反向移動法在數控機床傳動間隙調整中的應用
2011-06-23 03:02:02關文濤
裝備制造技術 2011年11期
關文濤
(廣西機械高級技工學校,廣西 柳州 545005)
在《數控機床》課程教學中,進給傳動系統占有非常重要的地位。其中,進給傳動系統的間隙調整,是教學的重點和難點之一。主要原因在于:
首先,現有教科書涉及此處的知識點及編排方式有較大欠缺與不足,絕大多數采用的是具體的機械結構圖示與結構描述,缺少對間隙產生原因和消隙原理的深入淺出分析。
其次,教學對象(職校學生)的機械結構知識欠缺,很難通過復雜的機械結構圖示對進給傳動系統的原理有透徹理解。
在具體的課程教學過程中,筆者嘗試刪繁就簡,首先通過簡單的原理圖示,講解數控機床進給傳動系統中的重要部件—滾珠絲杠螺母副—間隙的產生原因和間隙調整的原理,再結合具體的間隙調整機械結構,做進一步的拓展性講解,使學生既知曉抽象原理,又明了具體結構,收到了較好的教學效果。
1 進給傳動系統間隙的產生原因
使用數控機床加工零件,必須具備兩個運動系統:一個是主傳動系統,主要由主軸電機、主軸以及二者間的傳動部件組成,提供不同的主軸轉速,以切除多余的工件材料;另一個是進給傳動系統,主要由進給伺服電機、工作臺以及兩者間的聯接、傳動或支承部件(如齒輪、滾珠絲杠、導軌、軸承等)組成,實現各個坐標軸的進給運動,控制工件的加工形狀和尺寸。
對于加工零件,影響其精度的主要因素,是數控機床進給傳動系統的精度,其中各個運動部件間的間隙,是影響進給傳動精度的重要因素。由于進給傳動系統的運動大多數是雙向運動(如X、Y、Z坐標軸的運動),當運動方向改變后,進給傳動件間的間隙就會轉變為加工零件的誤差,對零件加工精度和品質產生嚴重影響。
進給傳動系統間隙產生的原因是多方面的,概括起來有以下因素:
(1)進給傳動本身的運動要求,如絲杠副、齒輪副順暢運動要求運動副的部件有一定的間隙。
(2)進給傳動部件在制造安裝中的誤差導致出現間隙;
(3)進給傳動系統部件之間相互運動,部件磨損產生間隙,如齒輪副、導軌副、絲杠副磨損產生的間隙;
進給傳動部件的間隙是客觀存在的,但間隙的存在嚴重地影響到零件的加工精度和品質,必須采取切實有效的方法予以消除和減小,才能夠保證零件的加工精度和品質。
2 滾珠絲杠螺母副軸向間隙分析
滾珠絲杠螺母副是數控機床進給傳動系統的重要部件,作用是將伺服電機提供的旋轉運動轉換為坐標軸的直線運動。對于滾珠絲杠螺母副來說,影響零件加工精度的主要因素,是滾珠絲杠螺母副的軸向間隙。
滾珠絲杠螺母副主要由絲杠、螺母、滾珠和滾道(回珠器)、螺母座等組成(如圖1所示)。

圖1 滾珠絲杠螺母副結構原理圖
其工作原理為:在絲杠和螺母上加工有弧形螺旋槽,當它們套裝在一起時,便形成螺旋滾道。在滾道內裝滿滾珠,滾珠沿滾道滾動,并經回珠器作周而復始的循環運動。回珠器兩端還起擋珠的作用,以防滾珠沿滾道掉出。
滾珠絲桿副的軸向間隙,是指在無負載情況下的原始軸向間隙,和在負載作用下由于滾珠與滾道型面接觸點的彈性變形的疊加。
為了分析滾珠絲杠螺母副軸向間隙的產生,我們將絲杠副的結構進行簡化,如圖2所示。
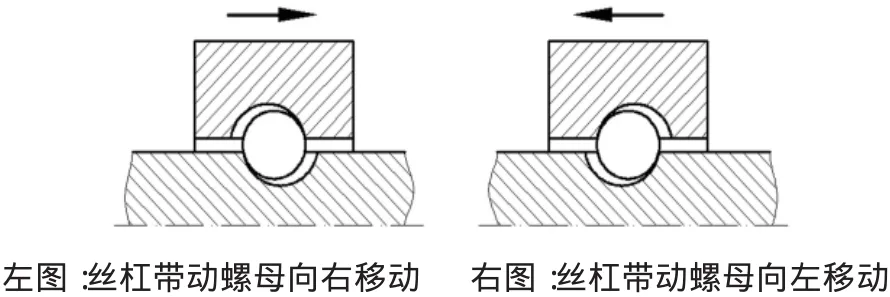
圖2 絲杠副不同運動方向產生的間隙
圖2左圖為絲杠帶動螺母向右運動的情形:絲杠旋轉,絲杠左側滾道擠壓滾珠,帶動滾珠向右運動,擠壓螺母右側滾道,帶動螺母向右運動。由于滾道直徑比滾珠直徑略大,可以看到在絲杠滾道右側和螺母左側滾道處出現間隙。
如果此運動方向一直保持不變,那么以上軸向間隙并不會影響機床的加工精度,但由于進給運動為雙向運動,當運動方向由右向左發生改變時(如圖2右圖所示),絲杠需要移動完絲杠滾道右側間隙,才能使接觸到滾珠,再移動完螺母滾道左側間隙,才能接觸到螺母,帶動螺母向左側移動。
通過以上分析可以看出,當絲杠副的運動方向發生改變時,絲杠副中的軸向間隙會使數控機床運動指令與絲杠副的實際運動產生不同步,進而影響到機床的加工精度。通常把絲杠副這種由于運動方向改變產生的間隙,叫做反向間隙。反向間隙會在數控機床加工過程中反映為零件的加工誤差,嚴重影響零件的加工精度和品質。
例如,數控機床如果進給系統坐標軸反向間隙誤差過大,會導致銑削圓弧加工時出現加工工件圓弧錯位的現象(如圖3所示)。

圖3 反向間隙誤差導致的圓弧加工錯位現象
3 反向移動法消除間隙原理分析
消除滾珠絲杠螺母副軸向間隙的方法,大致可分為兩類:一類是采用一定的機械裝置消除反向間隙,另一類是通過在數控系統中設置參數來減少和抵消反向間隙。通常兩類方法配合使用,以達到比較好的消除反向間隙、提高傳動精度的效果。本文只分析采用機械裝置消除反向間隙的方法。
在采用機械裝置消除反向間隙的方法中,目前采用較多的是雙螺母反向移動法。圖4是雙螺母反向移動法的示意圖。

圖4 雙螺母反向移動法圖示
在一根絲杠上套上兩個螺母,在兩個螺母之間放置一個楔塊,對楔塊施加一定的作用力,兩個螺母在力的作用下,會如圖4所示朝反方向移動。如果把兩個螺母與楔塊看作一個整體,可以看到,絲杠滾道外側與滾珠之間已經沒有間隙,達到了消除反向間隙的目的。
這里有一個疑問:楔塊的作用是使一根絲杠上的兩個螺母各自朝相反方向移動,那么,楔塊上施加的作用力多大比較適宜呢?
如果作用力過小,那么螺母間的移動距離過小,不能夠完全消除間隙;如果作用力過大,那么滾珠與滾道間的阻力過大,可能導致絲杠運動不靈活,加劇絲杠副磨損。根據工藝經驗,滾珠絲杠副預緊力一般設置為最大軸向載荷的1/3左右。
4 反向移動法消除間隙的實例
以上是雙螺母反向移動法消除滾珠絲杠螺母副軸向間隙的原理說明。在實際的消除間隙結構設計中,大致采用3種方式。
(1)墊片調隙式。螺母1、6與絲杠5組成雙螺母滾珠絲杠螺母副,添加調整墊片2后,螺母1和螺母6間反方向拉開一定的距離,消除絲杠副軸向間隙(如圖5所示)。

圖5 墊片調隙式的滾珠絲杠螺母副
(2)齒差調隙式。兩個螺母2和5的外端制成圓柱外齒輪,其齒數差為1。兩個內齒圈1和4用螺釘和銷釘固定在螺母座上。間隙調整時,先取出內齒圈,使兩個螺母分別在相同方向轉過一個或幾個齒,這時,兩螺母在軸向產生相應的位移(如圖6所示)。其消隙位移距離S可用下式計算:

其中,
n為轉過的齒數;
t為絲杠導程;
Z1,Z2為齒數。

圖6 齒差調隙式的滾珠絲杠螺母副
(3)螺紋調隙式。一個螺母外端為法蘭,另以螺母外端為螺紋,上裝兩個圓螺母,兩螺母以平鍵與螺母座相聯,限制螺母的轉動。擰緊圓螺母,就能使兩螺母在軸向產生位移,消除間隙和施加預緊力(如圖7所示)。

圖7 螺紋調隙式的滾珠絲杠螺母副
由以上分析可知,3種形式雖然在結構上有所不同,但本質都是使螺母反向移動消除間隙,屬于雙螺母反向移動法。這是在教學過程中需要對學生著重強調的。
比較3種調整間隙結構,墊片調隙式結構簡單,剛性好,裝拆方便,但墊片磨削修調調整麻煩,調整精度低;齒差調隙式調整精度高,但結構復雜,成本高;螺紋調隙式結構復雜程度與調整精度介于兩者之間。
需要指出的是,通過一定的方式(如施加作用力),使運動部件間的間隙得到消除的工藝方法稱作預緊。預緊能夠提高運動部件的剛性,消除運動件間的間隙,提高傳動精度。
5 反向移動法在消隙中的拓展應用
事實上,反向移動法不僅能消除滾珠絲杠螺母副軸向間隙,也廣泛用于進給傳動系統的其他雙向運動部件中消除運動件間的反向間隙。以下以齒輪副消除間隙為例,分析一下反向移動法在其中的應用,以拓展學生的知識視野,舉一反三,鞏固所學知識。
齒輪副也是機床重要的進給傳動部件。在進給傳動系統中,常用于傳遞動力與改變扭矩、轉速和回轉方向,但齒輪副的間隙也會影響機床的傳動精度,必須想辦法加以消除(如圖8所示)。

圖8 齒輪傳動中的間隙
齒輪副消隙機構中常見的是周向彈簧調整法,這種方法如圖9所示:兩個齒數相同的薄片齒輪1和2與另一個寬齒輪相嚙合,齒輪1空套在齒輪2上,可以相對回轉。每個齒輪端面分別裝有凸耳3和8,齒輪1的端面還有4個通孔,凸耳8可以從中穿過,彈簧4分別鉤在調節螺釘7和凸耳3上。旋轉螺母5和6可以調整彈簧4的拉力,彈簧的拉力可以使薄片齒輪錯位,即兩片薄齒輪的左、右齒面分別與寬齒輪齒槽的右、左貼緊,消除了齒側間隙。
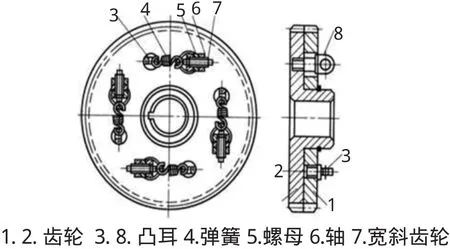
圖9 周向彈簧調整法
通過以上分析可知,周向彈簧調整法的關鍵是通過彈簧拉動,使兩個薄齒輪的齒產生錯位,分別貼于厚齒輪的兩個齒面。這種錯位就是薄齒輪的反向移動,實質就是反向移動法在齒輪副消除間隙中的應用。
6 結束語
數控機床在現代機械加工中得到越來越廣泛的應用,是先進制造技術的發展方向之一。對于機械結構的掌握,是數控機床的重要學習內容。只有不斷探索新的教學方法,才能不斷提高數控機床專業課程的教學品質。
本文針對現有數控機床進給傳動系統間隙調整教學知識框架的不足,有針對性地提出了需要先講清間隙調整原理,并在此基礎上介紹具體結構的教學思路,并對如何講清原理及結構做了一定的探索與研究。如果配合多媒體手段,通過動畫演示,能夠使教學過程更加生動和形象,會取得更好的教學效果。
[1]羅學科.數控機床[M].北京:中央廣播電視大學出版社,2008.
[2]彭躍湘.數控機床故障診斷及維護[M].北京:清華大學出版社,2006.
[3]張 燕.滾珠絲杠預緊在裝配的應用[J].機械工業標準化與質量,2008,(4):38-39.
[4]許向榮,宋現春,姜洪奎.提高數控機床滾珠絲杠進給系統機械剛度的措施[J].組合機床與自動化加工技術,2008,(8):1-4.