后橋殼密封膠施膠數(shù)控四軸施膠機的開發(fā)研制
2011-06-23 03:01:54丁剛強
裝備制造技術(shù) 2011年11期
丁剛強
(柳州五菱汽車工業(yè)有限公司制造工程部,廣西 柳州 545007)
以“膠”代“墊”制造工程技術(shù)在各行業(yè)正逐步推廣應(yīng)用,無數(shù)的應(yīng)用實踐證明密封膠及其以膠代墊工藝的可靠性良好,如汽車發(fā)動機、變速箱、后橋殼、油船舶管系等的裝配連接的密封以及裝配螺栓鎖緊防松等都可以采用密封膠,防止?jié)櫥汀⑷剂嫌汀⑺獾男孤┖吐菟ǖ乃蓜印F嚨妆P系統(tǒng)的后驅(qū)動橋中的后橋殼中間法蘭面與減速器總成裝配結(jié)合面的密封膠施膠關(guān)鍵技術(shù)和數(shù)控四軸施膠機的開發(fā)研制項目的完成,有助于防止齒輪潤滑油、燃料油、水、氣的泄漏和螺栓松動的“以“膠”代“墊”制造技術(shù)在各行業(yè)的推廣和應(yīng)用,為汽車行業(yè)的配套生產(chǎn)提供了先進制造裝備。有效地解決了人工手動施膠勞動強度大、施膠不均勻、質(zhì)量難以保證、膠料浪費大的缺陷問題。
1 立項依據(jù)
1.1 目的意義
目前,以“膠”代“墊”制造工程技術(shù),正在各行業(yè)正逐步推廣,如中汽膠業(yè)的C 1406硅酮密封膠成功在康明斯發(fā)動機上實現(xiàn)“以膠代墊”工藝,1998年5月通過道路實驗,行駛里程達(dá)6萬多千米,密封部位無任何泄漏,證明密封膠及其以“膠”代“墊”工藝的可靠性良好。1999年9月對50臺康明斯發(fā)動機下線生產(chǎn),現(xiàn)場試驗無泄漏,投入使用后未發(fā)現(xiàn)油底殼泄漏品質(zhì)事故,因此密封膠及以“膠”代“墊”工藝,完全滿足康明斯發(fā)動機平面密封的要求。
汽車發(fā)動機、變速箱、后橋殼、油底殼、孔蓋、船舶管系等的裝配連接的密封,以及裝配螺栓鎖緊防松等,都可以采用密封膠,防止?jié)櫥汀⑷剂嫌汀⑺獾男孤┖吐菟ǖ乃蓜印?/p>
密封膠和膠粘劑在汽車上還可用于折邊膠、隔振膠、點焊密封膠、焊縫密封膠、擋風(fēng)玻璃密封膠、內(nèi)飾用膠等。一部汽車用膠量在20 kg左右。其作用表現(xiàn)在解決“三漏”問題,還有增強結(jié)構(gòu)、隔熱減振、內(nèi)外裝飾、簡化工藝、減小總質(zhì)量、節(jié)能降耗、延長使用壽命等。
柳州五菱汽車工業(yè)有限公司的汽車后驅(qū)動橋產(chǎn)量極大,日產(chǎn)3000件以上。汽車后驅(qū)動橋裝配過程中的后橋殼中間法蘭面與減速器總成裝配結(jié)合面的施膠工藝,是完全人工完成的,且自開始生產(chǎn)后橋直到現(xiàn)在,都沿用相同的工藝。據(jù)悉,目前所有汽車后橋生產(chǎn)廠家的后橋殼中間法蘭面與減速器總成裝配結(jié)合面施膠,一直是完全人工手動完成。柳州五菱公司生產(chǎn)制造部制造工程部也曾與密封膠供應(yīng)商協(xié)商,采用一體化供膠的方式(供應(yīng)商配自動施膠設(shè)備及密封膠,落地結(jié)算),考慮到各種因素,一直未能實施。應(yīng)客戶的要求,公司將“后橋殼密封膠施膠機”項目進行招標(biāo),五年來沒有公司能中標(biāo),因為存在以下問題難以跨越:
(1)速度問題。人工10~15 s完成定位、出膠、旋轉(zhuǎn)施膠、收膠幾個動作,這些動作一氣呵成,不用間斷,用機器人智能模仿速度是個大問題;
(2)夾具問題。后橋殼上線后在輸送線上的工裝托盤上,靠“V”支撐扶位外圓定位,由于生產(chǎn)線上的工裝托盤有很多,且工裝在生產(chǎn)線上隨線體的差速器鏈滾動而浮動,導(dǎo)致夾具定位精度很難控制;
(3)密封膠水控制精度問題。人工操作人眼可以直觀判斷,根據(jù)后橋殼零件的定位情況增加或減少膠量,機器要實現(xiàn)智能化自動調(diào)整,以適應(yīng)后橋殼零件的各種工況。
1.2 國內(nèi)外同類產(chǎn)品和技術(shù)情況
經(jīng)過查閱有關(guān)教材、著作、文獻(xiàn)和進行網(wǎng)上搜索的科技查新,未發(fā)現(xiàn)船舶管系及汽車底盤等密封膠數(shù)控四軸施膠關(guān)鍵技術(shù)和裝備的應(yīng)用信息。
1.3 市場預(yù)測和發(fā)展趨勢
隨著“以膠代墊”制造技術(shù)在各行業(yè)的逐步推廣,對密封膠數(shù)控施膠技術(shù)和裝備的需求會逐步增多。本項目開發(fā)研制的后橋殼密封膠施膠機實際用于柳州五菱汽車工業(yè)有限公司的五菱N 200、N 300、CN 100系列及同類后橋產(chǎn)品的裝配過程中在線施膠。
更換夾具和重編施膠程序后,設(shè)備可用于汽車發(fā)動機、變速箱、油底殼、孔蓋、船舶管系等的裝配連接的密封,以及裝配螺栓鎖緊防松等密封膠施膠。如:船舶管系中的不銹鋼通岸接頭一(圖1)和船舶管系中的不銹鋼通岸接頭二(圖2)。

圖1 船舶管系中的不銹鋼通岸接頭一

圖2 船舶管系中的不銹鋼通岸接頭二
2 開發(fā)內(nèi)容和技術(shù)關(guān)鍵
本項目具體研究開發(fā)內(nèi)容如下:
(1)設(shè)備名稱:后橋殼密封膠施膠機;
(2)設(shè)備數(shù)量:1臺;
(3)設(shè)備用途:用于五菱 N 200、N 300、CN 100系列及同類后橋產(chǎn)品的裝配過程中在線施膠,對橋殼中間大法蘭面及繞8顆螺栓施膠;
(4)生產(chǎn)節(jié)拍:15 s/件;
(5)施膠類型:邦德587(半干密封膠)膠;
(6)施膠工藝要求:密封膠繞8顆螺栓根部,并在橋殼法蘭端面中部涂上一圈膠,要求施膠連續(xù)、均勻,并符合節(jié)拍要求。
圖3 施膠前的后橋殼

圖4 施膠后的后橋殼
2.2 項目特色和創(chuàng)新點
(1)工藝方面。施膠工藝要求密封膠繞8顆螺栓根部,并在后橋殼中間大法蘭端面中部涂上一圈膠,要求施膠連續(xù)、均勻,并符合節(jié)拍要求。施膠定量膠柱直徑控制在Ф 2.1~2.3 mm之間。
本項目完成有助于防止?jié)櫥汀⑷剂嫌汀⑺獾男孤┖吐菟ㄋ蓜拥摹耙阅z代墊”制造技術(shù)在各行業(yè)的推廣和應(yīng)用,解決了人工手動施膠勞動強度大、施膠不均勻、品質(zhì)難以保證、膠料浪費大的問題。
(2)裝備方面。為船舶、汽車等行業(yè)的配套生產(chǎn)提供了先進制造裝備。
3 技術(shù)路線
整機由供膠機構(gòu)、施膠機構(gòu)(壓力缸與施膠機構(gòu))、電氣控制系統(tǒng)與支架共4個部分組成,采用X、Y、Z、R四軸機械運動結(jié)構(gòu),工業(yè)計算機控制,操作人員通過手工編程方式,將程序輸入工業(yè)控制計算機,由工業(yè)控制計算機控制設(shè)備完成整個施膠過程。
3.1 供膠機構(gòu)
(1)膠桶采用標(biāo)準(zhǔn)膠桶,供膠采用伺服電機,使膠桶壓力增加,達(dá)到恒定壓力出膠(供膠與出膠同步),并保持出膠均勻。
(2)供膠系統(tǒng)具備流量調(diào)節(jié)功能,改變壓力缸內(nèi)壓力的大小和膠閥打開的時間及機器運行的速度,可改變實際施膠量的多少。因機器由電腦控制,壓力缸內(nèi)壓力由精密調(diào)壓閥控制,其出膠量和速度可根據(jù)工作需要任意調(diào)整。
3.2 施膠機構(gòu)
由四軸運動部件,出膠嘴及定位檢測裝置等組成。
(1)施膠機構(gòu)設(shè)計單個出膠嘴配合機械運動一起完成后橋殼的施膠,采用高精度定位傳感器(CCD)進行施膠過程的起點定位,光電傳感器進行傾斜度程序補償。施膠嘴由X、Y、Z軸進行位置定位,螺栓位置由R軸電機帶動施膠嘴繞螺栓360°旋轉(zhuǎn),完成螺栓上的施膠,施膠完成。
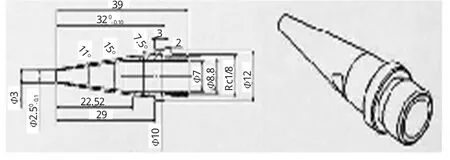
圖5 施膠嘴
(2)待機位設(shè)置密封油槽,工作回位后出膠口自動浸入油池,防止出膠口氧化,并可更換一次性出膠嘴,機器操作界面具備點動出膠功能,便于清除廢膠。
(3)夾具。采用夾具,將產(chǎn)品(后橋)定位在V型卡槽內(nèi),每種每個產(chǎn)品的擺放位置在夾具位置上擺放誤差不得超過5 mm,且應(yīng)盡可能的擺放平整,各個產(chǎn)品不能有太大的傾斜度,以減少電腦的整體運算時間,提高機器的工作效率。
(4)在施膠過程中,要求施膠定量膠柱直徑控制在Ф 2.1~2.3 mm之間(可根據(jù)要求進行調(diào)節(jié)),具有施膠定量功能。
(5)要求施膠均勻,美觀,施膠過程無斷膠現(xiàn)象。
(6)施膠完成后,設(shè)備具有膠嘴自動斷膠機構(gòu),防止膠嘴抬升后出現(xiàn)粘連、拉扯膠條現(xiàn)象。
(7)壓力缸內(nèi)高壓空氣與膠體完全密閉,無空氣滲入膠體內(nèi)部,避免膠體變質(zhì)。
3.3 電氣控制系統(tǒng)
由工業(yè)計算機控制系統(tǒng)完成整個施膠軌跡,電氣互鎖。膠桶缺膠自動報警裝置,防止施膠過程中出現(xiàn)斷膠現(xiàn)象。電氣部分的主要配置是:
(1)控制系統(tǒng)——工業(yè)計算機;
(2)定位系統(tǒng)——CCD(工業(yè)定位相機);
(3)傾斜度檢測系統(tǒng)——高精度光電傳感器;
(4)機器運動機構(gòu)——伺服電機,高精度滾珠絲桿。
3.4 安全裝置
設(shè)計雙手按鈕啟動開關(guān),保證操作人員安全。
4 操作流程及控制原理
4.1 操作流程
操作人員將工件定位,工件自動流入施膠位,工件到達(dá)工位后,機器檢測到工件到位,機器X、Y軸機械臂運動,進行工件定位,工件定位完成,Z軸,R軸同時運動,完成工件的施膠工作(工件在施膠過程中如有漏膠或斷膠的現(xiàn)象,須由人工將膠水補充)。
4.2 電氣控制原理及步驟
電氣控制原理及步驟如圖6所示。
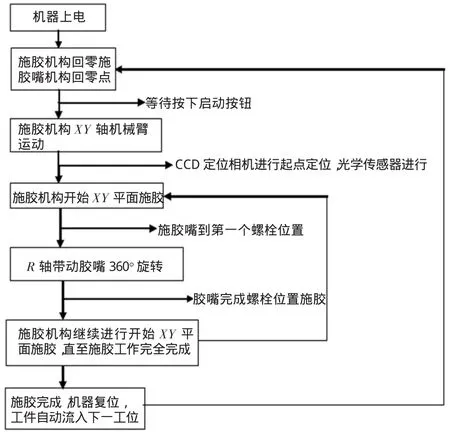
圖6 電氣控制原理圖
5 控制系統(tǒng)軟件
5.1 軟件性能參數(shù)
(1)軟件名稱:自動施膠機控制系統(tǒng)軟件。
(2)軟件數(shù)量:1套。
(3)軟件用途:用于四軸施膠機X、Y、Z、R軸的運動控制、CCD定位、傾斜度檢測差補運動修正,完成點/施膠功能。
(4)軟件反應(yīng)時間:3 s內(nèi)所有定位、檢測動作全部運算完成。
(5)軟件類型:獨立式操作軟件包,安裝于Windows 98/XP系統(tǒng)操作平臺上運行。
(6)軟件性能要求:軟件具有儲蓄,程序調(diào)用功能,所設(shè)定程序參數(shù)并可一起儲蓄。運動控制精度、定位精度、重復(fù)精度在0.02mm內(nèi),操作簡單,運行穩(wěn)定,動作連慣性強,機器運行速度可設(shè)定,不能因軟件自身的問題而產(chǎn)生系統(tǒng)死機的現(xiàn)象。軟件要達(dá)到以下功能:
一是CCD定位,工作起點自動修正。
二是走直線、斜線運動控制,單點運動控制,圓及圓弧差補運動控制。
三是高度檢測,位置記憶,傾斜度計算,X、Y、Z軸運動差補修正控制。
四是I/O信號輸入輸出功能。
5.2 軟件操作界面
機器運動部份由X、Y、Z、R四軸組成,檢測部分由CCD相機,接近開關(guān)組成,點/施膠部分由供膠桶,施膠閥組成,軟件通過輔助硬件(計算機,運動控制卡,數(shù)據(jù)采集卡等)與機器連接,完成各部件的運動控制功能。軟件操作界面分為標(biāo)準(zhǔn)操作界面和非標(biāo)操作界面兩種,標(biāo)準(zhǔn)操作界面可直接在界面上輸入數(shù)值,完成控制的編程工作。非標(biāo)操作界面可通過計算機繪圖軟件輸入軌跡圖形,軟件生成運動軌跡,也可在軟件操作界面通過鼠標(biāo)及電腦鍵盤繪出電腦軌跡。
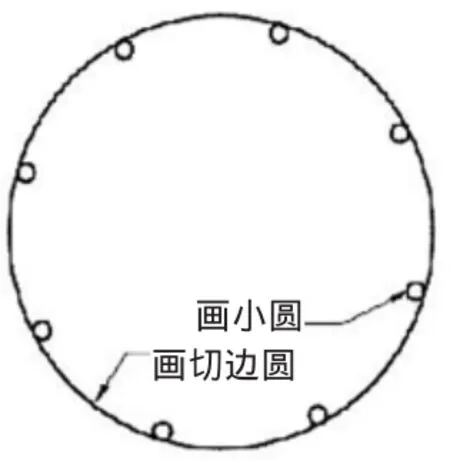
圖7 標(biāo)準(zhǔn)界面運動軌跡
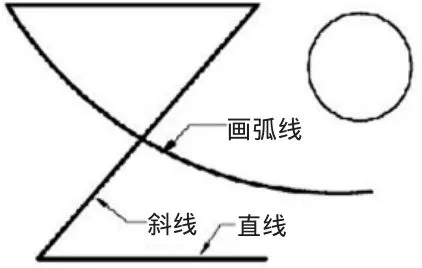
圖8 非標(biāo)界面運動軌跡
6 設(shè)備動作及工藝原理
6.1 機器運動模式
(1)機器 X、Y、Z、R 軸由伺服電機帶動,X、Y、Z軸由軟件控制完成三維空間的運動,R軸固定在Z軸上面,通過軟件控制在XY平面的設(shè)定位置,完成360°的旋轉(zhuǎn)運動。
(2)CCD裝配在Z軸側(cè)邊,不隨Z軸上下運動,由XY軸帶動,由軟件控制完成起點定位功能。
(3)高度檢測元件由檢測開關(guān),上下運動氣缸組成,由氣缸運動實現(xiàn)與施膠閥的高低落差,Z軸帶動上下運動,當(dāng)檢測開關(guān)輸入出信號時,Z軸停止運動,軟件自動記憶Z軸位置,通過兩次不同的高低落差,完成傾斜度計算補償?shù)裙δ堋?/p>
(4)點施膠閥安裝于Z軸上,由Z軸帶動上下運動,R軸帶動施膠頭作360°旋轉(zhuǎn),當(dāng)需要施膠和旋轉(zhuǎn)時,軟件按設(shè)定程序自動實現(xiàn)各自功能。
(5)供膠系統(tǒng)由壓力供膠,在操作界面上有開膠功能按鈕,并有信號輸出功能。
6.2 外設(shè)硬件組成
(1)主控機臺——普通計算機(主機,顯示器,鼠標(biāo),鍵盤);
(2)CCD——工業(yè)攝像機(WAT-902 H 3);
(3)運動控制卡——固高(GT 400控制卡1塊,接線端子板1塊);
(4)數(shù)據(jù)采集卡——創(chuàng)科圖像采集卡。
6.3 驅(qū)動機構(gòu)
驅(qū)動電機——伺服電機,步進電機+驅(qū)動器;驅(qū)動方式——脈沖型。
6.4 安全裝置
設(shè)計雙手按鈕啟動開關(guān)功能。
6.5 操作流程
操作人員將工件定位,工件自動流入施膠位,工件到達(dá)工位后,機器檢測到工件到位,機器X、Y軸機械臂運動,進行工件定位,工件定位完成,Z軸,R軸同時運動,完成工件的施膠工作。
7 結(jié)束語
后橋殼密封膠施膠數(shù)控四軸施膠機開發(fā)研制成功,解決了長期困擾著的密封膠人工施膠品質(zhì)不高,容易造成齒輪油泄漏的問題,與人工手動施膠相比,節(jié)省了膠料,減少了各種不同類型膠料對人和環(huán)境的影響。這一臺的研制成功,標(biāo)志這后橋殼密封膠施膠工藝發(fā)生了創(chuàng)新性的改變,施膠品質(zhì)將上升一個臺階,在這一工序達(dá)到行業(yè)領(lǐng)先水平,并具有很高的推廣使用價值。
[1]張廣軍.機器視覺[M].北京:科學(xué)出版社,2005.
[2]王鳳蘊,等.數(shù)控原理與典型數(shù)控系統(tǒng)[M].北京:高等教育出版社,2008.