核電站控氮不銹鋼Z2CN19-10焊接技術
2011-06-23 02:58:38陳龍鶴郭偉杰
電站輔機 2011年3期
陳 磊,陳龍鶴,郭偉杰
(上海電氣電站設備有限公司電站輔機廠,上海 200090)
1 概 述
核電設備的工況復雜,長期處于高溫高壓、中子輻照、流體沖刷等惡劣的環境中,故對其構成材料性能提出了較高而又全面的要求。控氮不銹鋼Z2CN19-10是隨著核電發展而新研制的鋼種,其研發的驅動力是為解決304不銹鋼在沸水核反應堆運行中出現晶間應力腐蝕破裂事故,此外,也能為壓水核反應堆提供更好的材料,提高反應堆安全運行的可靠性。控氮不銹鋼Z2CN19-10屬于超低碳奧氏體不銹鋼,并含有一定量的氮元素,其特點是含碳量非常低,從而具有優良的抗晶間腐蝕能力,但較低的碳含量也制約著材料的強度,而在其中添加一定量的氮元素,通過氮元素的固溶強化作用,可以提高超低碳奧氏體不銹鋼的強度[1]。因此,控氮不銹鋼Z2CN19-10不僅具有超低碳奧氏體不銹鋼優良的抗晶間腐蝕能力,同時還具有較高的強度,被廣泛應用于核電站堆內構件、主管道、安注箱等重要設備中。
我公司承接制造的EPR安注箱和反應堆冷卻劑疏水箱均為核電設備,該類設備主體材料采用了控氮不銹鋼Z2CN19-10,其焊接工藝和焊接質量是保證設備整體質量的關鍵因素,因此,研究該類材料的焊接技術,并為設備制造提供技術支持具有重要意義。
2 控氮不銹鋼的焊接特點
控氮不銹鋼Z2CN19-10屬于奧氏體不銹鋼,具有奧氏體不銹鋼的焊接特點。奧氏體不銹鋼無固態相變,在高溫和室溫下均為奧氏體組織,無淬硬傾向,對氫也不敏感,焊接接頭具有良好的綜合力學性能,與其他類型不銹鋼相比具有良好的焊接性,但當焊接工藝參數的選用不合理時,會產生熱裂紋、晶間腐蝕、σ相脆化等缺陷[2,3]。
2.1 熱裂紋
由于奧氏體焊縫本身的特點,即組織為方向性很強的柱狀晶,有利于有害雜質的偏析,當焊縫中有害雜質含量較高時,就易在奧氏體柱狀晶之間形成低熔點共晶。此外,奧氏體不銹鋼具有低熱導率,僅為碳鋼的1/3,而線膨脹系數比碳鋼高約50%。低熱導率、高線膨脹系數的特點,決定了奧氏體不銹鋼焊縫在凝固過程中會產生較大的收縮拉應力。因此,在較大的收縮拉應力和低熔點共晶的共同作用下,被低熔點共晶分割的晶界就會被拉開而形成焊接熱裂紋。
2.2 晶間腐蝕
奧氏體不銹鋼在450~850℃的敏化溫度區間停留一定時間后,過飽和的碳向奧氏體晶界擴散,并與晶界的鉻化合形成碳化鉻(Cr23C6)。由于鉻在奧氏體中擴散速度小于碳的擴散速度,使晶界的鉻得不到及時補充,造成奧氏體晶界貧鉻。當晶界的含Cr量低于12%時,就失去了抗腐蝕能力,在腐蝕介質作用下,即產生晶間腐蝕。在應力作用下,受到晶間腐蝕的不銹鋼,即會沿晶界斷裂,幾乎完全喪失強度。
2.3 σ相脆化
如果奧氏體不銹鋼焊縫在650~850℃溫度區間停留時間過長,有可能析出一種脆硬的金屬間化合物σ相,主要存在于柱狀晶的晶界。當焊縫中δ鐵素體含量超過12%時,δ向σ的轉變非常顯著,造成焊縫金屬的明顯脆化,從而降低焊縫的塑性、韌性和抗晶間腐蝕性能。
2.4 防止熱裂紋、晶間腐蝕和σ相脆化的措施
(1)選用優質的母材和焊材,嚴格控制易形成低熔點共晶的S、P等雜質含量,從而降低熱裂紋傾向。
(2)δ鐵素體對S、P等元素溶解度較大,能防止這些元素的偏析和形成低熔點共晶,從而阻止熱裂紋產生。另外δ鐵素體可以有效切斷奧氏體的柱狀晶,細化晶粒,隔斷奧氏體晶界連續網狀碳化鉻(Cr23C6)析出,從而防止晶間腐蝕。因此選用含適量δ鐵素體促進元素(Cr、Mo、Si等)的焊材,使焊縫產生奧氏體+δ鐵素體雙相組織,δ鐵素體含量占4%~12%,能有效防止熱裂紋和晶間腐蝕傾向。
(3)選用低含碳量的焊材,降低焊縫中碳與鉻形成碳化鉻(Cr23C6)的機率,從而降低晶間腐蝕傾向。
(4)采用小焊接熱輸入,小電流,快速焊,加快焊接區的冷卻速度,縮短焊接接頭在高溫區停留的時間,避免在450~850℃區間長時間停留及此區間溫度的焊后熱處理,可以有效降低晶間腐蝕和σ相脆化傾向。
3 焊接工藝試驗
3.1 試驗母材
試驗母材為控氮不銹鋼Z2CN19-10,為了對焊條電弧焊和埋弧焊的焊接工藝進行較全面的試驗研究,共準備20mm和50mm兩種厚度的母材,將焊接20mm焊條電弧焊試板、20mm埋弧焊試板、50 mm焊條電弧焊試板、50mm埋弧焊試板,共4副試板。

表1 母材化學成分 (%)
母材的化學成分和力學性能分別見表1和表2,表1和表2中分別列出按標準RCC-M要求的標準值和母材的實際值。對比標準值可知,母材的各化學元素含量均滿足標準要求,兩種厚度母材的力學性能均明顯高于標準值。

表2 母材力學性能
3.2 焊接材料
在選擇控氮不銹鋼的焊接材料時,既要保證焊縫金屬的力學性能不低于母材力學性能的標準值,還要保證焊縫金屬具有良好的抗晶間腐蝕能力。根據這一原則以及RCC-M S2000相關標準,焊條電弧焊選用E308L-16作為焊接材料,埋弧焊選用HR308L焊絲配SJ601H焊劑作為焊接材料。
3.3 焊接工藝
在控氮不銹鋼焊接時,為了防止晶間腐蝕、熱裂紋等焊接缺陷的產生,工藝上,采用低線能量,即小電流、快速焊,并嚴格控制道間溫度。操作上,采用窄焊道、多焊道,并在焊接過程中嚴格進行層間清理。焊接采用雙面焊,20mm試板坡口加工成V型,50mm試板坡口加工成X型,各試板坡口尺寸及焊接順序,見圖1所示,焊前對待焊坡口進行滲透檢驗,焊完第1、2層后,對試板進行清根并進行滲透檢驗,檢驗后繼續焊完第3層,焊后對焊縫進行滲透檢驗和射線檢驗。

圖1 試板坡口尺寸及焊接順序
焊條電弧焊和埋弧焊的工藝參數見表3所示。

表3 焊接工藝參數
4 試驗結果
4.1 無損檢測
焊接完畢后,對4副試板進行外觀檢查,焊縫表面成形良好,無任何缺陷。分別按RCC-M S7714.1和RCC-M S7714.3對焊縫進行滲透檢驗和射線檢驗,檢驗結果均合格。
4.2 破壞性試驗
無損檢驗合格后,分別對4副試板進行熔敷金屬化學成分分析,見表4所示。成分中的C、S、P含量均較低,符合優質焊材的要求。同表1中母材的化學含量成分比較,4副試板的熔敷金屬化學成分基本與母材化學成分一致。

表4 熔敷金屬化學成分 (%)
再對4副試板焊縫組織進行金相分析,均為奧氏體+δ鐵素體雙相組織。奧氏體不銹鋼焊縫中含有一定量δ鐵素體,可有效防止晶間腐蝕、熱裂紋等缺陷,RCC-M標準中要求奧氏體不銹鋼焊縫中δ鐵素體含量為5%~15%。通過計算并結合DELONG圖得出各試板焊縫中δ鐵素體含量,具體數據見表5所示,可以看出各個試板焊縫中δ鐵素體含量均滿足標準要求。

表5 δ鐵素體含量
根據RCC-M附錄SI600晶間腐蝕試驗要求,對4副試板焊縫進行晶間腐蝕試驗,結果表明,4副試板焊縫均無晶間腐蝕,具有良好的抗晶間腐蝕能力。
根據RCC-M標準列出了力學性能考核項目及合格要求,見表6所示。將考核接頭拉伸、彎曲、沖擊性能,焊縫金屬常溫和高溫拉伸性能,以及熱影響區沖擊性能,其中50mm試板要求從焊縫表面和根部分別取樣進行沖擊試驗。
按照表6要求,對4副試板分別進行力學性能試驗,具體數據見表7~表10。從表7~表10中可見,控氮不銹鋼Z2CN19-10采用焊條電弧焊和埋弧焊,焊接接頭均具有良好的綜合力學性能,與表6中RCC-M要求的標準值比較,4副試板的力學性能均遠遠高于標準值,完全滿足母材的力學性能要求。

表6 力學性能考核項目及合格要求
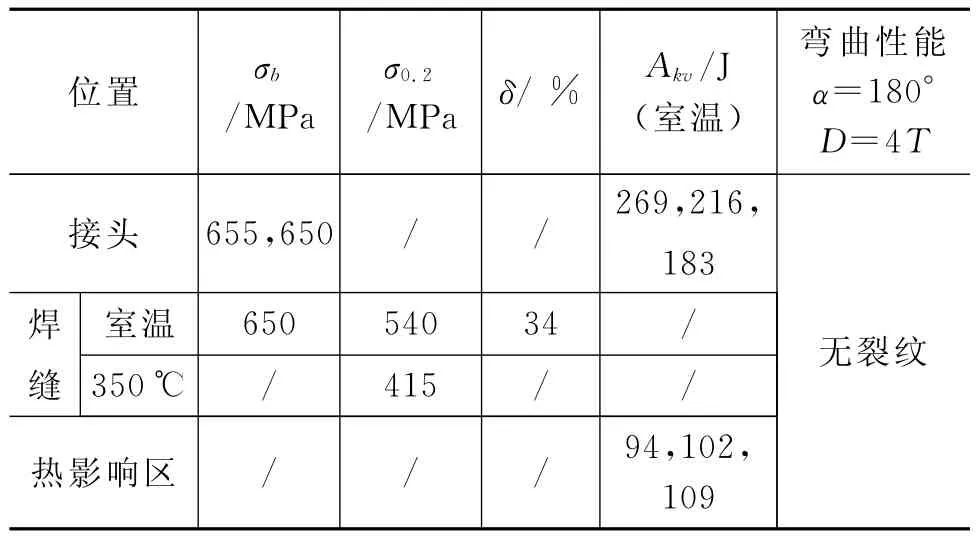
表7 20mm焊條電弧焊試板力學性能

表8 20mm埋弧焊試板力學性能

表9 50mm焊條電弧焊試板力學性能

表10 50mm埋弧焊試板力學性能
5 結 語
通過對控氮不銹鋼Z2CN19-10焊接特點的分析,并進行了焊接試驗,采用合理的焊接材料、坡口型式和焊接工藝參數,焊縫的成形良好,焊接接頭具有良好的綜合力學性能和抗晶間腐蝕能力,完全符合母材的性能要求。控氮不銹鋼Z2CN19-10焊條電弧焊和埋弧焊工藝的試驗成功,為相關核電產品的焊接制造提供了可借鑒的經驗。
[1]文燕,等.國產304NG控氮不銹鋼應用性能研究[J].核動力工程,2007,5.
[2]陳煒.奧氏體不銹鋼焊接的缺陷分析及解決辦法[J].山西焦煤科技,2003,6.
[3]徐文曉,徐文慧.奧氏體不銹鋼容器的焊接[J].焊接技術,2006,10.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
制造技術與機床(2015年10期)2015-04-09 07:06:00
