一次裝夾實(shí)現(xiàn)管板和法蘭零件的車銑復(fù)合加工
2011-05-11 02:48:44任曉虹辛學(xué)臣
制造業(yè)自動化 2011年1期
任曉虹,王 軍,辛學(xué)臣
(1. 沈陽理工大學(xué) 機(jī)械工程學(xué)院,沈陽 110168;2. 沈陽景宏機(jī)械有限公司,沈陽 110168)
一次裝夾實(shí)現(xiàn)管板和法蘭零件的車銑復(fù)合加工
任曉虹1,王 軍2,辛學(xué)臣2
(1. 沈陽理工大學(xué) 機(jī)械工程學(xué)院,沈陽 110168;2. 沈陽景宏機(jī)械有限公司,沈陽 110168)
0 引言
數(shù)控車床一般只能加工回轉(zhuǎn)體類零件,對回轉(zhuǎn)類零件端面上的孔系、槽等形狀則不能直接在數(shù)控車床上加工,只能再由數(shù)控銑床繼續(xù)加工,這樣不僅影響零件的加工精度也大大增加了加工時(shí)間、降低了生產(chǎn)效率。在具有極坐標(biāo)控制功能的立式車削中心上加工此類零件就比較方便,它是在原有直角坐標(biāo)的基礎(chǔ)上,增加了極坐標(biāo)功能,使得機(jī)床能夠把回轉(zhuǎn)類零件的表面和它端面上的孔系、槽以及上下面的倒角在一次裝夾中連續(xù)加工完成。利用數(shù)控系統(tǒng)的用戶宏功能,對管板、法蘭和平面凸輪零件編制出簡單、高效、易于檢查的數(shù)控加工程序,通過車銑復(fù)合加工方法,擴(kuò)大了機(jī)床使用范圍,實(shí)現(xiàn)了機(jī)械加工過程的高效率、高精度、低成本。
1 立式車床極坐標(biāo)控制的特點(diǎn)
在車削中心加工中,極坐標(biāo)功能是對零件進(jìn)行車銑復(fù)合加工的關(guān)鍵技術(shù),它解決了回轉(zhuǎn)體零件表面的車削及其端面上輪廓的銑削等多道工序的加工問題。
所謂極坐標(biāo)控制是指數(shù)控機(jī)床本身具有一個(gè)旋轉(zhuǎn)軸和一個(gè)移動軸。旋轉(zhuǎn)軸實(shí)現(xiàn)極坐標(biāo)下的極角變化,移動軸實(shí)現(xiàn)極坐標(biāo)下的極徑變化,兩軸在位置控制模式下實(shí)現(xiàn)旋轉(zhuǎn)與移動的插補(bǔ)聯(lián)動功能,這對于立式車削結(jié)構(gòu)的機(jī)床(如圖1所示)是十分必要的,它可以對如圖2所示的零件,在一次裝夾中,完成所有部位的加工:內(nèi)外圓柱面、上下面的內(nèi)外倒角、端面上孔或槽的鉆、擴(kuò)、銑等。

圖1 立式車床運(yùn)動分布及結(jié)構(gòu)示意圖

圖2 管板、法蘭類零件
對于立式車削中心來說其主要控制功能是:工作臺(稱為C軸)可以分度并進(jìn)行伺服控制,立柱上的刀架除了可以安裝車削刀具外,還可以安裝鉆削和銑削等自驅(qū)動刀具。在進(jìn)行車削加工時(shí),工作臺為主軸,通過主軸在C軸方向的回轉(zhuǎn)和刀具在X、Z軸方向的移動,完成回轉(zhuǎn)體零件的內(nèi)外圓柱面的加工;在進(jìn)行銑削加工時(shí)主軸運(yùn)動為刀具的旋轉(zhuǎn)和在Z軸方向的上下移動,同時(shí)配合工作臺在C軸方向的回轉(zhuǎn),完成端面上孔或異形輪廓的鉆、擴(kuò)、鏜、銑、攻螺紋和上下面的倒角加工,所以,使得工件在一次裝夾中完成多道工序的加工過程,不僅提高了生產(chǎn)效率,而且能大大提高加工精度。本文以西門子802D數(shù)控車削系統(tǒng)為例,研究車削中心在極坐標(biāo)控制下,通過宏程序編程實(shí)現(xiàn)零件的車銑復(fù)合加工的方法。
2 車銑復(fù)合加工的實(shí)現(xiàn)方法
以圖2所示零件為例,其加工過程為:
1)加工內(nèi)外圓柱面
加工零件的內(nèi)外圓柱面時(shí),機(jī)床符合車削運(yùn)動模式。工件在工作臺上的旋轉(zhuǎn)是主運(yùn)動,刀具的橫向或縱向移動是從運(yùn)動。主軸為工作臺(C軸)由直流伺服電機(jī)驅(qū)動做回轉(zhuǎn)運(yùn)動,刀具根據(jù)零件的直徑和高度在橫梁(X軸)或立柱上(Z軸)上做直線運(yùn)動。
2)加工上下面倒角
通過自定心機(jī)構(gòu),工件的中心與工作臺回轉(zhuǎn)中心重合,這時(shí)工作臺通過轉(zhuǎn)換機(jī)構(gòu)由直流伺服電機(jī)切換到交流伺服電機(jī)驅(qū)動,成為C軸,工件在工作臺上可以做任意角度(θ)的回轉(zhuǎn)運(yùn)動。刀具安裝在主軸上,在做旋轉(zhuǎn)運(yùn)動(主運(yùn)動)的同時(shí)還可以在立柱上左右移動。
在對零件的上下面倒角時(shí),實(shí)際是工作臺與刀具做圓弧插補(bǔ)運(yùn)動。由于刀具只能在X軸線上移動,所以工作臺在做回轉(zhuǎn)運(yùn)動時(shí),刀具一方面旋轉(zhuǎn),一方面在X方向按X=f(q)關(guān)系做位移運(yùn)動。當(dāng)選擇合適的刀具,如45度雙刃倒角刀,對工件上面倒角用倒角刀的下刃,對工件下面倒角用刀的上刃,工件不需二次裝夾,即可完成上下兩個(gè)面的倒角加工,大大減小了用于工件翻轉(zhuǎn)而損失的加工精度和裝夾時(shí)間。
3)加工零件端面上的孔
在加工管板或法蘭端面上的孔時(shí),機(jī)床是在銑削模式下工作。在銑削模式下裝在主軸箱上的刀具的旋轉(zhuǎn)是主運(yùn)動,它由內(nèi)置于主軸箱中的伺服電機(jī)驅(qū)動,刀具可以一邊旋轉(zhuǎn)一邊橫向移動,工作臺在伺服電機(jī)控制下可以實(shí)現(xiàn)連續(xù)的回轉(zhuǎn)進(jìn)給或任意角度的分度,通過工作臺回轉(zhuǎn)和主軸箱直線移動的插補(bǔ)控制,一方面可以精確地對被加工孔的位置進(jìn)行定位,另一方面可以按銑削方式對圓孔進(jìn)行鉆、擴(kuò)、銑等加工,從而保證孔間距和孔徑尺寸、孔的垂直度、光潔度等加工要求。刀具縱向(Z向)運(yùn)動主要是對切削深度進(jìn)行控制和進(jìn)刀、退刀控制。
3 宏程序編程思想
在用戶宏程序中,由于允許使用變量,并且可以進(jìn)行算術(shù)運(yùn)算、邏輯運(yùn)算和條件轉(zhuǎn)移等,所以在加工同一類零件或零件具有相同形狀的輪廓時(shí),如果用一個(gè)通用宏程序,只需將實(shí)際加工零件的值賦給變量即可,而不需要對每個(gè)零件或所有部位都編一個(gè)程序,這樣可以極大地提高編程和加工效率。
西門子802D系統(tǒng)宏程序功能采用R參數(shù)編程,即零件的加工信息以參數(shù)形式賦給R存儲器,執(zhí)行加工程序時(shí)調(diào)用相關(guān)存儲器中的參數(shù)即可。以管板類零件為例,R參數(shù)包括:管板上第一排第一個(gè)孔的X/Y坐標(biāo)、以極坐標(biāo)定位的極半徑和極角、孔的個(gè)數(shù)和孔的間距、鉆孔時(shí)的進(jìn)給速度、鉆孔深度、抬刀高度、循環(huán)次數(shù)等。由于車削機(jī)床是以極坐標(biāo)方式進(jìn)行孔的定位,然后進(jìn)行鉆或銑孔加工的,所以輸入相關(guān)加工信息后,需將直角坐標(biāo)X、Y轉(zhuǎn)換成極坐標(biāo)ρ、q, 并將轉(zhuǎn)換結(jié)果賦值給R地址,機(jī)床伺服系統(tǒng)按照所生成的ISO代碼數(shù)控加工程序,指令機(jī)床各坐標(biāo)軸執(zhí)行進(jìn)給運(yùn)動,完成零件的加工過程。圖3是編制宏程序的流程圖。
4 銑削法蘭端面上孔的宏程序應(yīng)用舉例
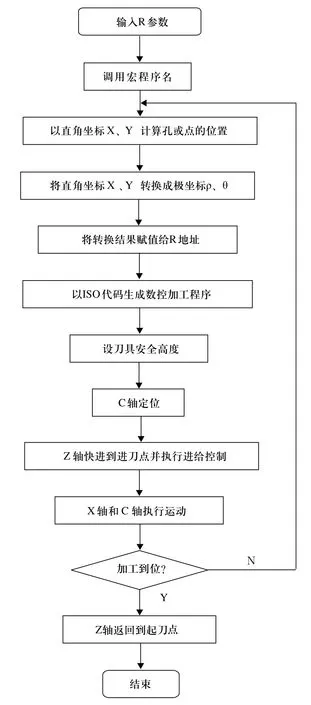
圖3 用戶宏程序流程圖
當(dāng)被加工孔的數(shù)量較多或孔的直徑較大時(shí),需要采用極坐標(biāo)控制方式對各孔定位,并用銑削方法完成孔的加工。設(shè)工作臺回轉(zhuǎn)中心為O,被加工孔的中心為O1,O與O1的距離為ρ。銑削該孔時(shí),X軸與C軸需要做插補(bǔ)運(yùn)動。由于銑刀始終在橫梁(X軸)上移動,所以要求工作臺必須做正反兩個(gè)方向的回轉(zhuǎn)運(yùn)動。無論工作臺正轉(zhuǎn)還是反轉(zhuǎn),孔的中心O1始終沿著1線軌跡移動,如圖4所示。若O1孔的半徑為R,需分4段圓弧進(jìn)行加工。在每段圓弧上工作臺回轉(zhuǎn)方向和刀具在X軸移動的方向?yàn)?銑MB段圓弧時(shí)工作臺逆時(shí)針旋轉(zhuǎn)q 角,銑刀沿+X軸移動;銑BN段圓弧時(shí)工作臺逆時(shí)針旋轉(zhuǎn)q角,銑刀沿-X軸移動;銑MB1段圓弧時(shí)工作臺順時(shí)針旋轉(zhuǎn)q角,銑刀沿-X軸移動;銑B1N段圓弧時(shí)工作臺順時(shí)針旋轉(zhuǎn)q角,銑刀沿+X軸移動。C軸每回轉(zhuǎn)一個(gè)角度,X軸就移動一段距離,工作臺在正反方向回轉(zhuǎn)的最大角度均為-,刀具在X軸上移動的距離符合x=f(q)的關(guān)系。
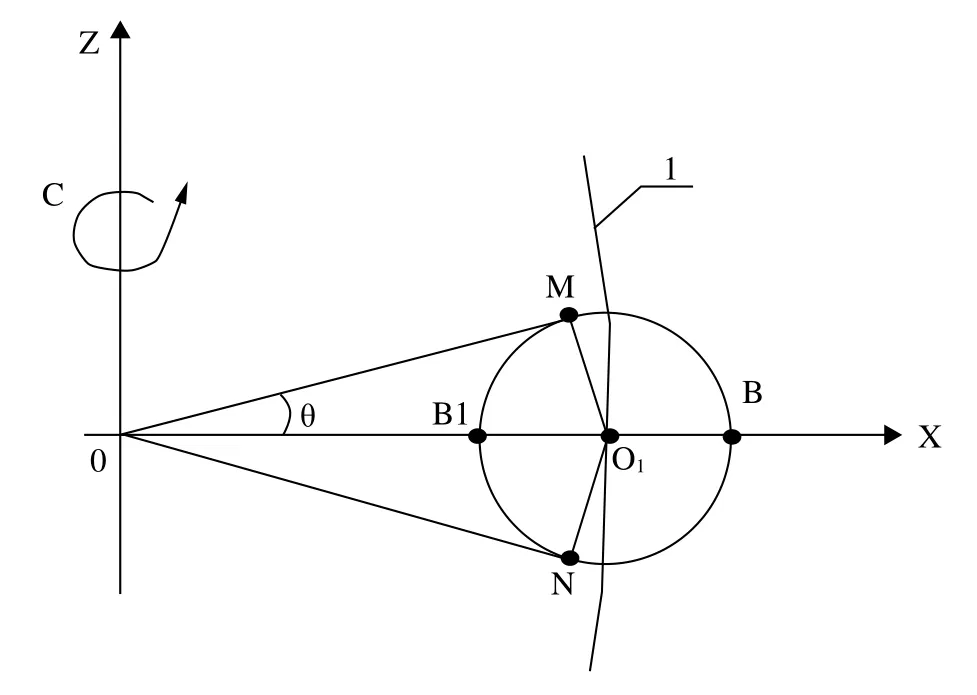
圖4 銑削圓孔
實(shí)際加工時(shí)可以根據(jù)加工精度在每段圓弧的圓周上進(jìn)行點(diǎn)的密化,如銑MB段圓弧,需要走400個(gè)點(diǎn)坐標(biāo),編程時(shí)對N賦值(N=400),并輸入相關(guān)參數(shù)R62=400,系統(tǒng)將直角坐標(biāo)轉(zhuǎn)換成極坐標(biāo)后,即可執(zhí)行加工程序。
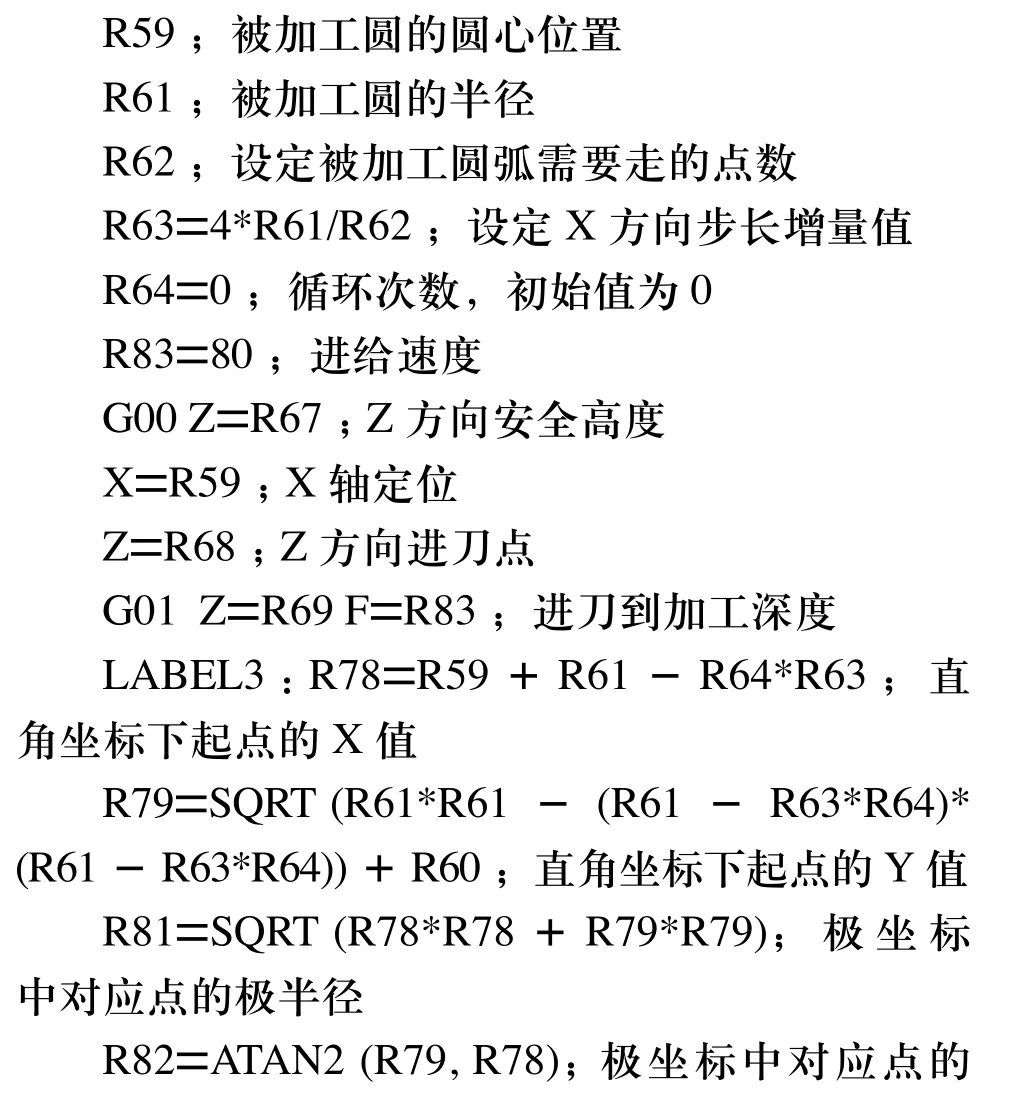
銑削半徑為R的圓孔(以銑BN段圓弧為例)宏程序如下:

5 結(jié)束語
在西門子802D數(shù)控車削中心上采用極坐標(biāo)插補(bǔ)控制實(shí)現(xiàn)管板和法蘭零件的車銑復(fù)合加工,是一種全新的加工途徑,該方法操作簡單,不需準(zhǔn)備任何特殊夾具和附加裝備。通過對法蘭零件(直徑為1.2米)的加工,檢測其精度和性能指標(biāo)均達(dá)到了加工要求,其中X軸定位精度為0.02mm,C軸定位精度達(dá)0.05°,X軸和C軸的重復(fù)定位精度均達(dá)0.005mm,任意兩孔間的最大定位誤差為±0.05mm。由于利用數(shù)控系統(tǒng)用戶宏功能編制零件加工程序,其程序簡捷、高效、易于檢查,克服了普通手工編程速度慢、容易出錯(cuò)等缺點(diǎn),大大提高了編程速度及準(zhǔn)確性,使管板和法蘭類零件的加工質(zhì)量、加工效率都得到很大的提高,同時(shí)又減輕了工人的勞動強(qiáng)度,降低生產(chǎn)成本,實(shí)踐證明這種方法是實(shí)現(xiàn)高效、高精、低成本加工管板和法蘭類零件的新方法。
[1]韓鴻鸞.數(shù)控車削工藝與編程一體化教程[M].北京:高等教育出版社, 2009.
[2]徐巍,王宇晗.FANUC和SIEMENS的宏程序處理非圓曲線的編譯實(shí)例[J].組合機(jī)床與自動化加工技術(shù), 2008(9):72-74.
[3]穆銳.應(yīng)用宏程序高速車削梯形螺紋[J].機(jī)床與液壓,2009(12)248-249, 230.
[4]王侃夫.數(shù)控機(jī)床控制技術(shù)與系統(tǒng)[M].北京:機(jī)械工業(yè)出版社, 2002.
Achievement of turn-mill combined machining for the tube-sheet and flange with one time clamping
REN Xiao-hong1, WANG Jun2, XIN Xue-chen2
管板和法蘭類零件被大量應(yīng)用于化工、熱能等行業(yè),對其加工要求不論是數(shù)量還是質(zhì)量都越來越高。本文以西門子802D數(shù)控系統(tǒng)為例,研究了立式車削中心基于極坐標(biāo)控制的特點(diǎn),通過宏程序編程,實(shí)現(xiàn)了一次裝夾對管板和法蘭類零件進(jìn)行車銑復(fù)合加工的方法,使機(jī)械加工過程達(dá)到高效率、高精度、低成本。
車銑復(fù)合加工;極坐標(biāo)控制;宏程序
任曉虹(1960-),女,哈爾濱人,副教授,學(xué)士,研究方向?yàn)閿?shù)控機(jī)床及其加工技術(shù)、自動控制等。
TP391
A
1009-0134(2011)1(上)-0039-04
10.3969/j.issn.1009-0134.2011.1(上).12
2010-10-21
