CO2激光切割不銹鋼的自適應(yīng)控制優(yōu)化
2011-07-07 08:49:04郁漢琪
制造業(yè)自動化 2011年23期
關(guān)鍵詞:質(zhì)量
童 桂,徐 宏,郁漢琪
(南京工程學(xué)院 工程基礎(chǔ)實驗與訓(xùn)練中心,南京 211167)
0 引言
與傳統(tǒng)的板材加工方式(開模和沖壓)相比較,激光切割在多個方面占有優(yōu)勢:加工路徑靈活、重復(fù)精度高、加工速度快等,并且當(dāng)批量小或者面板厚度超過6mm時,傳統(tǒng)方法的成本會變得很高,激光切割就成為一種理想的替代手段[1~3]。資料顯示,在激光切割板材的過程中,將近有50多個參數(shù)影響激光的切割質(zhì)量[4~6]。然而在激光實際切割時,需要用戶選擇和調(diào)整的工藝參數(shù)只有幾個關(guān)鍵因素。各因素及相互組合對激光切割質(zhì)量的影響較難用理論模型進(jìn)行分析,往往要借助試驗觀察總結(jié)[7~9]。對于靜態(tài)參數(shù),例如透鏡焦距、輔助氣體類型等,在切割過程中保持一致不變,需要初始時確定;對于動態(tài)參數(shù),例如輸出功率、加工速度等,可以在加工過程中實時調(diào)整,借此可以通過調(diào)整這些參數(shù)來應(yīng)對激光切割板材的動態(tài)變化。數(shù)控加工過程中,路徑變化往往會影響到激光切割時局部切割位置的能量輸入,速度趨緩時,高速輸出參數(shù)不變易導(dǎo)致過燒、掛渣,于是需要在切割過程中自適應(yīng)調(diào)整各工藝參數(shù)以保持切割質(zhì)量的一致。針對上述問題,陳繼民[10]等提出采用控制輸出功率、切割速度來合理優(yōu)化激光的切割質(zhì)量。對于CO2脈沖激光加工機(jī)其參數(shù)控制原理更加復(fù)雜,本文研究如何合理配置各動態(tài)參數(shù)來解決上述問題。
1 小尺度切割路徑的自適應(yīng)控制
數(shù)控激光切割終端在切割過程中的路徑變化較為復(fù)雜,包括了直線、圓弧等規(guī)則形式,也包括其它各種復(fù)雜曲線,因此速度起伏變化很大。數(shù)控加工的基本原理是將加工路徑逐點離散、插補(bǔ),擬合或逼近機(jī)床的刀具所需經(jīng)過的路徑。激光切割過程由于能量的高度集中,不同形式的路徑軌跡、速度很可能會導(dǎo)致加工質(zhì)量的差異,特別當(dāng)激光切割速度出現(xiàn)很大波動時易導(dǎo)致初始加工條件不再符合要求,例如在經(jīng)過大幅度轉(zhuǎn)角路徑,切割速度必然要產(chǎn)生起伏,這時較易出現(xiàn)沾渣、過燒等現(xiàn)象。
1.1 切割路徑轉(zhuǎn)角判定
在激光切割板材時,首先要進(jìn)行切割路徑中小尺度路徑的判斷,假設(shè)平面中曲線的由多個線段離散組成,離散點越多,擬合近似度越好。一個線段上的三個離散點,如圖1所示,假設(shè)線段AB的向量表達(dá)式:
線段AB的向量表達(dá)式:Ai+Bj,其中A=x2-x1,B=y2-y1
線段BC的向量表達(dá)式:Ci+Dj,其中C=x3-x2,D=y3-y2
其中,AB和BC線段之間的角度為:

則兩直線的夾角可以表示為:

1.2 切割控制策略的優(yōu)化
由于在激光切割過程中,切割速度的變化容易導(dǎo)致局部位置產(chǎn)生過燒、沾渣。于是考慮如何合理的設(shè)置工藝參數(shù)來優(yōu)化加工過程,當(dāng)激光切割通過某一位置小尺度路徑時,如小角度轉(zhuǎn)角,由于速度減緩,若加工條件不改變,則切割部位過多地吸收激光能量,造成過燒、沾渣等加工質(zhì)量缺陷。于是需要針對上述情況實時調(diào)整切割部位的輸入能量,而工藝參數(shù)中直接控制輸出能量的因素包括:輸出功率P、切割速度V、脈沖激光頻率F和脈沖占空比D。控制策略中分別考慮加工參數(shù)中高速切割條件、低速切割條件,分別設(shè)置為Ph、Fh、Vh、Dh和Pl、Fl、Vl、Dl,高速條件和低速條件分別為滿足加工要求下不同的加工條件組合形式。對于介于高速和低速條件之間的工藝參數(shù)可通過式(2)進(jìn)行調(diào)整:

式(2)為工藝參數(shù)的線性回歸表達(dá)式。其中ap、bp為輸出功率線性回歸的權(quán)值系數(shù);af、bf為脈沖頻率線性回歸的權(quán)重系數(shù);ad、bd為脈沖占空比線性回歸的權(quán)值系數(shù)。當(dāng)已知速度的變化,則可由式推斷出輸出功率、頻率和占空比的改變值,保證切割部位的吸收能量在一定值域內(nèi)趨于穩(wěn)定、一致。
切割路徑中的拐角等易引起速度起伏的路徑,將其分為三段:正常切割區(qū)段、加減速區(qū)段和區(qū)間條件區(qū)段,其中區(qū)間條件區(qū)段是指拐角等微小尺寸區(qū)段,這個區(qū)段一般以指定的低速條件進(jìn)行切割。加減速區(qū)段是指正常的高速切割與低速切割之間的過渡階段,其控制策略如上所述。

圖2 基于分段
2 實驗及分析
試驗分析上述的調(diào)整策略,加工機(jī)床采用日本三菱公司的CO2激光加工機(jī)LVP35,最大輸出功率為3.5KW,試驗板材采用SUS304,厚3mm,輔助氣體氮氣。噴嘴壓力提高有利于減少不銹鋼沾渣,其條件值為1.2MPa,透鏡焦距為190mm,噴嘴高度1mm。該機(jī)床的標(biāo)準(zhǔn)高低速條件如表1所示。
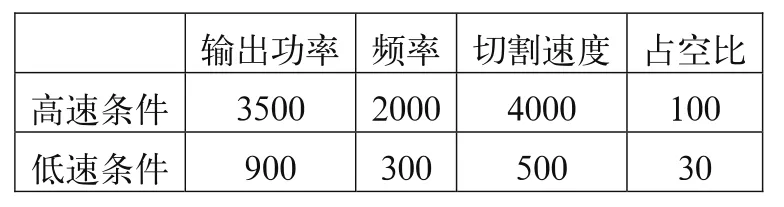
表1 激光切割3mm不銹鋼的高速、低速條件
由此計算出式(2)的具體形式:

式3中,V、P、F、D為實時變化的激光切割速度;Vl、Pl、Fl、Dl為激光切割某一小尺寸路徑的最優(yōu)低速條件,最優(yōu)低速條件可通過實驗加工獲取。式(3)表示了速度變量V起伏變化時,輸出功率P、頻率F和脈沖占空比D對應(yīng)值。其中上述表達(dá)式只是確定了P、F和D的大致范圍,控制變量可在一定范圍內(nèi)進(jìn)行小幅調(diào)整。由此確定激光切割此板材的區(qū)間條件就為表1中低速條件,區(qū)間長度2mm,圖3分別為速度變化通過尖銳轉(zhuǎn)角(角度30°)時,控制參數(shù)是否自適應(yīng)調(diào)整所獲得的切割端面微觀圖像。
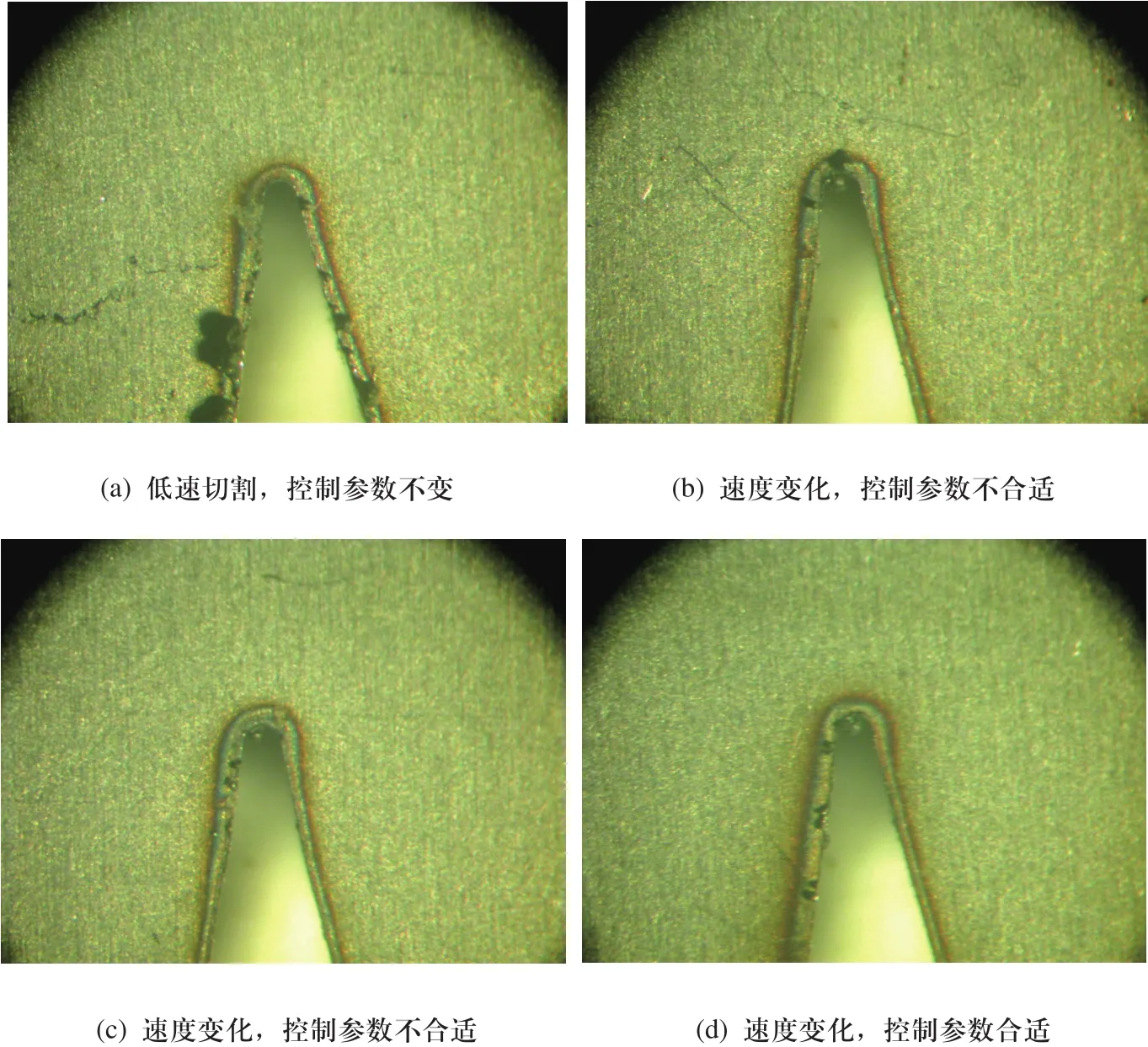
圖3 小尺度路徑的激光切割微觀圖
圖3(a)中,高速切割遇到轉(zhuǎn)角時減速,控制參數(shù)P/D/F仍然保持恒定,轉(zhuǎn)角處出現(xiàn)過燒,掛渣嚴(yán)重,角度尖端有燒損。圖3(b)和3(c)中,控制參數(shù)有所調(diào)整,主要是在一定范圍內(nèi)降低P/D/F的比例,切割表面沾渣明顯減少,只在切割面底部略有過燒痕跡,但路徑在過尖角時加工質(zhì)量明顯發(fā)生變化。圖3(d)中采用切割質(zhì)量自適應(yīng)控制,切割路徑在小轉(zhuǎn)角處并無明顯的過燒、掛渣,并且在整個路徑上,切割質(zhì)量基本保持一致。結(jié)果說明通過上述方式自適應(yīng)動態(tài)調(diào)整切割輸入?yún)?shù)可以提高激光切割的整體質(zhì)量。
3 結(jié)論
在激光切割不銹鋼板材的過程中,切割狀態(tài)會起伏變化,這種情況會導(dǎo)致切割質(zhì)量下降,出現(xiàn)沾渣、過燒,據(jù)此提出建立激光切割質(zhì)量的自適應(yīng)控制系統(tǒng)。模型針對速度起伏進(jìn)行分段線性控制,利用激光切割中高速和低速參數(shù)條件來合理規(guī)劃輸出功率、占空比和頻率輸入條件,從而控制激光切割質(zhì)量的趨于一致。實際試驗采用CO2激光加工機(jī)切割3mm不銹鋼板,得到了如下結(jié)論:1)激光切割不銹鋼板材,速度起伏時合理規(guī)劃其它輸入?yún)?shù)可避免激光切割質(zhì)量的降低;2)利用激光切割高速條件和低速條件來建立線性自適應(yīng)控制模型,可以改善激光在小尺寸路徑處的切割質(zhì)量;3)在小尺度路徑設(shè)置合理區(qū)間長度,區(qū)間長度內(nèi)使用低速條件可保證小尺度路徑的切割質(zhì)量;4)實際采用上述方法進(jìn)行不銹鋼試驗切割,結(jié)果表明具有定的可靠性和應(yīng)用價值。面對上述結(jié)論,可將其推廣到其它金屬板材的切割加工。
[1] 鄧前松,唐霞輝,秦應(yīng)雄,等.中厚鋼板小圓孔的高功率CO2激光切割工藝研究[J],激光技術(shù),2008,32(5):554~557.
[2] 金岡優(yōu).激光加工[M].北京:機(jī)械工業(yè)出版社,2005.
[3] 閻啟,劉豐.工藝參數(shù)對激光切割工藝質(zhì)量的影響[J].應(yīng)用激光,2006,26(3):151-153.
[4] J.Fieret,M.J.Terry,B.A.Ward.Aero dynamic interaction during laser cutting[C].SPIE,1986,668:53-62.
[5] Ebrahim Abdulhadi,Jean Marc. Pelletier,Michel Lambertin Development in laser cutting of steel:analytical modelling an Experimental validation of the metallurgical effects[C].SPIE 1997,3097:17-28.
[6] S L Chen.Analysis and modelling of reactive three dimensional high power CO2 laser cutting [C].Proc.Instn.Mech.Eng.1998,212(PartB):113-128.
[7] 王昆林.激光材料加工的數(shù)學(xué)模型[J].激光技術(shù),1996,(3):105-109.
[8] 鄢銼,李力鈞,李娟.激光切割板材切口波紋和掛渣研究綜述[J].現(xiàn)代制造工程,2004,(10):270-274.
[9] 李祥友,曾曉雁.激光精密切割不銹鋼模板割縫質(zhì)量控制[J].中國激光,2002,29(2):177-181.
[10]陳繼民,肖榮詩,左鐵釧.激光切割工藝的自適應(yīng)研究[J].應(yīng)用激光,2002,22(3):317-319.
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
