軸承溝道超精研加工中的原理性溝形誤差
2011-07-23 04:12:28高作斌郭章計馬偉
軸承 2011年7期
高作斌,郭章計,馬偉
(1.西北工業大學 機電學院,西安 710072;2.河南科技大學 機電工程學院,河南 洛陽 471003)
球軸承套圈溝道的溝形誤差會影響溝道與鋼球的密合程度,進而影響軸承工作性能,所以需要在溝道加工中嚴格控制。油石超精研廣泛應用于溝道的精密加工,其主要作用是提高溝道的表面質量。生產中該工序會破壞前工序的磨削溝形,但由于超精研屬于微量加工,往往忽視其對溝形的影響。在精密軸承加工中,為了更好地控制溝形誤差,有必要深入分析超精研對溝形的影響,以便采取有針對性的控制措施。
在超精研加工引起溝形誤差的因素中,油石擺動中心與溝道圓弧中心不重合誤差屬于機床調整誤差,其控制方法是明確的,即通過比較精密的測量和調整機構,提高機床該項調整精度。然而,在溝道超精研加工中,即使上述機床調整誤差為零,仍存在原理性誤差,這種誤差是由超精研加工方式和油石的磨損特性所決定的。下文以內圈溝道超精研為例,探討這種原理性誤差的形成機制,并定性分析一些工藝參數和因素對這種誤差的影響。
1 內圈溝道超精研加工方式
內圈溝道超精研加工中,套圈和油石的位置關系及運動方式如圖1所示。套圈作旋轉運動,油石以一定壓力壓在套圈溝道上并作擺動運動。超精研加工過程中,套圈旋轉軸心線的位置是固定的。油石擺動軸心線位置雖然可以調整,但調好后也是固定的,且要求經過套圈溝形的圓弧中心并與套圈旋轉軸心線相互垂直[1]。
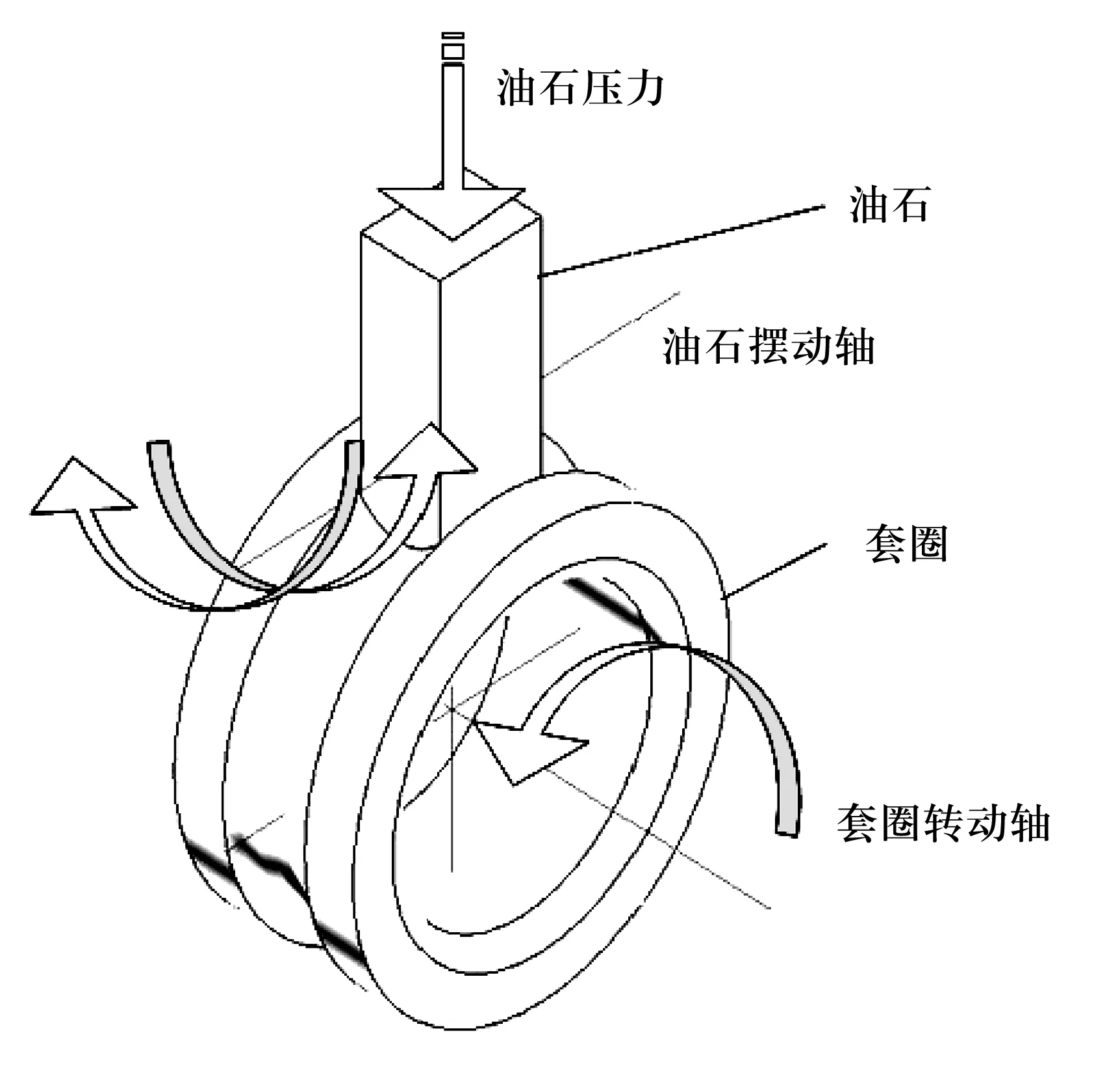
圖1 球軸承內圈溝道超精研加工方式
2 原理性溝形誤差的形成機制
在超精研加工中,作為磨具的油石具有易磨損和自銳的特性,其工作面形狀不是通過專門修整獲得的,而是在超精研過程中隨著油石的磨損自然形成的,因此,工件就起到油石工作面形狀修整器的作用,工件的加工表面形狀以及工件與油石之間的相對運動決定著油石的工作面形狀[2]。另一方面,油石又是固結磨具,在超精研加工過程中的任一時刻,油石的工作面都具有固定的形狀。根據切削加工表面成形的基本原理,超精研是否改變工件加工表面的形狀,取決于油石工作面與工件加工表面接觸的幾何形狀以及油石與工件的相對運動關系這2方面的條件。在不同超精研加工對象和加工方式下,這2方面條件是不同的。例如圓柱表面的切入或貫穿式超精研中,油石與工件之間是形狀完全吻合的圓柱面接觸,加工運動也不會改變這種接觸幾何形狀,因此,超精研后工件圓柱面形狀不會改變[3]。而在套圈溝道的超精研加工中,情況有所不同。
考慮到油石工作面是由一個接一個的工件套圈對其磨耗、修整后自然形成的,假定超精研開始時油石的工作面形狀與套圈溝道形狀完全吻合,油石與溝道的接觸幾何形狀為理想的圓環面;同時,為了排除運動軌跡誤差的影響,假定套圈的旋轉中心與溝道圓環面中心完全重合,油石的擺動中心與溝形的圓弧中心也完全重合,然后分析上述的溝道超精研加工方式中油石和套圈的運動對溝形的影響。為便于說明問題,分別對2種特殊的加工方式進行分析。
第1種特殊加工方式是,油石擺動速度為零,或者相對于套圈轉動速度來說小到可以忽略不計。這是接近于精超的加工方式。這種情況下,只需要考慮套圈轉動的影響。顯然,套圈轉動對油石與套圈接觸的幾何形狀沒有任何影響,初始的形狀完全吻合的均勻接觸研磨狀態可以維持下去,因此這種超精研加工方式不會改變套圈原來的溝形,油石工作面形狀也不會改變。
第2種特殊加工方式是,油石擺動速度很高,而套圈的轉動速度相對很低。這是更接近于粗超的加工方式。這種情況下,只需要考慮油石擺動運動對溝形的影響。
在套圈溝道超精研系統中建立如圖2所示的正交三維坐標系Oxyz,y軸與套圈旋轉軸線重合,x軸與油石擺動軸心線平行,xOz平面是套圈溝底圓所在平面。圖中,ABCD曲面是由4個平面截得的套圈溝道圓環面的一部分,也是油石初始工作面的一部分。BC是yOz平面截得的溝形圓弧,AB和CD分別是溝道的2個寬度邊界平面截得的圓弧,AD是油石厚度方向即x方向邊界平面截得的曲線。O1是yOz平面上的溝形圓弧中心。O1x1是油石的擺動軸心線。油石和套圈的基本幾何參數如下:R為套圈溝形圓弧中心至套圈軸心線間距離,也是油石擺動軸心線至套圈轉動軸心線間距離;r為套圈溝曲率半徑;Bs為油石寬度(沿y軸度量);Br為套圈溝道寬度(沿y軸度量);T為油石厚度(沿x軸度量)。

圖2 套圈溝道表面和油石工作面三維正交坐標系
初始溝道曲面為圓環面,可以看成是圓弧BC繞y軸轉動形成的,所以,初始溝道表面方程為

(1)
按照前述假定,超精研開始時,油石工作面和溝道曲面是完全吻合的,因此,初始油石工作面方程為

(2)
當油石作擺動運動時,能夠與溝道曲面保持接觸而又不產生干涉的油石工作面,稱為不干涉的油石工作面。其應為溝道曲面上距離O1x1軸最近的所有點所構成的曲線或曲面繞O1x1軸旋轉形成的回轉面。
圖2中ABCD曲面就是油石半個厚度下方的溝道曲面,ABCD曲面上距離O1x1軸最近的點繞O1x1軸轉動形成的面即為油石不干涉工作面的一半,另一半與這一半相對于yOz平面對稱。為求ABCD曲面上距離O1x1軸最近的點,任取1個垂直于O1x1軸且與yOz平面距離為x的平面截ABCD曲面和O1x1軸。該平截面與O1x1軸的交點為O2,與ABCD曲面的交線為平面曲線EF,該平面稱為O2EF平面。
(3)
可見,在x≠0時,EF并不是以O2為中心的圓弧線,EF上各點到O2的距離并非都相等。O2的坐標為(x,0,R),曲線EF上任一點(x,y,z) 到O2的距離d為

(4)
將(3)式代入(4)式得
(5)
若x=0,d為定值r,曲線EF為圓弧,也就是圖2中曲線BC;若x≠0,曲線EF上至少有1個點使d在EF范圍內取最小值。
為了直觀地了解溝道表面各點到擺動軸心線O1x1距離d的變化情況,應用MATLAB軟件繪制出d的分布圖,如圖3所示。算例中各參數的取值為:R=17 mm,r=4 mm,T=8 mm,Br=6 mm。圖3描繪的等值線中,只有x=0的地方為直線,其余均為曲線,表明只有x=0時,d為定值;從圖3的網格線形狀推斷,對任意c≠0,在x=c的截面上,截線為對稱的凸曲線,對稱軸為y=0。當y=0時,d值最大;當y=Br/2=3 mm時,d值最小。

圖3 溝道表面各點到油石擺動軸心線距離d的分布示例
因此,不干涉油石工作面的一半就是圓弧AB繞O1x1軸旋轉形成的。


(6)
不干涉的油石工作面的方程為

(7)
將(6)式代入(7)式整理,得到不干涉的油石工作面的方程為

(8)
從上述推導過程可知,方程(8)表示的不干涉的油石工作面與溝道表面呈H型線接觸,接觸線是溝道兩側寬度邊界上的2個圓弧夾1條油石厚度對稱面上的溝底圓弧。


圖4 初始油石工作面與不干涉的油石工作面的形狀差異
顯然,無論初始油石工作面是否如前面分析中假設的那樣與溝道表面形狀吻合,只要其與不干涉的油石工作面不一致,油石擺動都將導致油石工作面與溝道表面發生干涉,從而影響溝道表面形狀,形成溝形誤差。這種溝形誤差是由溝道超精研加工的運動方式和油石工作面的成形方式決定的,因此是原理性誤差。
由于實際的初始油石工作面都是在加工上一個套圈的過程中自然磨損形成的曲面,而上述分析中得到的不干涉的油石工作面是1個與理想溝道表面呈H型線接觸的曲面,一般來說,這2個曲面很難完全一致,所以,這種原理性的溝形誤差普遍存在。
綜上所述,這種原理性溝形誤差的形成機制是:油石的擺動使得油石的工作形面與溝道表面之間產生干涉,造成油石沿溝道寬度方向對溝道的不均勻研磨,從而改變溝道原來的溝形,形成溝形誤差。溝道與油石的工作形面之間干涉程度越嚴重,溝形誤差越大。
3 油石工作面與溝道表面的干涉程度
這里仍然假設初始油石工作面與溝道表面形狀完全吻合。為分析油石擺動時初始油石工作面與溝道表面的干涉程度,假設油石擺動時溝道表面上與油石工作面發生干涉的材料被完全切除,得到1個不干涉的溝道表面,然后比較這個表面與初始的溝道表面的差異。顯然,這個差異的大小就反映了在初始油石工作面與溝道表面形狀吻合,均為理想圓環表面的情況下,油石擺動引起兩表面干涉的程度。
如前所述,圖2中的ABCD曲面也是初始油石工作面的一部分,顯然,油石擺動時,ABCD曲面上距離O1x1最遠的點的集合(即溝底圓圓弧JK)繞O1x1回轉得到的曲面就是不干涉的溝道表面。
將y=0代入(5)式,得d的最大值dmax為

(9)
不干涉的溝道表面方程為

(10)
將(9)式代入(10)式整理,可得油石下方局部區域內不干涉的溝道表面方程為
(11)
在同樣區域內的初始溝道表面方程可由(1)式改寫為

(12)
比較(11)和(12)式可見,兩表面是不同的。初始溝道表面的z值減去不干涉的溝道表面的z值所得差值zi,既表示初始溝道表面與不干涉的溝道表面的差異量,也表示油石工作面與溝道表面的干涉量。zi的表達式為
(13)
應用MATLAB軟件繪制出初始溝道表面圖形和不干涉的溝道表面圖形,以及zi代表的差異量分布圖,即油石工作面與溝道表面的干涉程度圖,如圖5所示。算例中各參數的取值為:R=17 mm,r=4 mm,T=8 mm,Br=6 mm。
由圖5可見,2個曲面的差異明顯,差異量zi的變化規律是:x=0時沒有差異,x的絕對值越大,差異越大;y=0時沒有差異,y的絕對值越大,差異越大;x和y的絕對值同時取最大值時,差異最大。表1給出了一些典型位置上zi的值。

表1 一些典型位置上的zi值 mm

圖5 油石工作面與溝道表面的干涉程度
油石工作面與溝道表面干涉程度的變化規律,可以從圖5中zi的變化規律反映出來,即油石工作面四角區域,因x和y的絕對值同時取較大值,zi值較大,干涉最為嚴重。油石厚度T越大,x的取值范圍越大,zi值越大,干涉越嚴重;套圈溝道寬度Br越大(相應油石寬度Bs也越大),y的取值范圍越大,zi值越大,干涉越嚴重。
需要指出的是,為便于說明問題性質,這里所做的干涉程度分析是在擺動幅度達到半個溝道寬度的條件下進行的;而實際油石擺動幅度不會達到半個溝道寬度,表面干涉程度也相應減弱。在油石真實擺動幅度條件下,Sorin Neagu-Ventzel等人對油石工作面與溝道表面干涉過程進行了數字仿真分析,其結果與圖5表示的干涉程度的變化規律是一致的[4]。
4 影響因素
超精研過程中的一些工藝參數和因素,通過對表面干涉程度的影響,會對這種原理性溝形誤差產生一定影響,這里基于對表面干涉程度的分析進行討論。
4.1 油石厚度
油石厚度對表面干涉程度有顯著影響,厚度越大,表面干涉程度越大,溝形誤差越大。
4.2 溝道寬度
溝道寬度對表面干涉程度也有顯著影響,溝道寬度越大,運動干涉程度越大,溝形誤差越大。這表明超精加工的套圈越大,這種原理性溝形誤差越明顯。
4.3 油石擺動頻率
這種溝形誤差是由油石擺動運動引起的,油石擺動頻率越高,擺動運動在超精研中起到的切除材料作用越強,溝形破壞作用也越強,越容易加大溝形誤差。
4.4 油石擺動幅度
油石擺動幅度增大,加大了擺動運動的線速度,從而增強了擺動運動在超精研中起到的材料切除作用,使表面干涉表現出更強的溝形破壞作用,加大了溝形誤差;另一方面,油石擺動幅度變化,還直接引起表面干涉程度的變化。總之,油石擺動幅度越大,溝形誤差越大。
4.5 油石硬度及切削能力
油石硬度越高,其工作面形狀越不容易改變,在其與溝道表面產生運動干涉時,越容易改變溝道的形狀,加大溝形誤差。油石切削能力越強,其與溝道表面產生運動干涉時,越容易改變溝道的形狀,加大溝形誤差。
5 結論
(1)球軸承套圈溝道超精研加工中,油石的擺動使油石的工作形面與溝道表面之間產生表面干涉,造成油石沿溝道寬度方向對溝道的不均勻研磨,從而改變溝道原來的溝形形狀,形成溝形誤差;油石的工作形面與溝道表面之間干涉程度越嚴重,溝形誤差越大。
(2)超精研過程中的一些工藝參數和因素,通過對表面干涉程度的影響,會對這種原理性溝形誤差產生一定影響。油石的厚度、擺動頻率、擺動幅度、硬度及切削能力越大,引起的溝形誤差越大;套圈溝道寬度越大,產生的溝形誤差越大。