工藝技術在修造船分段制作中的安全應用
2011-07-30 09:02:52徐春
中國修船 2011年4期
徐 春
(青島北海船舶重工有限責任公司,山東青島 266520)
0 前言
近幾年,在修造船過程中安全事故時有發生,往往最受重視的船舶火災爆炸等事故造成的人員傷亡事故率相對較小,而最容易忽視的在修造船分段制作中發生的意外事故比例驚人,尤其是在起重作業中的吊裝以及在裝配作業中意外事故占比重較大。這里有意外的因素,但最主要的往往是施工人員不懂生產工藝,或者是不按生產工藝多憑經驗施工,最終導致了嚴重后果。下面分別從起重吊裝作業和裝配作業中生產工藝是如何發揮重要作用的進行具體分析。
1 起重作業吊裝方式正確選擇的重要性
雙層底制作很普遍,關于縱桁的吊裝方式有很多,下面通過舉例對雙層底縱桁的吊裝方式進行分析,選取兩種常見的不同吊裝方式,來說明吊裝工藝技術在修造船分段制作過程中發揮的重要作用。
某船廠鋼板切割區,一施工隊承擔改裝船分段雙層底分段小縱桁加工作業任務,隊長王某安排郭某用半門吊將燒好的小縱桁 (3.800 m×2.200 m×0.013 m,質量約0.9 t)翻身。郭某用2個5 t鋼板立卡卡在鋼板1.900 m處。根據生產工藝技術,吊裝鋼板 (鋼板翻身)時,選用立卡作為吊索器具,同時由于縱桁為中心對稱的構件,選用2個吊點吊裝,可以確保在吊裝時保持平穩,符合安全要求。
1.1 正確的吊裝方式
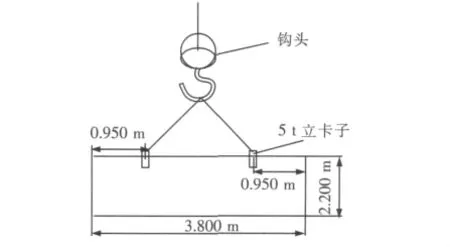
圖1 雙層底小縱桁正確吊裝方式示意圖
1.2 常見的錯誤吊裝方式
由于以下諸多原因,比如施工人員沒有采取正確的吊裝方式,會造成不可預料的后果。常見的一種吊裝方式是采用一點吊 (用1個5 t的立卡),這種方式違反了吊裝工藝,如果在操作不當的情況下,極易發生安全事故。
1)施工人員自身操作技能不高。
施工人員從事半門吊操作,自身對設備安全操作的應知應會能力偏低,這與上崗前的安全培訓不足有很大關系。
2)施工人員對吊裝工藝不明確。
施工人員在操作半門吊對雙層底分段小縱桁翻身時,違反半門吊安全操作規程與吊裝工藝。
錯誤的吊裝方式如圖2所示。
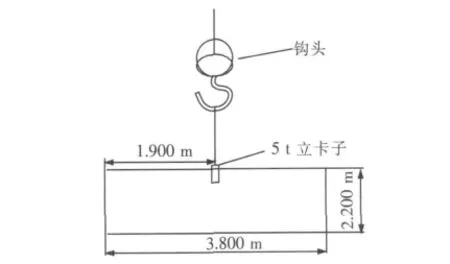
圖2 雙層底小縱桁錯誤吊裝方式示意圖
1.3 工藝技術作為安全生產的重要保障
施工人員在對雙層底分段小縱桁翻身時,應隨著吊物起升重心的變化,小車移動保持重心與吊點和吊鉤垂直。如果施工人員在操作時,在吊物起升過程中小車移動,可能造成吊物重心與吊點和吊鉤夾角過大,在吊物離開地面時產生擺動,施工人員如沒有采取保持吊物穩定的措施,而是操縱開關使吊物快速下落,吊物下邊緣落地后,晃動的力致使立卡與鋼板脫開。施工人員未按照操作規程操作半門吊,并且未按照相關的吊裝工藝就單吊起鉤使鋼板翻身,很可能發生事故。
工藝技術是對生產過程的一種安全技術保障,作業人員只有嚴格遵守工藝要求,杜絕違章作業,才能保證生產順利進行。起重吊裝施工方案是工藝技術在分片分段制作過程中的一種具體體現,在施工前,要將施工方案向操作人員闡明。起重吊裝施工方案應包括吊裝技術方法、起重機的選擇、人員配置、構件的平面布置、運輸、堆放、施工安全措施、起重機運行路線等。
以下是一些在起重吊裝方面具體應用的工藝技術,只有這些技術措施得到落實,安全生產才能順利進行。
1)起吊細長桿件的吊點位置,應經計算確定,凡沿長度方向重量均等的細長物件吊點拴掛位置可參考以下要求:①單支點起吊時,吊點S距被吊桿件邊緣距離的0.3倍處;② 雙支點起吊時,吊點S距被吊桿件端部的距離l=0.21L(L為構件長度);③如選用單、雙支點起吊,超過物件強度和剛度的允許值或不能保證起吊安全時,應由技術人員計算確定其起吊支點數和吊點位置。
2)拴掛吊具時,應按物件的重心,確定拴掛吊具的位置;用兩支點或交叉起吊時,吊鉤處千斤繩、卡環、起重鋼絲繩等,均應符合起重作業安全固定。
3)起吊物件應使用交互捻制交繞的鋼絲繩,鋼絲繩如有扭結、變形、斷絲、銹蝕等異常現象,應及時降低使用標準或報廢。卡環應使其在長度方向受力,抽銷卡環應預防銷子脫落,有缺陷的卡環嚴禁使用。
4)吊具拴掛應牢靠,吊鉤應有防脫落裝置,以防在起吊過程中鋼絲繩滑脫;捆扎有棱角或利口的物件時,鋼絲繩與物件的接觸位置應墊以麻袋、橡膠等物;起吊比較長或大型的物件時,應拴溜繩。試吊離地500 mm,經檢查確認穩妥后方能起吊。
5)吊掛時,吊掛繩之間的夾角宜小于100°,以免吊掛繩受力過大,吊物脫落;吊掛處鋼絲繩所經過的棱角處應加襯墊;指揮物件翻轉時,應使其重心平穩變化,不應產生指揮之外的動作。
6)當用2臺以上起重機共同吊一物件時,事前應制定詳細的技術措施并向操作人員說明,必須在施工負責人的統一指揮下,起重量分配明確,不得超過單機允許重量的80%,起重時應密切配合,動作協調。
2 裝配作業中生產技術的安全應用
分段制作過程中,安全生產工藝發揮著重要作用,在肋板、外板或者較大壁子的裝配過程中,定位封固和臨時性支撐的選用非常重要。如果施工人員僅憑經驗施工,或者不按照施工生產技術要求生產,甚至不懂生產工藝,那么造成的后果很難預料。下面以制作中甲板過程中的實例,舉出2種不同的作業方式,通過對比與分析說明生產技術是怎樣發揮重要作用的。
2.1 正確的生產形式
船廠一外包隊承擔散貨船中甲板分段的裝配任務。班長盧某安排副班長田某帶領秦、范、李等人裝配分段肋板 (梯形上邊長1.2 m、下邊長2.7 m、高4 m、厚12 mm、質量約0.6 t)。肋板吊到位后(還未摘鉤),田某用電焊在肋板兩端分別每隔5 cm處施定位焊,然后范某將掛鉤支撐下端焊接在底板上,支撐雙面滿焊,頂端鉤住肋板,接著田某扶著另一側的支撐,范某把該支撐底端焊接在底板上,頂端頂在肋板上的平板底部,進行焊接,這時起重班長檢查完畢,下達摘鉤指令。根據生產工藝要求,定位焊符合標準,臨時性支撐采用雙面支撐的形式,且支撐與面板焊接的方式符合要求,起重指揮在檢查完畢后,遂做出了摘鉤的指令是正確的,即滿足了“定位焊+支撐=天車”的生產形式,符合安全要求,確保無事故發生。
2.2 正確的工藝要求
分段制作過程中的裝配主要以縱桁、肋板、壁子、小型框架結構的定位封固和選取合適的支撐并正確使用為工藝重點。下面介紹技術工藝要求,只有嚴格執行施工工藝,才能確保安全生產。
2.2.1 定位封固工藝技術
1)小型框架、肋板、壁子的定位封固 (定位焊要求)。
小型框架、肋板、壁子是指高度在2 m以下、長度在3 m以內的相應活段。
(1)小型框架、肋板、壁子至少有1根加強支撐。
(2)定位封固加強支撐必須大于活段高度的1/2,壁子與支撐夾角不得小于30°。
(3)支撐規格:板厚不得小于12 mm、寬度不得小于30 mm。
(4)支撐焊接:單面焊接、兩端包角;焊肉不得小于5 mm,焊肉要焊正確。
(5)支撐焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉。
2)中型框架、肋板、壁子的定位封固。
中型框架、肋板、壁子是指高度在2~3 m之間、長度在3~4 m之間的相應活段。
(1)中型框架、肋板、壁子至少要有2根或兩面對拉式 (1組)的加強支撐。
(2)定位封固加強支撐必須大于活段高度的1/2,壁子與支撐夾角不得小于30°。
(3)支撐規格:板厚不得小于16 mm、寬度不得小于50 mm。
(4)支撐焊接:單面焊接、兩端包角,焊肉不得小于5 mm,必須在加強支撐活段連接處加上立板進行焊接。
(5)支撐焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉。
3)較大型框架、肋板、壁子的定位封固。
較大型框架、肋板、壁子指高度在3~4 m之間、長度在4~5 m之間的相應活段。
(1)較大型框架、肋板、壁子至少要有3根加強支撐,并且要在活段兩面支撐或兩面對拉式(2組)的加強支撐。
(2)其它與中型框架、肋板、壁子定位封固要求相同。
(3)支撐焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉。特殊情況應根據活段大小隨時增加支撐的數量并按照示意圖進行施工。必要時進行磁粉吊耳探傷。
2.2.2 支撐使用工藝要求
1)小型框架、肋板、壁子等的安裝定位的專用支撐使用。
(1)小型框架、肋板、壁子至少有1根專用支撐。如圖3所示。
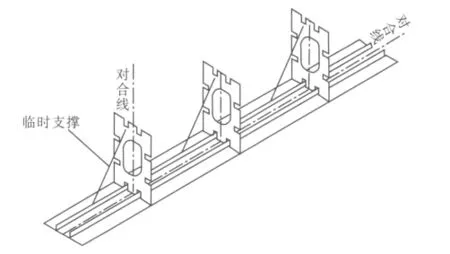
圖3 小型框架、肋板、壁子專用支撐示意圖
(2)專用支撐的焊接:支撐實行滿焊,兩端包角焊,焊角不得小于5 mm,要求焊接表面無缺陷。
(3)專用支撐的焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉并確認檢查。
2)中型縱桁、肋板、壁子的安裝定位的專用支撐使用。
(1)中型框架、肋板、壁子等至少要有2根或兩面對拉式 (1組)的專用支撐。
對于特殊框架結構形式的肋板需要加臨時支撐防止肋板結構變形,如圖4所示。
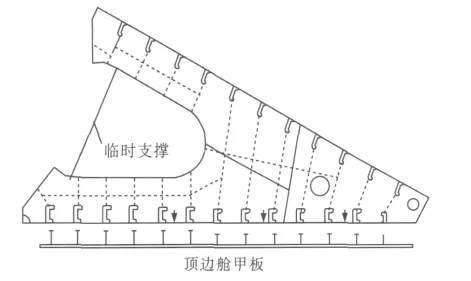
圖4 特殊框架結構形式的肋板加臨時支撐示意圖
(2)專用支撐的焊接:支撐板實行滿焊,兩端包角焊,焊角不得小于5 mm,要求焊接表面無缺陷。
(3)專用支撐的焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉并確認檢查。
3)較大型框架、肋板、壁子的安裝定位專用支撐使用。
(1)較大型縱桁、肋板、壁子等至少要有3根并且要在活段的一側架設2根,另一側架設1根,形成對拉式或在活段的每側架設2根,形成3組對拉式專用支撐。
(2)專用支撐的焊接:支撐實行滿焊,兩端包角焊,焊角不得小于5 mm,要求焊接表面無缺陷。
(3)專用支撐的焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉并確認檢查。
4)大型和超大型構件、肋板、壁子等組立安裝定位支撐的使用。
大型和超大型構件、肋板、壁子等是指高度超過4 m以上,長度超過5 m以上或體積大、重量大、形狀不規則活段。
(1)大型和超大型構件、肋板、壁子等不準使用專用安裝支撐和鐵條等作為封固支撐,必須按施工工藝規定的角鋼、槽鋼、工字鋼等型材作為加強支撐,使用支撐的數量和形式與較大型框架、肋板、壁子的安裝定位專用支撐使用相同。
(2)大型和超大型構件、肋板、壁子等的加強支撐必須在兩端加連接立板進行焊接,立板需要包角焊接,焊肉不得小于5 mm,焊縫面無缺陷。
(3)支撐焊接必須由點焊施工人員進行焊接,焊后必須將焊藥處理掉并確認檢查。
2.3 錯誤的生產方式與分析
下面通過圖5所示,舉出幾種不按照生產工藝要求進行作業的錯誤生產方式。同樣是上述中甲板的生產內容,以4#肋板為例說明。
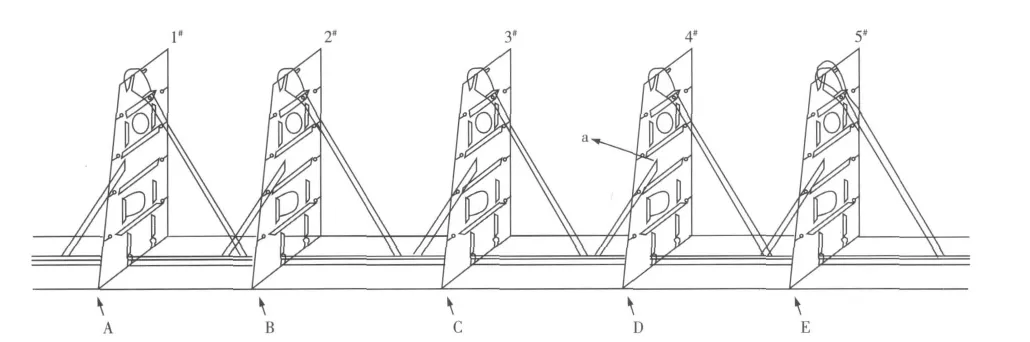
圖5 中甲板裝配過程中肋板安裝示意圖
1)4#肋板:D點僅施4 mm(或者≤4 mm)定位焊。
2)掛鉤支撐與腹板接觸位置未施焊 (或者僅燒幾滴焊,未滿焊),或者施工人員盲目將施焊處用割炬割掉。
3)a點處支撐與鋼板接觸位置未燒焊或者焊劑不夠,未完全燒牢固。
4)肋板未采取定位封固措施。
工藝技術明確要求:肋板在裝配過程中要求定位封固 (施定位焊)加臨時支撐天車方可摘鉤。18萬噸散貨船中甲板分段共5塊肋板,
如果施工人員在作業時沒有對第4張肋板一端支撐上端燒固定焊,施工人員從背面上梯子摘掉在肋板上的2個立卡,產生外力,致使肋板向另一側傾斜,撕裂定位焊和掛鉤支撐,或者是肋板未采取定位封固措施 (或者定位焊實施不合要求),在支撐未燒焊的情況下,盲目摘去鉤頭,肋板就會倒塌,造成不可預想的后果。
船舶分段制作過程主要是構件的裝配,其中肋板倒塌事故的概率較大,其主要原因是施工人員對工藝不明確或者不按照工藝要求進行作業。在肋板、縱桁、小型框架結構裝配過程中應當嚴格遵守“定位焊+支撐=吊車”的經驗公式,也就是說,只有定位焊合格,支撐滿焊,吊車才能摘鉤。因此加強施工人員的業務技能,強化施工員、生產組織者、安全管理者的職業素質十分必要,刻不容緩。
3 工藝技術支撐安全生產的順利進行
修造船分段建造技術工藝性是直接影響機械化有效性的因素之一,同時它也是組裝焊能否實現生產自動化和機械化的重要因素。工藝技術應符合指定使用條件的所有因素,既要考慮到船廠的特點,制作期限,又要考慮材料消耗的合理性,最小的勞動量和成本工藝進程利用的可能性、維修和服務便捷等因素。工藝技術的具體應用是保障整個修造船分段制作安全的重要因素,是安全生產的關鍵。
從近幾年在修造船分段制作過程中發生的事故來看,多數事故是由于施工人員不執行生產工藝,存在僥幸心理造成的。事實證明,工藝技術是安全生產的“導航者”,是安全生產的基礎。如果一味追求工程進度而放棄執行生產工藝,后果不堪設想。同時,提高作業者的職業技能,強化對工藝技術的掌握,在生產中運用正確的工藝技能,才能確保安全生產的順利進行。北船重工近幾年非常重視分段制作流水線的安全操作規程,完全依照工藝技術、工藝標準生產。各流水線、廠房均按照《分段制作流水線安全生產通用工藝》進行生產。事實告訴我們,只有嚴格按照生產工藝技術生產,企業安全才能得到保障。
