YJ19卷煙機供料系統高速軸傳動柔性加工技術的應用
2011-08-14 14:14:24謝文祥祁紅麗
重慶與世界 2011年12期
關鍵詞:設備
謝文祥,祁紅麗,陳 軍
(重慶煙草工業公司黔江分廠,重慶 409000)
YJ19卷煙機是由中國煙草總公司于1993年引進英國MOLINS公司的生產技術,許昌煙草工業機械廠轉化設計、消化吸收、生產制造的高速卷煙設備。我廠使用該型設備已有10余年,原7000型設備均已升級為8000型,應用于生產各規格產品,結合我廠各牌號來料煙絲的特性和長期統計數據積累,發現該設備在生產不同來料煙絲產品時一次成品合格率差異明顯。主要表現在:一是設備高速運行穩定性差;二是生產某些牌號規格產品時空頭空松煙支量和煙支單支質量穩定性兩方面產生的殘次品較多。為此,采用基于PLC控制的伺服電機柔性控制技術對供料系統高速軸傳動進行了改進,通過拓展供料系統高速軸傳動帶寬,適應不同來料煙絲和機速正常生產。
一、工作原理及問題分析
YJ19卷煙機供料系統的作用,是為風分室提供適量、松散、連續的煙絲流。在整個供料系統中,煙絲被兩次定量、磁鐵除雜和兩次風分去雜,以保證吸絲帶供給需要數量和良好質量的煙絲。來料煙絲在粗、細鉤子滾筒相互作用完成對供絲量的第二次限料后,在篦箕的護理下進入供料系統高速軸傳動。供料系統高速軸傳動是指彈絲轆、風扇轆、集流管和清潔轆4個輥子的傳動。如圖1所示,它由一臺單獨的1400r/min高速軸電機帶動,前3個輥子是實現供料系統第一次風分的關鍵,高速轉動可使煙絲充分松散,達到較好的風分效果。
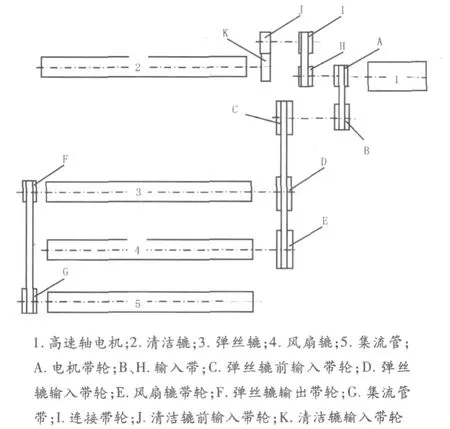
圖1 供料系統高速軸傳動
對于不同類型的煙絲,如烤煙型與混合型、不同葉絲梗絲比例煙絲、在線膨脹煙絲,以及不同切絲寬度煙絲,因來料煙絲卷曲度、松散性、飄懸速度等特性差異,影響風分效果及吸絲成形,需要適配合理的高速軸傳動速度,高速軸傳動速度的改變原設計通過更換帶輪得以實現,有關帶輪參數和輥體轉速見表1[1]。而在實際生產過程中來料煙絲存在長絲比例偏高,不易松散的特點,同一臺設備在不同機速下生產不同規格、不同品牌產品,并未對此進行調整,另外原7000型設備已升級為8000型后,供絲系統未作升級匹配改進,對于不同來料煙絲和不同機速都只有被動適應,以至于在生產某些產品時卷接設備高速運行穩定性差,殘次品多,設備效率發揮不出來,產品質量提不起來,單箱消耗降不下來。
粗、細鉤子滾筒轉速根據機速按選定傳動比輸送煙絲,供料系統高速軸傳動按固定轉速運轉,A牌號煙絲回絲率與煙絲結構變化3個回絲率水平實驗間接反映了煙絲耐加工性,實驗結果統計表2表明:1)卷煙機供料系統整絲率變化率在94% ~96%,造碎并不明顯;2)煙槍出口的煙絲結構差異并不大,回絲率的調整對卷制過程煙絲整絲率變化率影響并不大。有條件拓展供料系統高速軸傳動帶寬,充分發揮其松散煙絲、均勻連續供料的作用。

表1 帶輪參數和輥體轉速
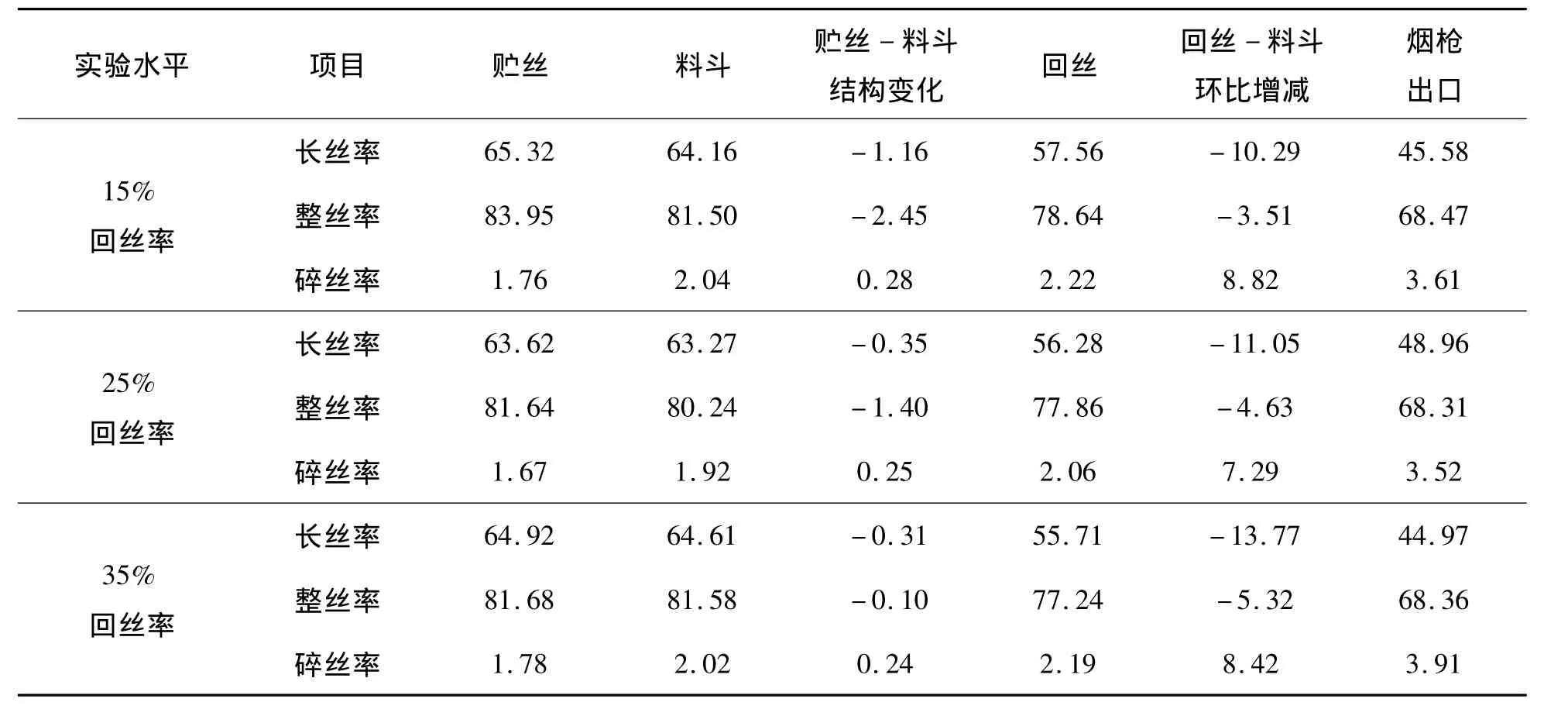
表2 A牌號煙絲回絲率與煙絲結構變化實驗結果統計(%)
柔性制造技術是20世紀中葉發展起來的一項新技術,隨著卷煙工業分組加工技術的發展和按客戶訂單組織貨源的變化,行業越來越關注柔性制造技術在卷煙生產中的應用。所謂柔性,即靈活性或可變性,系指系統快速響應內外環境變化的能力。廣義的柔性包含了系統結構的柔性和設備實現的柔性兩個方面。系統結構的柔性是實現柔性制造的基本條件和保障,設備的柔性則是指設備具有較寬的工藝參數(能力、溫度、水分、比例等)適應范圍,可以實現對物料不同強度的加工[2]。近年來使用伺服技術的卷接機組驅動系統已經成為首選方案[3],為此,對YJ19卷煙機供料系統高速軸傳動進行了改進。
二、改進方法
針對現有高速軸傳動的特點,確定改進原則:1)不改變現有設備部件布局;2)電機輸出扭矩平穩;3)控制系統靈敏可靠;4)使用維護方便;5)設備高速運行穩定,產品質量得以提高。
(一)設備改裝
將高速軸電機更換為等同功率、轉速的恒功率變頻電機,恒功率變頻電機具有基頻以下是恒轉矩調速,基頻以上是恒功率調速的特點,變速過程不會改變彈絲轆、風扇轆、集流管轉矩。PLC安裝入電控柜,分享現有主機機速信號,帶輪參數和輥體轉速選用表1其他項配置。
(二)PLC編程設計
主機機速與彈絲轆轉速關系如示意圖2,變頻電機輸入頻率為(cx+y1)÷1330×50。由PLC編程控制,彈絲轆轉速變化系數c和彈絲轆初始轉速y1通過通訊端口納入人機界面工藝參數設置。基于高速軸傳動在設備待機時處于運轉狀態,主機機速為0,這時彈絲轆初始轉速y1設定為900r/min,變頻電機輸入頻率為900÷1330×50≈34(Hz),變頻電機處于安全使用范圍。設備正常生產,彈絲轆轉速y2取決于主機適時機速x和彈絲轆轉速變化系數c值的大小,c的取值區間為0.030~0.050,根據煙絲質量特性選擇設定,越不易松散煙絲取值越大。
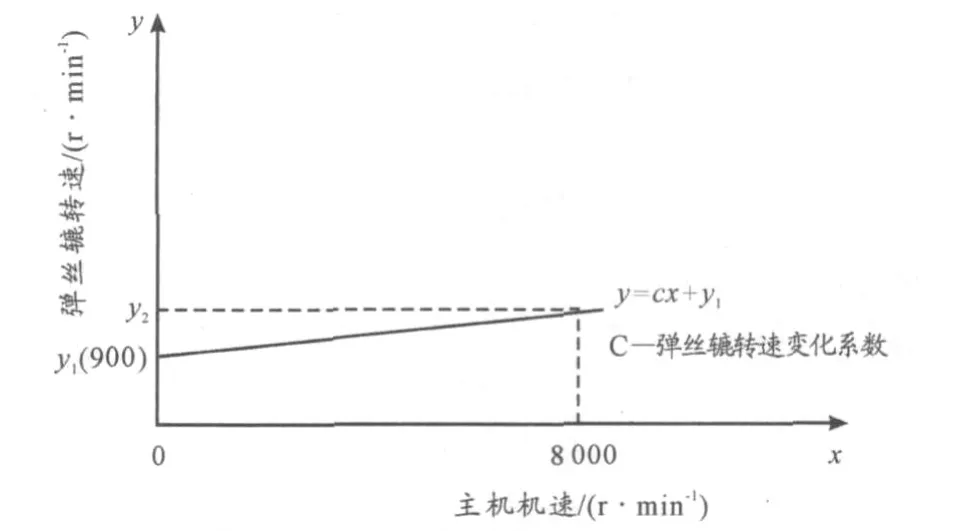
圖2 主機機速與彈絲轆轉速關系
(三)設備調試及效果驗證
以A牌號煙絲(葉絲∶梗絲=95∶5)為試驗對象,供料系統回絲率調整為25%。1)c值設為0,y1值設為 1120,根據(cx+y1)÷1330×50計算變頻電機輸入頻率,變頻電機輸入頻率為恒值,彈絲轆轉速為1120r/min,恢復為原設備參數配置;2)c值設為0.040,y1值設為900,變頻電機輸入頻率隨主機機速變頻,分別在機速4000支/min、6000支/min、8000支/min三個機速生產進行試驗,在接裝機出口外排取煙支80支,用綜合測試臺檢測樣品,檢測結果表3表明煙支單支質量控制穩定性提高。
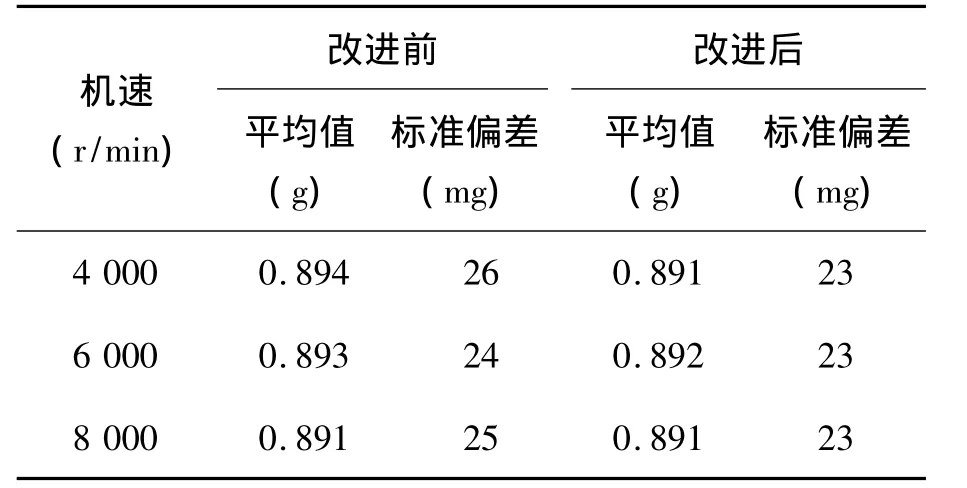
表3 改進前后煙支單支質量檢測結果對比
清潔轆轉速隨變頻電機轉速改變在一定范圍內有所改變,但不影響清潔效果。
三、結束語
改進后YJ19卷煙機8000支/min生產運行穩定,高速軸傳動轉速根據主機機速自適應調整,有利于煙絲松散,提高了供絲連續性和均勻性,煙支單支質量控制超調和振蕩現象減弱,單支質量標準偏差減小。換牌號根據來料煙絲特性設定PLC參數,還原原來設備配置只需將c值設為0,y1值設為1120,不需機修工更換齒輪,調整方便快捷,省時省力,有利于卷煙產品生產精細化加工、智能化控制。
[1]編寫組.YJ19-YJ29卷接機組[M].北京:北京出版社,2000.
[2]羅登山,陳良元,楊忠文,等.關于卷煙柔性制絲的幾點思考[J].煙草科技,2010(1):5.
[3]王飛,周密,曾海苓,等.基于卷接機組運動狀態的交流伺服驅動系統軟件的實現方法[J].煙草科技,2008(12):27.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
