到的A3的設計尺寸為:

圖6 假廢品區Fig.6 Areas of false waste products
3.2 判識假廢品
由圖6可知,假廢品區“Ⅱ”沿合格品區“I”的上、下兩端向外伸展,其伸展寬度相等,均為前工序尺寸A1、A2的公差帶寬度之和。這表明,在保證設計尺寸精度要求的前提下,本工序尺寸的加工誤差可由前工序尺寸的允差剩余量來補償。工序尺寸超差不一定導致設計尺寸超差。工序廢品不一定就是設計尺寸的廢品。因為,對于一個既定的加工中的工件來說,前工序尺寸不論其怎樣變化,對于本工序而言,已不是變量而是一個定量。該定量在上工序尺寸的允差內只占據了一部分,而余下的一部分,則可以補償本工序尺寸的超差量[8]。在加工檢驗時,當零件換算后的工序尺寸位于假廢品區(II區)兩端以外,零件肯定是廢品;若該工序尺寸位于假廢品區(II區)內,有可能是假廢品。此時,需檢測其它組成環的實際尺寸,經過核算,可以判識零件尺寸的合格性。
上述確定假廢品區的結論適用于任意多環尺寸鏈。對多環尺寸鏈而言,工序尺寸的假廢品區同樣分布在該工序尺寸合格品區(公差帶)的上、下兩端,但其伸展寬度為其余各組成環公差之和。
4 結語
在機械零件的加工中,只要工藝基準(定位、測量基準)與設計基準不重合,就會出現假廢品現象。此時,可運用工藝尺寸鏈的相關理論進行計算,確定廢品、假廢品及合格品的區間。對落在假廢品區的工件,要進行復核,以免將實際合格的零件誤判為廢品。
[1]朱煥池.機械制造工藝學[M].北京:機械工業出版社,2002:130-135.
[2]趙雪松.機械制造技術基礎[M].武漢:華中科技大學出版社,2006:101-105.
[3]于華.機械加工中假廢品現象的剖析[J].安徽工程科技學院學報:自然科學版,2009,24(1):55-57.YU Hua.Analysis of false waster phenomenon in the mechanical machining process[J].Journal of Anhui University of Technology and Science,2009,24(1):55-57.
[4]陳錫渠.基于公差帶位置的工件假廢品判別[J].制造技術與機床,2007(6):106-108.CHEN Xi-qu.Distinguishing of false waster of workpieces based on tolerance zone[J].Manufacturing Technology & Machine Tool,2007(6):106-108.
[5]張榮瑞.尺寸鏈原理及其應用[M].北京:機械工業出版社,1986:120-125.
[6]姚榮慶.機械加工中假廢品問題的產生與處理[J].煤礦機械,2010,31(5):108-110.YAO Rong-qing.Analysis and processing of false waste products[J].Coal Mine Machinery,2010,31(5):108-110.
[7]張耀虎.機械加工過程中假廢品問題的產生與處理[J].制造技術與機床,2008(12):129-131.ZHANG Yao-hu.Causes of leave waste and determination during machinery process[J].Manufacturing Technology & Machine Tool,2008(12):129-131.
[8]張建中,朱瑛,于超.機械制造工藝學[M].2版.北京:國防工業出版社,2009.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
