電子封裝中的固相焊接:引線鍵合
2011-06-28 02:57:32黃美權葉德洪蘇慶俠劉赫津
電子工業專用設備 2011年7期
宗 飛,黃美權,葉德洪,蘇慶俠,劉赫津
(飛思卡爾半導體(中國)有限公司,天津300385)
傳統的焊接技術在電子封裝領域中有著廣泛的應用,如芯片與芯片或框架之間的引線鍵合、芯片與框架或焊盤之間的芯片鍵合、芯片與焊盤之間的倒扣焊、外殼的密封以及器件與印制電路板之間的表面貼裝等,見圖1[1]。其中由于引線鍵合具有操作簡單、成本低、工藝適應性強以及可靠性高等優點,其承擔著所有IC互連約96%的鍵合任務[2],是電子封裝中最常見、最重要的焊接方法。一般認為引線鍵合中被連接材料并未發生熔化,因此是一種固相焊接方法;但其又具有一些特殊性,如[1]:(1)電學性能和可靠性優先于機械性能,(2)力學結構設計可能并不合理,(3)常含有薄膜、引線絲和復合結構等,(4)鍵合時間極其短暫等。

圖1 電子封裝中常見的焊接技術[1]
因此通過了解傳統的固相焊接理論來探討引線鍵合焊點的形成過程,并與實際引線鍵合機臺的參數優化相結合,對獲取優質和良好可靠性的鍵合焊點具有指導意義。
1 固相焊接原理及影響因素
圖2是固相焊接的基本過程[3]:(a)在外加壓力的作用下,被連接金屬表面氧化膜破除,局部接觸點首先達到塑性變形而形成微觀焊點;(b)在持續壓力的作用下,接觸面積逐漸擴大,微觀焊點越來越多并連成一片;(c)金屬原子在高溫等作用下相互擴散,微小孔洞減少、晶界發生遷移;(d)結合層向體積方向發展,微小孔洞消失,形成可靠的宏觀焊點。
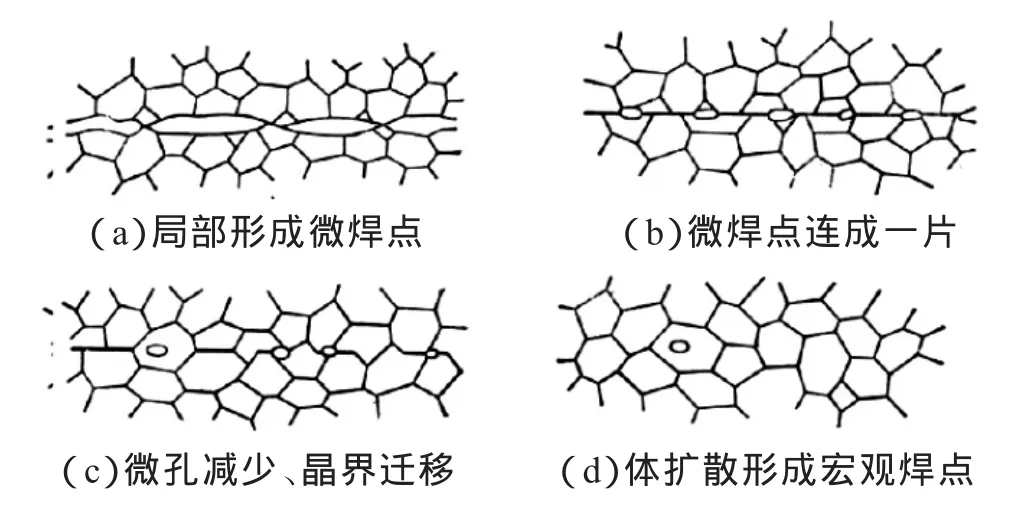
圖2 固相焊接過程示意圖[3]
固相焊接前被連接金屬表面應經過一定的處理,如去除表面污染物和氧化膜,降低其表面粗糙度而形成良好連接。另外固相焊接工藝參數如溫度、壓力和時間等對連接質量也有一定的影響;一般而言,焊接溫度越高、壓力越大、時間越長,越有利于金屬的塑性變形和其原子的擴散,也就越容易形成良好的連接。引線鍵合過程具有固相焊接的一般特征,但由于其過程極其短暫,因此其金屬原子擴散并不充分;但鍵合完成后,尤其是老化和高溫貯藏過程中,擴散將會扮演重要角色。因此下面將分鍵合過程中及鍵合完成后兩部分,分別討論引線鍵合。
2 引線鍵合球焊點形成過程
按能量作用方式,引線鍵合可分為熱壓鍵合(Thermo-compression bonding)、超聲鍵合(Ultra-sonic bonding)和熱超聲鍵合(Thermo-sonic bonding)。熱壓鍵合工藝由美國貝爾實驗室于1957年首先引進;后來,為降低鍵合溫度、提高結合強度,引入了超聲,并發展為超聲鍵合和熱超聲鍵合。目前廣泛應用的是熱超聲鍵合,如圖3,其形成的第一焊點為球形,故又稱為絲球鍵合或絲球焊(ball bonding);常使用的引線線材為金(Au)或銅(Cu),焊盤材料一般為鋁(Al)。以下僅就熱超聲鍵合的球焊點進行討論,如無特殊說明,將用引線鍵合代之。
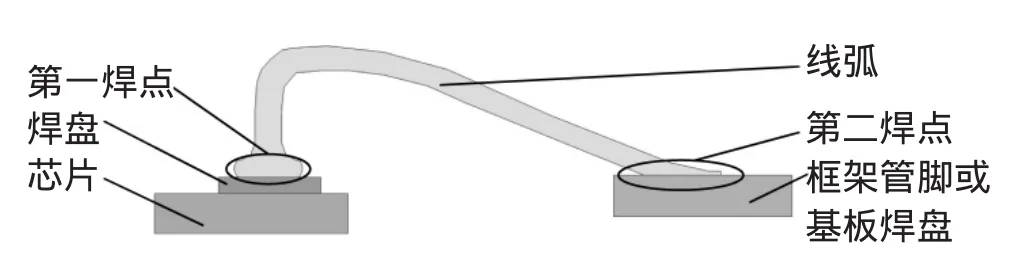
圖3 絲球鍵合焊點示意圖
引線鍵合中球焊點的形成大致可分為3個階段,如圖4所示:(a)沖擊階段:鍵合工具劈刀以一定的速度攜引線熔化產生的金屬球(以下稱為FAB)移近并接觸上焊盤,此階段結束后FAB會有小量的初始變形,但由于表面氧化膜等的存在,FAB和焊盤之間并未形成連接。(b)接觸階段:當FAB和焊盤接觸之后,在超聲作用下,劈刀攜FAB相對于焊盤作周期性宏觀水平運動,這將有助于清除或破碎FAB底部和焊盤表面的有機污染物和氧化膜,露出的新鮮金屬面相接觸,此階段結束后FAB和焊盤界面已有微焊點形成,FAB和焊盤之間的宏觀水平運動轉變為微區域滑移。(c)鍵合階段:在超聲的作用下,劈刀相對于FAB作周期性水平運動,FAB產生的大量塑性變形增加了接觸面積,同時界面間微區域的滑移仍舊存在,微焊點連成宏觀焊點,此階段結束后FAB和焊盤界面將形成連接。但需要指出的是,若此階段的超聲和壓力作用過大或過長,已形成的焊點將會因疲勞斷裂或加工硬化而破碎,即所謂的過鍵合。
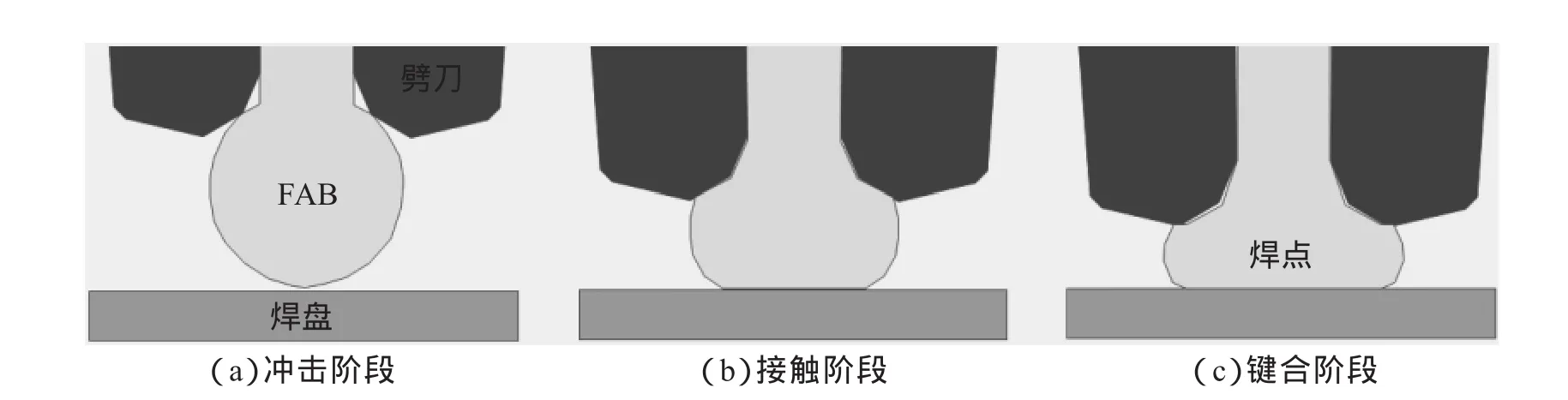
圖4 鍵合過程三階段示意圖
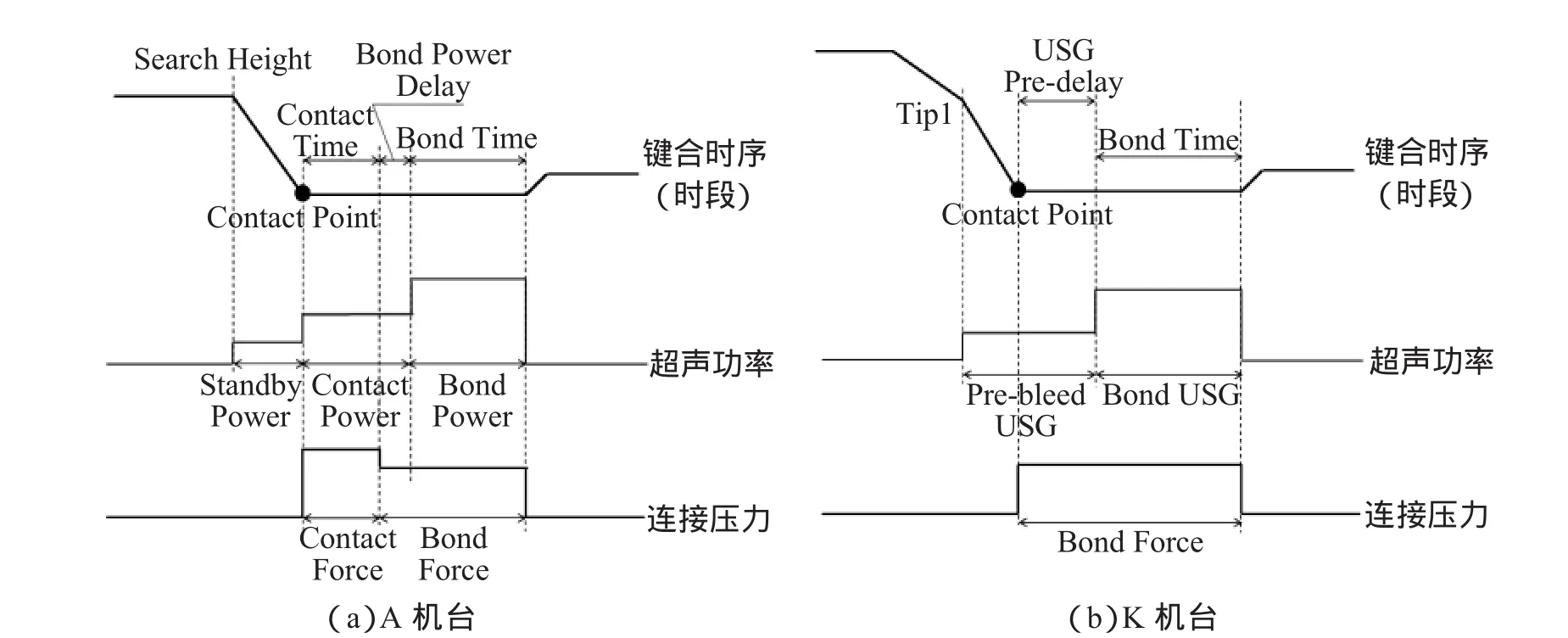
圖5 兩種常見機臺的基本鍵合時序圖
圖5是兩種常見機臺的基本鍵合時序圖及其主要參數。對于A機臺,當劈刀下降到設定的搜索高度時,機臺開始輸出等待功率直至到達接觸點。一般當沖擊過程中焊盤給FAB的反作用力達到某一設定的閾值時,機臺即認為FAB已接觸到焊盤、到達接觸點,開始接觸時段。接觸時段將持續一段時間,機臺同時輸出接觸壓力和接觸功率。在鍵合時段,同時輸出鍵合壓力和鍵合功率,從而完成鍵合;一般為得到較好的焊點形貌,鍵合功率可設置為晚于鍵合壓力施加。對于K機臺,當劈刀高度下降到設定的搜索高度(tip1)時,機臺開始輸出預備功率(pre-bleed USG)直至到達接觸點。此機臺對接觸點的偵測基于速度下降幅度,當劈刀的下降速度降低到某一設定閾值時,機臺即認為FAB已接觸到焊盤、到達接觸點,開始接觸時段。在接觸時段及鍵合時段,機臺將輸出鍵合壓力和鍵合功率;其中也可通過鍵合功率遲延來調整功率和壓力的輸出曲線。在鍵合功率遲延時段,只輸出鍵合壓力而不輸出鍵合功率;若原設有預備功率,則預備功率會延續到此時段結束。
若將機臺的鍵合時序圖與上面闡述的引線鍵合的3個階段相對應,可以看出:(1)對于兩種機臺,接觸點之前是沖擊階段,之后是接觸階段和鍵合階段。(2)接觸階段和鍵合階段的分界點(即FAB與焊盤之間形成微焊點而不再發生宏觀相對運動時),A機臺的應處于接觸時段或鍵合時段中,K機臺的應處于鍵合功率遲延時段或鍵合時段中,具體時刻點取決于實際的鍵合條件和鍵合參數。
通過固相焊原理及引線鍵合機制可知,接觸階段的污染物及氧化膜去除將有助于FAB和焊盤之間的接觸,因此接觸參數的優化將有助于獲得優質的焊點。A機臺使用相同的鍵合參數而不同的接觸參數獲得了金引線球焊點,其結果見表1。盡管第一組參數得到的球焊點直徑比第二組參數得到的小,但剪切推球值更高、界面金屬間化合物的覆蓋率更大(見圖6)。圖7是K機臺通過增加接觸參數獲得了剪切推球值更高的未老化銅引線球焊點,使用預備功率獲得的球焊點推球值為381 mN,而未使用預備功率得到的只有316 mN。但需要指出的是,如果焊盤結構比較脆弱,過量預備功率的使用可能會對焊盤造成損壞,推球后的失效模式為焊盤金屬脫落,如圖8所示,這點在可靠性測試之后尤其明顯。

表1 A機臺接觸參數優化結果
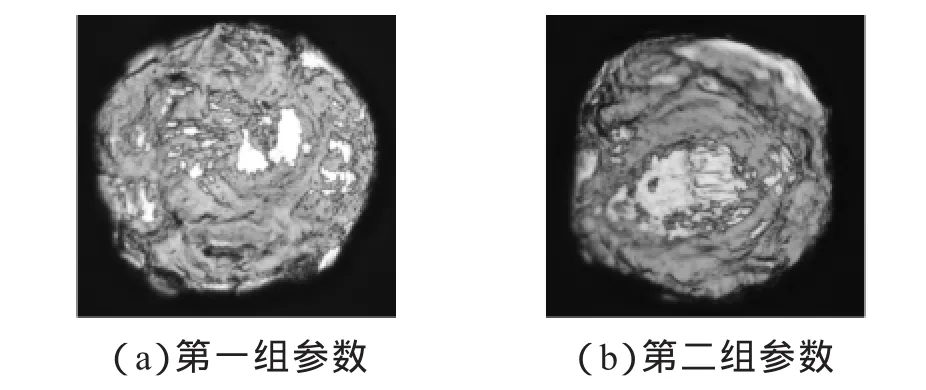
圖6 A機臺兩組參數的金屬間化合物覆蓋情況
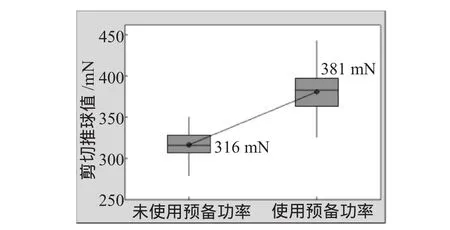
圖7 K機臺預備功率的使用對剪切推球值的影響
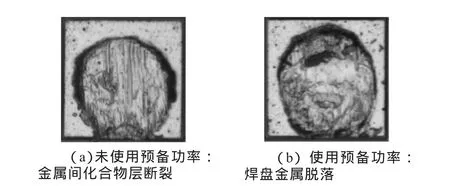
圖8 K機臺預備功率對推球失效模式的影響
在接觸階段和鍵合階段中,超聲功率和連接壓力的大小關系對FAB與焊盤之間宏觀滑移以及微區域滑移將有很重要的影響。圖9給出了鍵合時FAB及焊盤中的應力分布云圖[4],曲線為界面處的法向應力(σy)分布[5],法向應力的峰值出現在劈刀和FAB接觸區域下方。假設超聲功率作用在界面上的切向力(σT)以及FAB和焊盤界面處的靜摩擦系數處處相等;設σf=σT/μ,其中μ為界面處的摩擦系數。則在 σf<σN的區域,σT<μσN,界面處只有靜摩擦而無滑動摩擦;在σf>σN的區域,σT>μσN,界面處為滑動摩擦。因此鍵合界面處能發生滑動摩擦的區域為周邊圓環區域和中心區域(圖10中的灰色區域),而只有發生相對運動的區域才能實現有效連接。超聲功率越大,切向力σT及σf越大;連接壓力越小,法向力σN越小,則圖10中的灰色區域越大,能實現有效連接的區域越大。反之,超聲功率越小,連接壓力越大,則能實現有效連接的區域就越小。
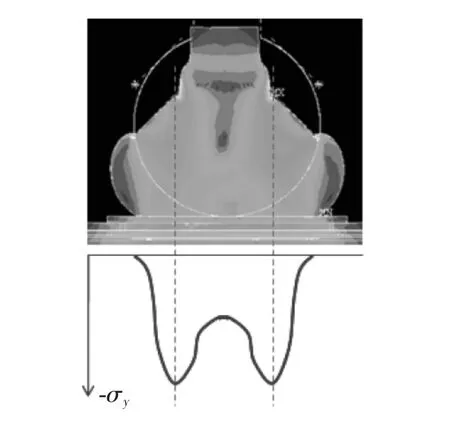
圖9 應力分布云圖及界面處法向應力分布
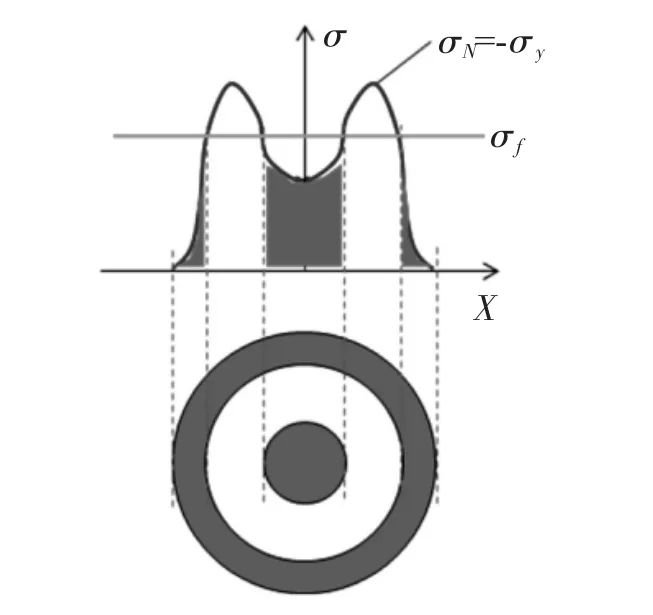
圖10 界面處法向力和切向力分布
圖11是鍵合壓力和鍵合功率的窗口得到的金屬間化合物覆蓋情況,可以看出在低鍵合壓力-低鍵合功率和高鍵合壓力-高鍵合功率條件下,都得到了較好的覆蓋率;然而在高鍵合壓力-低鍵合功率條件下,覆蓋率卻很低,這說明界面間并未形成良好連接,這與對圖9和10的分析結果是一致的。需要說明的是圖11中界面的中心處并未像上面分析那樣實現有效連接,這是由于實際生產中,焊盤中心區域會有一定大小的探針印;探針印的存在將導致中心區域的靜摩擦系數μ大大增加而不再滿足上述關于界面處靜摩擦系數處處相等的假設,因此中心區域的σf將會降低而小于σN,無法發生滑動摩擦而形成有效連接。
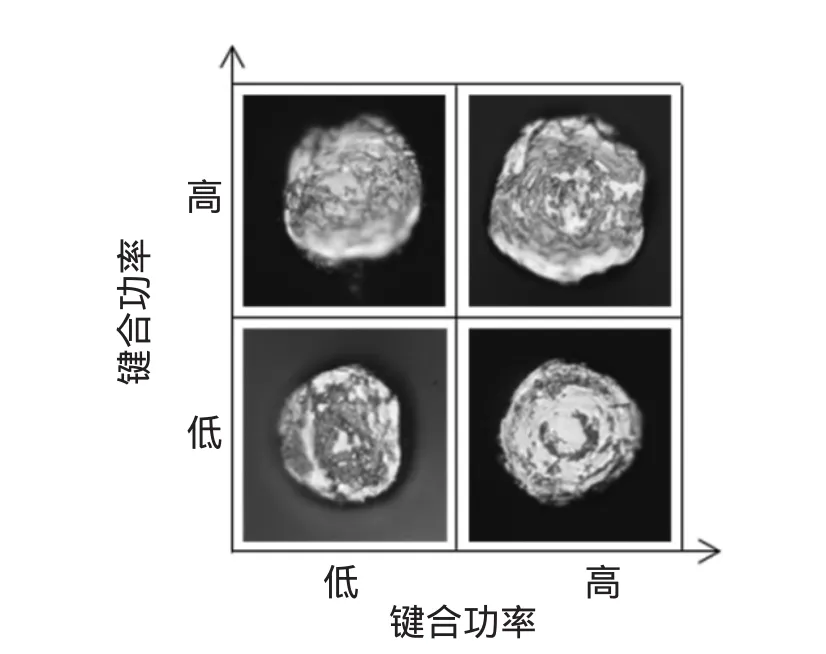
圖11 鍵合壓力和鍵合功率窗口的界面金屬間化合物覆蓋情況
3 引線鍵合后焊點中的擴散
正如上面所述,引線鍵合過程很短暫,金屬原子間的擴散并不充分、其固相焊接過程并不完整。但隨后的塑封工藝以及高溫環境下的使用,將促使球焊點和焊盤之間發生充分的金屬原子擴散,生成的金屬間化合物會逐漸增厚。金屬間化合物的電阻、熱阻、熱膨脹系數(CTE)以及硬度都與原有連接金屬的大不相同,因此雖然一定程度的擴散和金屬間化合物生長對提高焊點性能是有利的,但金屬間化合物的過度生長以及隨之而來的缺陷對焊點的電性能、熱性能和機械性能均會產生不良影響甚至是毀滅性的災難。業內一般通過高溫貯藏加速試驗來評估金屬間化合物生長所帶來的影響。
首先了解一下金屬間化合物的生長,其生長厚度一般滿足以下經驗公式[6]:

式中δ為金屬間化合物的厚度 (m);t為生長時間(s);K為生長常數(或稱生長速率)(m2/s);K0為頻率因子(m2/s);▽Q為金屬間化合物的生長激活能(J/mol);R 為理想氣體常數 8.314 J/(mol·K);T為生長環境的絕對溫度(K);n為時間指數。對于引線鍵合的Au-Al和Cu-Al體系,金屬間化合物的生長為擴散控制,時間指數n為2。若金屬間化合物的生長激活能已知,在某一溫度下經過某一段時間生長的金屬間化合物厚度可通過式(1)計算近似得到的。研究者通過收集不同貯藏溫度下經歷不同貯藏時間的金屬間化合物層厚度,并將其進行線性擬合,可近似得到該金屬體系的化合物生長激活能[6]。
對于Au線材的引線鍵合,AEC(汽車電子協會)標準中規定的高溫貯藏級別有0~4五個等級,如表2所示[7],每個等級內都有兩種等價的貯藏溫度和貯藏時間組合條件。若僅從金屬間化合物厚度的角度去考慮,可得到等級0和等級1中使用的Au-Al金屬間化合物的生長激活能約43 kJ/mol,等級2至4中使用的則約是38 kJ/mol,這與一些學者得到的結果是吻合的[6,8]。業界一般使用更高的貯藏溫度(如225℃)來快速獲得可靠性結果,若假設Au-Al的生長激活能為40 kJ/mol,通過式(1)可算得,為獲得同樣厚度的金屬間化合物,使用225℃需要的貯藏時間大約只有175℃的1/3。
金屬間化合物的過度生長帶來的常見失效模式主要是開裂和孔洞,下面將通過研究成果最豐富的Au線材引線鍵合來作簡單介紹。根據Au-Al的二元相圖可知,Au-Al金屬體系會生長出“紫斑”(AuAl2)和“白斑”(Au2Al),它們將使焊點在可靠性之后直接開裂而失效。但由于目前鍵合溫度的降低及鍵合工藝的改善,“紫斑”和“白斑”的發生頻率已不再頻繁[9]。由于Au在Al中的擴散速率要遠遠大于Al在Au中的擴散速率,在富Au金屬間化合物和Au球焊點界面附近出現大量空位聚集而形成孔洞,即柯肯達爾孔洞(Kirkendall Void),如圖12所示。孔洞的存在將導致焊點的失效,尤其是在經過溫度循環之后。圖13為柯肯達爾孔洞所引起的線弧拉力測試時的球焊點脫落。一般通過改變線材中摻雜成分的種類及數量、優化鍵合工藝等減緩金屬間化合物的過度生長、抑制缺陷的產生,從而避免失效。
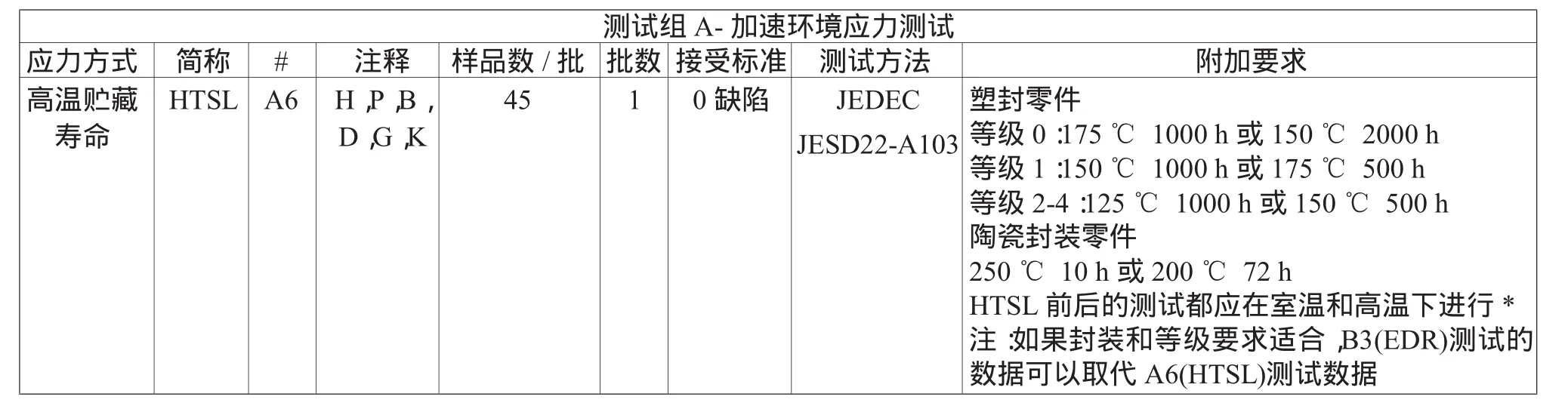
表2 AEC高溫貯藏測試標準[7]
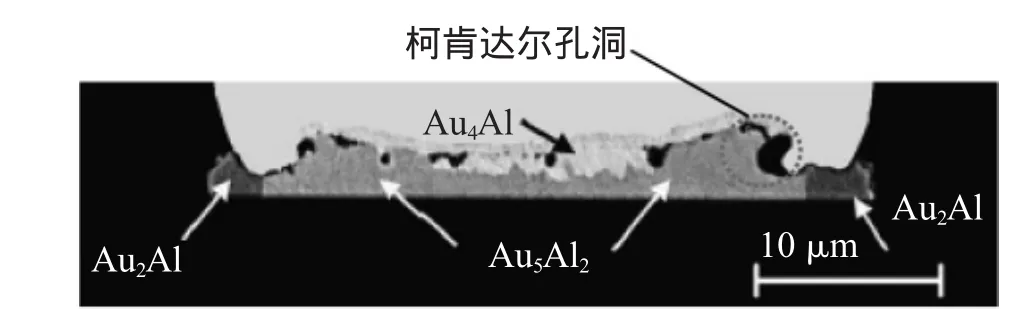
圖12 柯肯達爾孔洞[10]

圖13 球焊點脫落失效界面圖
4 總 結
本文基于傳統固相焊接的基本理論,將引線鍵合過程分為沖擊、接觸和鍵合三階段,并聯系實際鍵合機臺的基本鍵合時序,發現接觸參數及超聲功率和連接壓力的大小關系對優質焊點的形成有著重要影響;鍵合完成后的金屬原子擴散將有助于金屬間化合物的生長,但金屬間化合物的過度生長將在界面形成開裂和孔洞而造成鍵合焊點失效。
[1]王春青.微電子封裝與微連接技術[EB/OL].http://eptech.hit.edu.cn/EPTech/Microjoining/微連接講義-序言.2011-06-23/2011-04-15.
[2]葛勱沖.微電子封裝中芯片焊接技術及其設備的發展[J].電子工業專用設備,2000,129(14):5-10.
[3]方洪淵,馮吉才.材料連接過程中的界面行為(第1版)[M].哈爾濱:哈爾濱工業大學出版社,2005.2,15-116.
[4]Yong Liu,Scott Irving,Timwah Luk.Thermosonic wire bonding process simulation and bond pad over active stress analysis[C].2004 Electronic components and technology conference,Las Vegas,USA,2004:383-391
[5]I.Lum,J.P.Jung,Y.Zhou.Bondingmechanisminultrasonic Gold ball bonds on Copper substrate[J].Metallurgical and materials transactions A,2005,36:1279-1286.
[6]徐慧.銅及金絲與鋁合金焊盤鍵合的金屬間化合物生長和可靠性[D].哈爾濱:哈爾濱工業大學,2006:43~50.
[7]AEC-Q100-Rev G,2007,Stress test qualification for integrated circuits:11[Z].
[8]S.Campinsano,G.Foti,E.Rimini.Kinetics of phase formations in Au-Al thin films[J].Philosophical magazine,1975(31):903~917.
[8]Shankara K.Prasad.Advanced wirebond interconnection technology[M].1st edition.Boston:Kluwer Academic Publishers,2004.559-561.
[9]C.D.Breach,F.Wulff.New observation on intermetallic compound formation in gold ball bonds:general growth patterns and identification of two forms of Au4Al[J].Microelectronics Reliability.2004,44(6):973-981.
猜你喜歡
小讀者(2021年2期)2021-03-29 05:03:48
當代陜西(2020年13期)2020-08-24 08:22:02
瘋狂英語·新悅讀(2019年11期)2019-12-18 05:14:16
華人時刊(2019年13期)2019-11-17 14:59:54
NBA特刊(2018年21期)2018-11-24 02:48:04
文苑(2018年22期)2018-11-19 02:54:14
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11