圓錐滾子軸承內組件立體碼放集裝機
2011-07-23 08:31:24王宏偉郭海輝王雅麗杜宏保
軸承 2011年6期
王宏偉,郭海輝,王雅麗,杜宏保
(1.洛陽LYC軸承有限公司 東升公司,河南 洛陽 471039;2.洛陽理工學院,河南 洛陽 471023;3.河南科技大學,河南 洛陽 471003)
對于圓錐滾子軸承的裝配,目前大多數生產企業仍采用手工裝配、人工碼放集裝的方式,產品在裝配過程的堆積與碰撞,易產生滾子、套圈磕碰傷,保持架變形等缺陷,對軸承的噪聲、振動及壽命產生不利影響。隨著軸承裝配技術的進步,我公司已經開發研制出了全自動圓錐滾子軸承裝配機,并將與正在研制的全自動綜合檢查機組成生產線。為了使軸承能夠自動有序放置,實現生產完全自動化,防止磕碰傷、保持架變形等缺陷的產生,提升產品質量,開發設計了全自動立體方陣式圓錐滾子軸承內組件碼放集裝機。
1 工作原理
該設備采用串桿插入、鋼球伸縮卡絆軸承等技術,自動完成圓錐滾子軸承內組件的立體方陣式集裝碼放,其結構如圖1所示。
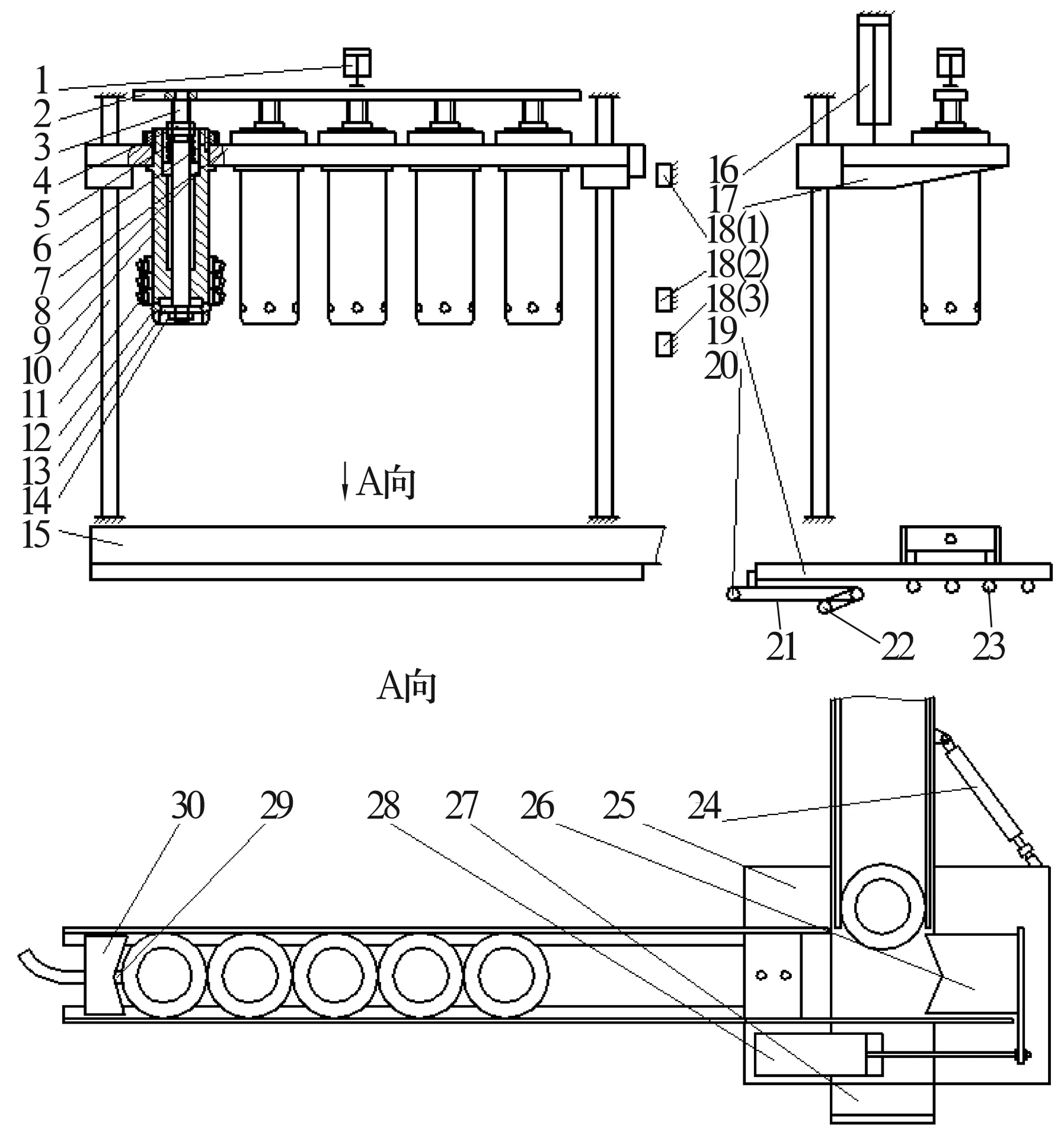
1—收張氣缸;2—上壓板;3—拉桿;4,6—螺母;5—彈簧;7—托板;8—墊圈;9—串桿;10—立柱;11—軸承內組件;12—鋼球;13—錐體;14—螺母;15—料槽;16—提升氣缸;17—托板架;18—行程開關;19—底板;20—鏈輪;21—鏈條;22—電動機;23—支承圓棒;24—擺動氣缸;25—轉臺板;26—推料塊;27—傳送皮帶;28—推料氣缸;29—接近開關;30—擋料塊圖1 集裝機結構簡圖
工作原理:從傳送帶傳送過來的內組件經推料氣缸帶動推料塊將工件推入料槽,當料槽推滿后,接近開關被觸動,控制提升氣缸帶動整個串桿架向下運動,當串桿底部接近內組件時,行程開關18(2)被觸動,控制收張氣缸壓緊上壓板,使拉桿、錐體向下運動,鋼球縮回至串桿內,接著往下運動,串桿串入到內組件內。當運動至行程開關18(3)被觸動時,收張氣缸恢復,彈簧帶動拉桿、錐體恢復,鋼球被頂出(凸起)串桿,內組件卡絆在串桿上,同時,提升氣缸恢復,串桿架整體向上運動至原位。
當串桿上內組件達到一定層數后,擺動氣缸頂著轉臺板,帶動料槽轉過一定角度,串桿架落下,壓板施加壓力使鋼球回縮,碼放整齊的一排內組件落在底板上,串桿架恢復原位,鋼球恢復原位。然后,電動機帶動鏈條轉動,將底板向前運動一定距離,為下一排內組件的碼放提供空間。最后,擺動氣缸恢復,料槽恢復原位,進入下一輪碼放。
2 主要組成機構
2.1 串桿架
包括收張氣缸、上壓板、拉桿、串桿、立柱、鋼球、錐體、提升氣缸、托板架和行程開關等。通過提升氣缸的運動與收張氣缸的作用,使軸承內組件逐排串入串桿,并卡絆在串桿上,然后呈立體方陣式碼放在底板上。
2.2 料槽部分
包括料槽、擋料塊、接近開關、推料氣缸、轉臺板和擺動氣缸等。完成內組件推入料槽,在料滿時發出信號,以及料槽整體旋轉一定角度等動作,保證內組件整齊地串入串桿,保證內組件落下底板的位置。
2.3 底板部分
包括底板、鏈輪、鏈條、電動機和支承圓棒等,為碼放整齊的內組件提供放置場所,保證下一排的落料位置。
3 注意事項
(1)軸承內組件內徑及外圓尺寸的不同,內組件在料槽中排列的間距隨之發生變化,因此,對于不同型號的內組件需更換不同的托板、串桿及料槽。串桿直徑要略小于內組件內徑,托板孔間距取保持架外徑和內組件滾子外復圓直徑中的較大者。
(2)串桿較長,內孔與拉桿配合面加工時不易保證與端面的垂直度,安裝時串桿可能產生歪斜而不能進入軸承內徑,因此,對串桿進行分體加工,下端與上端采用螺紋連接,以保證內孔的加工精度。
(3)串桿下端的鋼球伸縮孔需從內部向外鉆錐形孔,因此,需在圓周對應端開工藝孔,以保證鋼球伸縮孔的正常加工。
(4)使用中不能過度伸縮拉桿及錐體,防止鋼球脫離伸縮孔,致使內組件掉落;不能在串桿即將落下前挪動內組件位置。
4 結束語
該設備的研制提高了生產自動化程度和產品質量,減輕了工人勞動強度,便于生產管理及計數。目前該設備已穩定運行,經生產驗證達到了設計要求。