西門子S7-1200的設計與應用
2011-06-04 10:16:54浙江工商職業技術學院李方園
自動化博覽 2011年5期
關鍵詞:檢測
浙江工商職業技術學院 李方園
1 前言
PLC自上世紀60年代第一臺問世以來,很快被應用到汽車制造、機械加工、冶金、礦業、輕工等各個領域,并大大推進了機電一體化進程。經過長時間的發展和完善,PLC的編程概念和控制思想已為廣大的自動化行業人員所熟悉,這是一個目前任何其他工業控制器(包括DCS和FCS等)都無法與之相提并論的巨大知識資源。西門子S7-1200作為中小型PLC的佼佼者,無論在硬件配置和軟件編程上都具有強大的優勢。
2 金屬與非金屬自動分揀裝置的組成部分
金屬與非金屬自動分揀裝置如圖1所示,當落料光電傳感器檢測到有物料后,馬上啟動輸送電動機;當物料經過推料一位置,如果電感式傳感器動作,則說明該物料為金屬,則氣缸動作將物料推入到金屬料槽中;當物料未被電感式傳感器識別時,而被輸送到推料二位置,此時如果電容式傳感器動作,則說明必定為非金屬物料,氣缸動作將其推入到塑料料槽中。
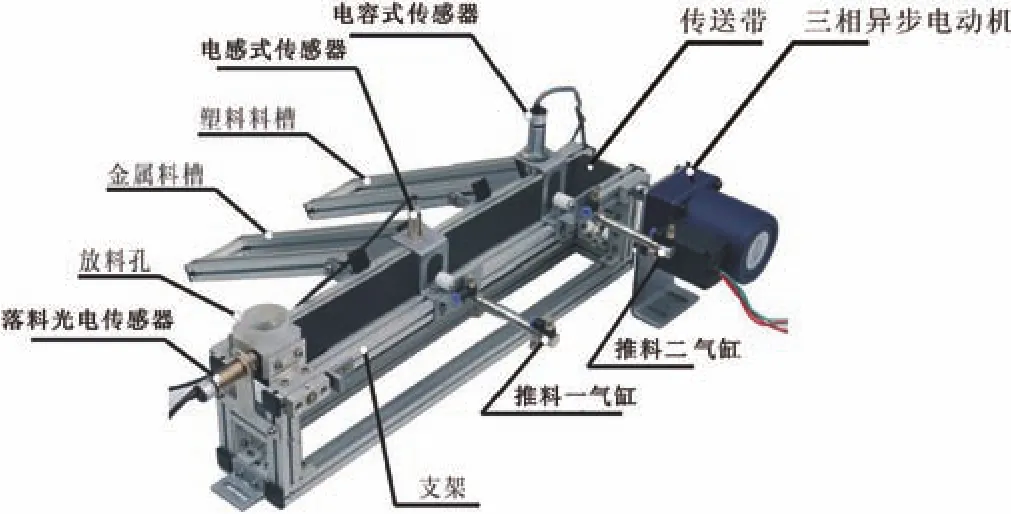
圖1 自動分揀機構
自動分揀機構具體包括以下幾部分:
? 落料光電傳感器:檢測是否有物料到傳送帶上,并給PLC一個輸入信號;
? 放料孔:物料落料位置定位;
? 金屬料槽:放置金屬物料;
? 塑料料槽:放置非金屬物料;
? 電感式傳感器:檢測金屬材料;
? 電容式傳感器:用于檢測非金屬材料;
? 三相異步電動機:驅動傳送帶轉動,低速運行;
? 推料氣缸:將物料推入料槽,由雙向電控氣閥控制。
3 物料自動分揀用的檢測開關
(1)金屬分揀用的電感式傳感器
電感式傳感器由三大部分組成:振蕩器、開關電路及放大輸出電路。振蕩器產生一個交變磁場。當金屬目標接近這一磁場,并達到感應距離時,在金屬目標內產生渦流,從而導致振蕩衰減,以至停振。振蕩器振蕩及停振的變化被后級放大電路處理并轉換成開關信號,觸發驅動控制器件,從而達到非接觸式之檢測目的,如圖2所示。
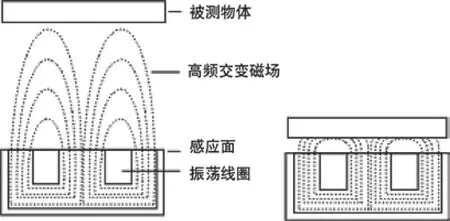
圖2 電感式傳感器工作原理
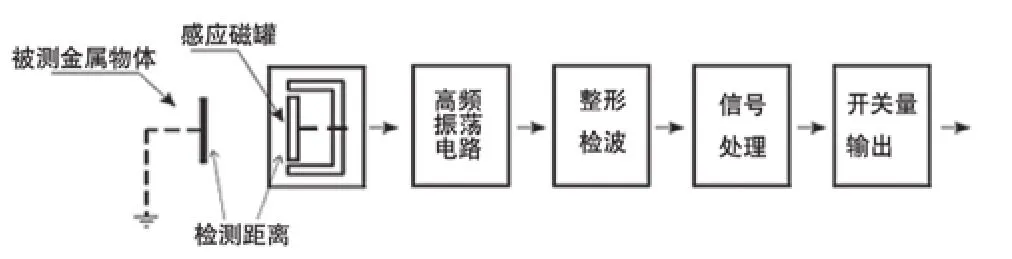
圖3 電感式傳感器工作流程
在物料分揀中,電感式傳感器工作流程如圖3所示,金屬物體在接近電感式傳感器的振蕩感應頭時,會在物體內部產生渦流,這個渦流反作用于傳感器,使傳感器振蕩能力衰減,內部電路的參數發生變化,由此識別出有無金屬物體接近,進而控制開關的通或斷。這種電感式傳感器所能檢測的物體必須是金屬物體。
(2)物料分揀用的電容式傳感器
電容式傳感器的感應面由兩個同軸金屬電極構成,很象“打開的”電容器電極,這兩個電極構成一個電容,串接在RC振蕩回路內。電源接通時,RC振蕩器不振蕩,當一目標朝著電容器的電靠近時,電容器的容量增加,振蕩器開始振蕩。通過后級電路的處理,將振和振蕩兩種信號轉換成開關信號,從而起到了檢測有無物體存在的目的。該傳感器能檢測金屬物體,也能檢測非金屬物體,對金屬物體可以獲得最大的動作距離,對非金屬物體動作距離決定于材料的介電常數,材料的介電常數越大,可獲得的動作距離越大。
圖4所示為電容式傳感器工作流程。電容式傳感器亦屬于一種具有開關量輸出的位置傳感器,它的測量頭通常是構成電容器的一個極板,而另一個極板是物體的本身,當物體移向接近開關時,物體和接近開關的介電常數發生變化,使得和測量頭相連的電路狀態也隨之發生變化,由此便可控制開關的接通和關斷。這種傳感器的檢測物體,并不限于金屬導體,也可以是絕緣的液體或粉狀物體,在檢測較低介電常數ε的物體時,可以調節傳感器的內部電位器來增加感應靈敏度。
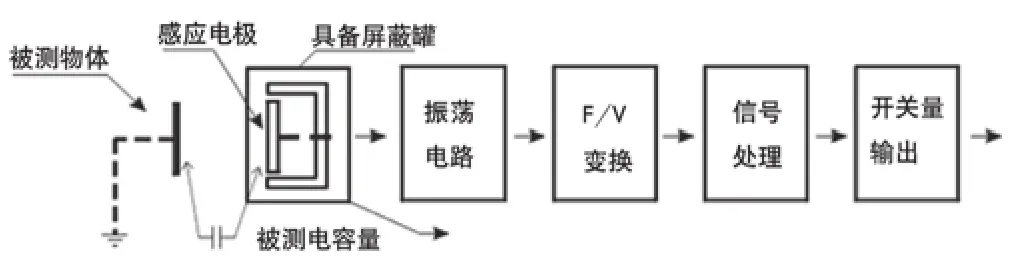
圖4 電容式傳感器工作流程
(3)提升氣缸的到位檢測
為了確保氣缸動作的正確性,通常還要在氣缸上安裝傳感器,用于檢測氣缸伸出和縮回是否到位。由于提升氣缸的動作為開關形式,因此只需要在氣缸的前點和后點上各安裝一個,當檢測到氣缸準確到位后,就給PLC或上位機發出一個信號。
由于氣缸運動部件是處于金屬殼體內部,這時就無法使用光電開關、電感開關等常用的接近開關來進行檢測,在這種情況下可以考慮采用能測量永久變化的磁感應式接近開關。圖5是利用磁性開關來測量氣缸活塞運動位置的示意圖。
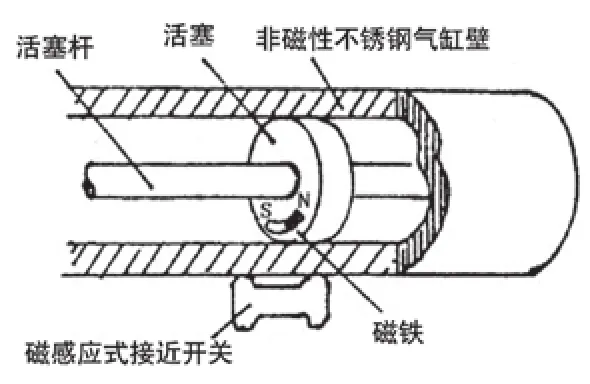
圖5 磁性開關的安裝位置
用于氣缸到位檢測的磁性開關有不同的安裝方式,主要有帶式、導軌式、拉桿式和直接式四種。
4 S7-1200 PLC的硬件部分接線
(1)列出輸入/輸出資源配置
根據自動分揀控制工藝要求,選擇S7-1200作為PLC控制器,并列出物料傳送和分揀機構的輸入/輸出資源配置,如表1所示。
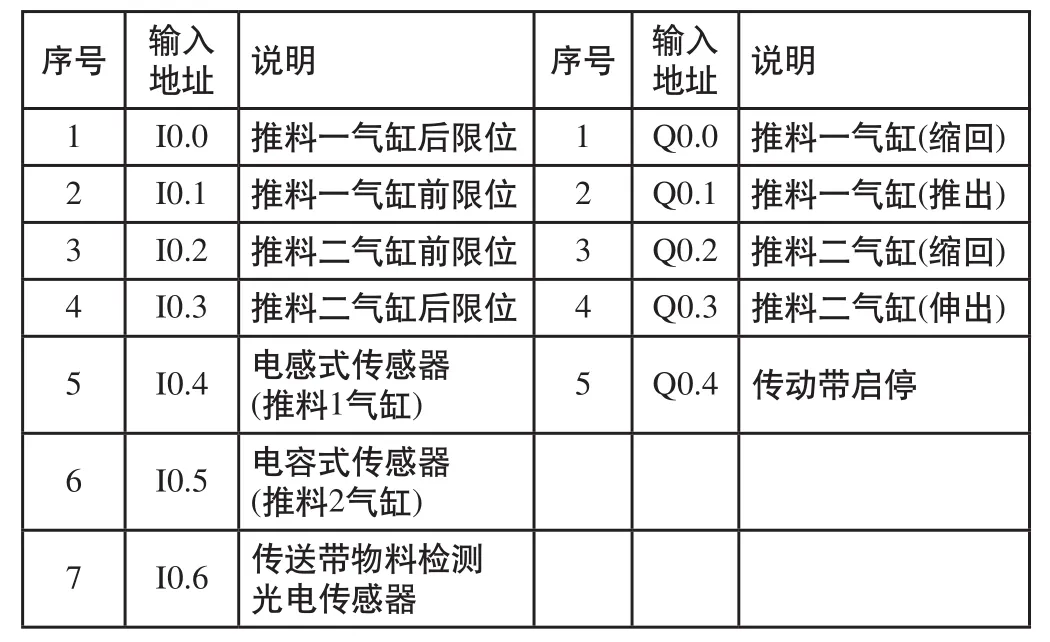
表1 自動分揀裝置的輸入/輸出資源配置
(2)PLC外部接線原理
無論是光電開關還是磁性開關,都有NPN和PNP輸出兩種接線方式。對于PLC來說,也有對應的兩種輸入接線方式,在本案例中接近開關和光電開關等均采用PNP接線,而輸出電磁閥或接觸器等采用直流24V線圈,具體如圖6所示。
5 S7-1200的軟件編程
如表2所示,除輸入信號和輸出信號外,新增進口物料檢測上升沿%M0.0布爾變量和未檢測到物料定時器%MD4時間變量。
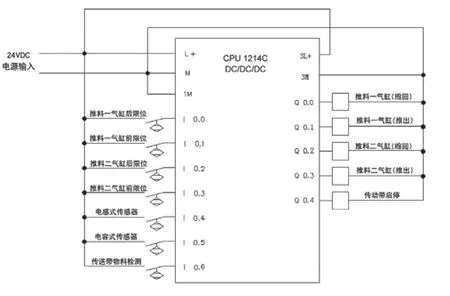
圖6 自動分揀機構的PLC外部接線

表2 自動分揀控制的PLC變量表
本程序中需要注意的編程要點是:如果在設定時間(本案例為60s)內沒有檢測到新的物料的話,則傳送帶停止;如果在設定時間內有新的物料檢測后,則定時器復位。因此,需要應用到復位定時器的指令“----[ RT ]----”,它可重置指定定時器的定時器數據。
同時,由于需要檢測上升沿信號,需要用到P 觸點,如圖7所示。
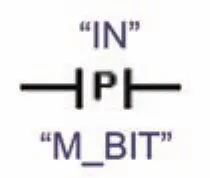
圖7 P觸點
它在分配的“IN”位上檢測到正跳變(關到開)時,該觸點的狀態為 TRUE;該觸點邏輯狀態隨后與能流輸入狀態組合以設置能流輸出狀態。P 觸點可以放置在程序段中除分支結尾外的任何位置。
圖8所示是自動分揀裝置的詳細梯形圖程序,本程序中定時器采用了單一背景數據塊DB1。
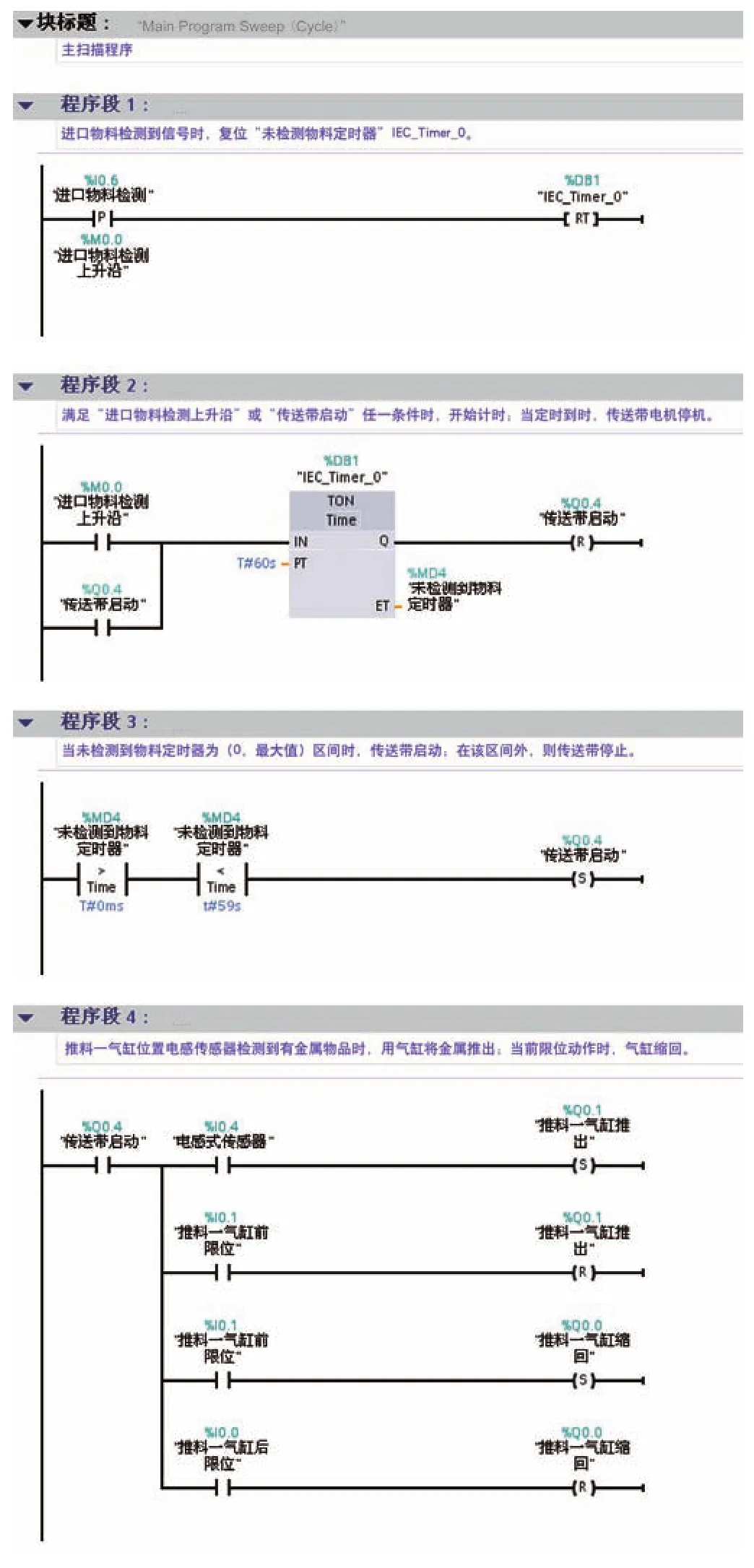
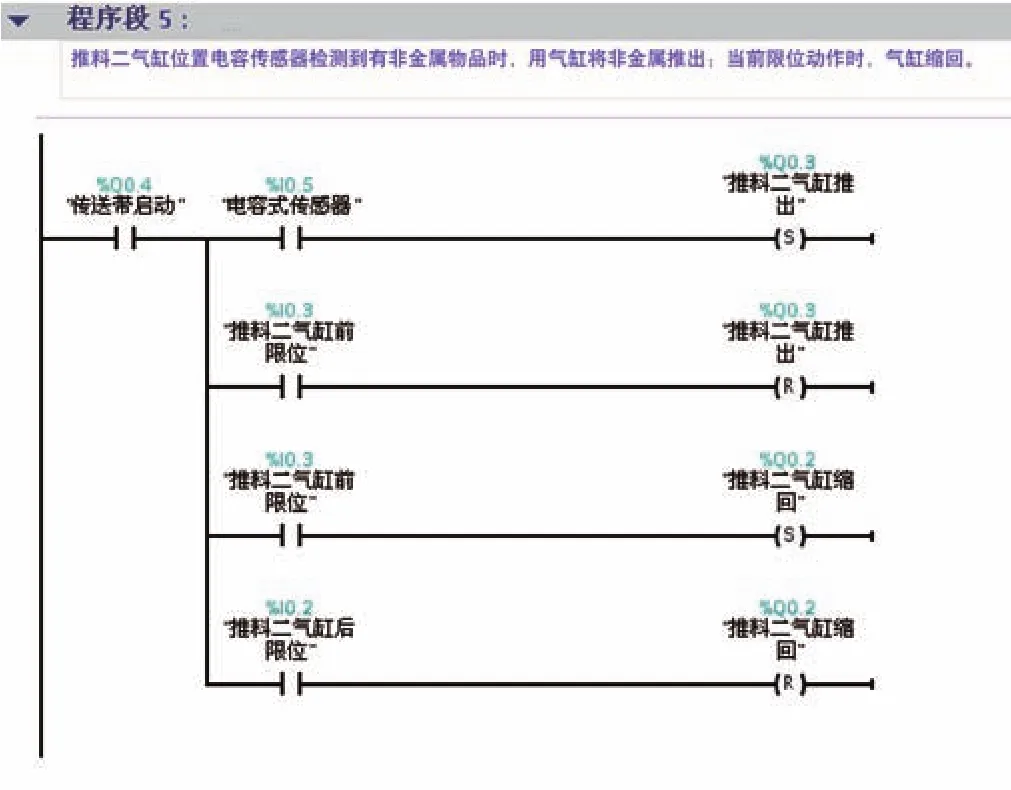
圖8 自動分揀PLC控制梯形圖
6 結束語
在以S7-1200為核心的控制系統中,輸入/輸出部分用以接收信號或輸出信號,便于與PLC進行人機對話。輸入的有條碼讀入器,輸入模擬量的電位器等;輸出的則有打印機、編程器、監控器雖也可對PLC輸入信息,從PLC輸出信息,但輸入輸出設備實現人機對話更方便,可在現場條件下實現,并便于使用。隨著技術進步,這種設備將更加豐富。通過本案例的實現,可以進一步將S7-1200應用到以前使用S7-200的任何場合中去。
[1] 李方園. 圖解西門子S7-1200 PLC入門到實踐[M]. 北京: 機械工業出版社,2011.
[2] 李方園. 自動化綜合實踐[M]. 北京: 中國電力出版社, 2009.
[3] 李方園. PLC控制技術[M]. 北京: 電子工業出版社, 2010.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48