輥壓法薄片工藝參數的優化
2011-08-14 14:14:26張洪波李飛宇
重慶與世界 2011年12期
關鍵詞:影響
張洪波,吳 畏,李 曦,李飛宇,李 清,劉 華
(1.重慶煙草工業公司涪陵分廠,重慶 408000;2.重慶煙草工業公司技術部,重慶 400060)
長期以來,輥壓法薄片制造技術在國內煙草企業得以廣泛應用,為卷煙降耗工程起到了較為重要的作用。但輥壓法薄片耐加工性差,直接影響薄片的有效利用率。輥壓法薄片的生產工藝參數是影響薄片耐加工性的重要因素,因此,在生產過程中,設置合理的生產工藝參數對穩定薄片質量,提高企業經濟效益具有一定意義。
一、材料與方法
(一)材料與儀器
材料:生產薄片所用原料。
儀器設備:YQ-2煙絲振動分選篩(鄭州煙草研究院)、YQ-32碎絲機、0~25mm外徑千分尺。
(二)方法
1)試驗設計
通過對薄片生產過程的逐一分析,選擇壓片過程的三壓厚度和切絲的長度兩個因素進行32正交試驗設計[1](詳見表1),探討它們對薄片絲的整絲率和整絲率變化率的影響。
2)試驗方法
a.每次試驗均采用同一配方梗簽、煙末、CMC。
b.各次試驗中,三壓厚度和切絲長度按設計方案設置,其他工序工藝參數完全一致。
c.每次試驗參數經調整并穩定運行后,在薄片絲烘絲后出口振槽處按要求[2]取樣,按照文獻[2]的方法檢測薄片絲結構(整絲率和整絲率變化率)。
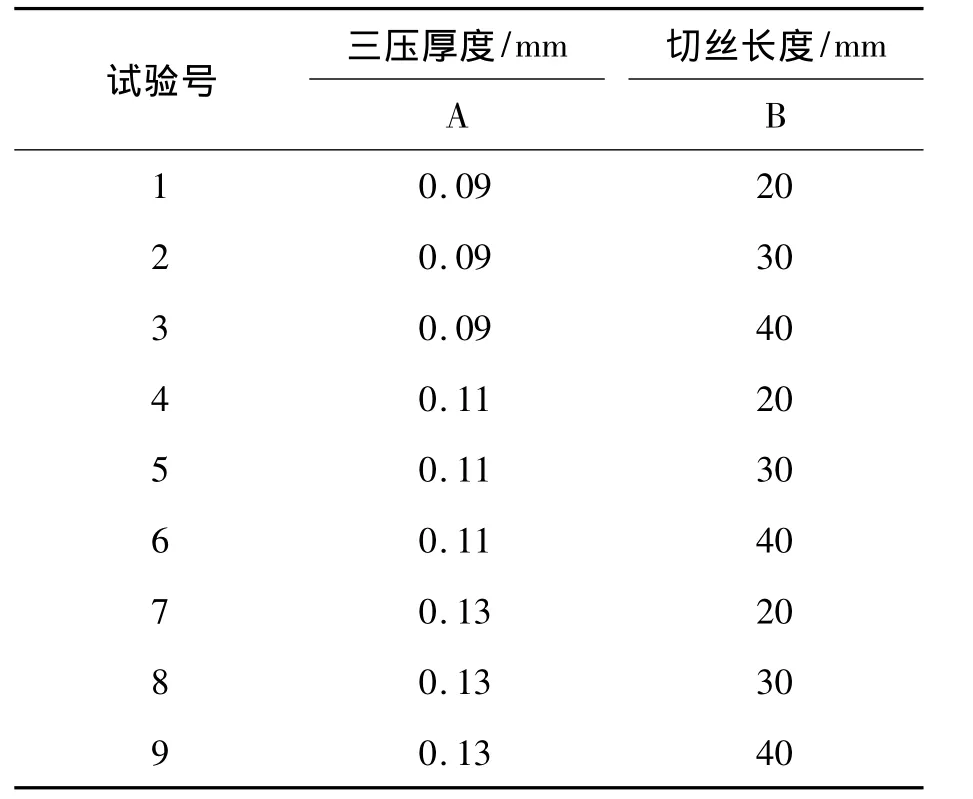
表1 試驗方案
二、結果與分析
根據表1對原料進行處理,得到試驗結果并進行極差分析和方差分析,詳見表2。
從表2的極差分析結果可以看出,對整絲率和整絲率變化率而言,切絲長度的影響均大于三壓厚度。對三壓厚度而言,整絲率和整絲率變化率均表明選擇A1最好;對切絲長度而言,當切絲長度為B3時,整絲率最高,切絲長度為B2時,整絲率變化率最高。由于整絲率變化率反映了薄片絲的抗破碎性,變化率越高則表明抗破碎性越好,為望大指標,本次試驗中,切絲長度從一水平到二水平,整絲率上升了1.004,從二水平到三水平,相應的薄片絲整絲率僅上升了0.503,而切絲長度在二水平下薄片絲的整絲率變化率達到最高,因此,A1B2為本次試驗的較優條件。
方差分析結果顯示,三壓厚度對薄片絲的整絲率無顯著影響,P值為0.203。而切絲長度對整絲率有一定影響,隨著切絲長度的增加,整絲率有一定程度提高。對整絲率影響程度:切絲長度>三壓厚度,兩個因素都沒有達到顯著的程度。
對于薄片絲的抗破碎性,兩個試驗因素的P值都達到了顯著水平,分別為0.006和0.001。隨著三壓厚度的降低,薄片絲的整絲率變化率呈升高趨勢,抗破碎性增強;而隨切絲長度的增加,薄片絲的整絲率變化率先升高后降低。影響程度:切絲長度>三壓厚度。
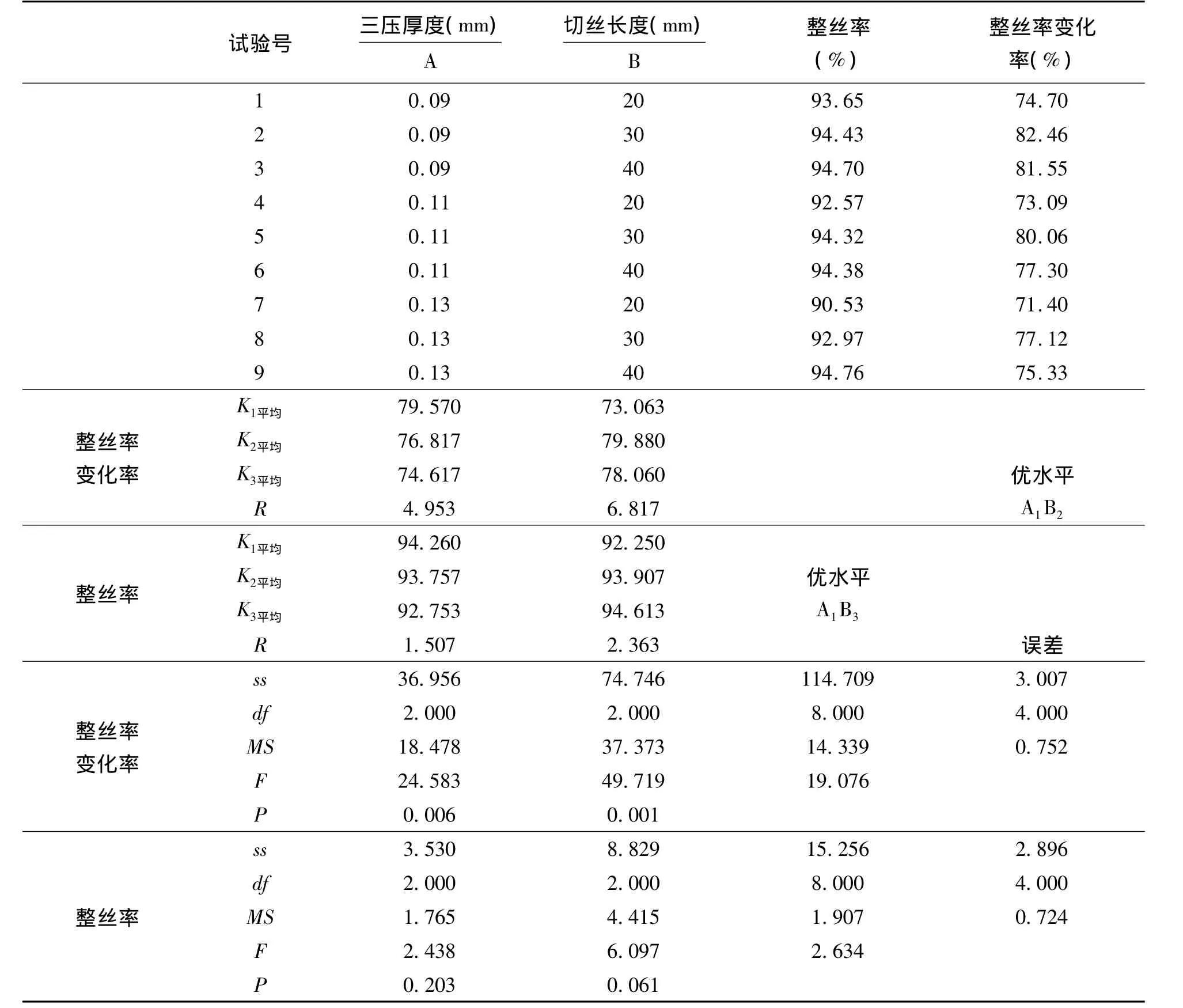
表2 試驗結果
三、結論
1)薄片三圧厚度及切絲長度的調整對薄片絲整絲率影響不大。
2)在薄片三圧厚度增加切絲長度不變的情況下薄片絲轉化率降低。
3)輥壓法薄片較佳的工藝參數為:三壓厚度:0.09 mm,切絲長度30mm。
[1]劉文卿.實驗設計[M].北京:清華大學出版社,2005.
[2]國家煙草專賣局.卷煙工藝規范[M].北京:中央文獻出版社,2003.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
