采用大噸位油壓機矯正轉向架構架焊接變形探討
2011-05-04 03:39:22王長仁聶春戈楊占峰
鐵道機車車輛 2011年2期
王長仁,聶春戈,楊占峰
(1 北京二七軌道交通裝備有限責任公司,北京100072;2 大連交通大學機械工程研究所,遼寧大連116022;3 西安高大機電有限公司,陜西西安710061)
焊接加工以其高效、便捷、靈活的特點,成為現代機械制造業重要的制造手段之一。如何控制與焊接加工過程相伴隨的焊接變形或出現焊接變形如何進行矯正是焊接結構件生產要解決的關鍵問題。在機車車輛制造行業內,轉向架構架的焊接變形,因其直接影響后續加工工序保留的加工余量大小,各機車制造廠都十分重視構架焊接變形的控制與矯正工作。
1 轉向架構架及其單梁焊接變形的基本形式
轉向架構架作為轉向架的骨架,用以承載轉向架各組成部分及力的傳遞,保持輪軸在轉向架內的相對位置。目前,各機車制造廠生產的機車轉向架構架都是由等截面或變截面的箱型單梁拼接而成的“日”字型或“目”字型框架結構。
構架縱向的左、右側梁多為等截面箱型單梁,左、右側梁焊接變型的主要形式是撓曲和扭曲,因側梁尺寸較大,撓曲和扭曲變形量也相對較大,會影響到后續的組裝工序,需要通過矯正或采取其他工藝措施,使其變形量控制在不影響組裝要求的范圍內。
構架整體焊接變形是因單梁焊接變形的非線性疊加和單梁之間通過焊接連接形成構架整體的焊接變形導致的,其主要表現形式是四角高度值超差。構架整體焊接完成后,無論是斜對稱式扭翹,還是任意一角翹起或下塌,根據幾何學3點共面原理,構架整體焊接變形在三坐標測量儀上,最終表現為其中一點與另外3點不共面,3個共面點與另外1點之間的高度差值,日常工藝上稱之為四角高度差。
2 專用油壓機投入使用前解決構架及單梁焊接變形的方式
構架側梁撓曲是最常見的焊接變形,一般采用通用油壓機對其進行矯正。用油壓機矯正焊接變形,屬于彈塑性力學行為,包含一個完整的加載和卸載過程。在加載過程中,構架側梁將發生不可恢復的塑性變形,當完全卸載后,構架側梁由于塑性變形的發生而存在殘余變形,該殘余變形與構架側梁的初始變形在一定程度上相抵消,從而達到矯正的目的。對于上、下蓋板及立板厚度小于16 mm,箱型梁截面積小于800 dm2的構架側梁,在側梁兩端下面加兩個墊鐵,形成簡支梁,用壓力小于20 t的通用油壓機對側梁中心部位施壓,即可完成側梁的撓曲矯正。
側梁的扭曲焊接變形也非常普遍,因缺少專用工藝裝備,對扭曲焊接變形無法采取矯正措施。為消除因扭曲焊接變形對組裝尺寸的影響,工藝上采用在側梁內側增加厚度足夠大的補板,側梁組焊完成后通過對內側補板及上、下蓋板的加工,消除因扭曲變形造成的尺寸偏差,確保各單梁之間的組裝接口尺寸符合組裝要求。
專用油壓機投入使用之前,構架整體焊接變形導致四角高度超差較大時,其矯正主要依靠火焰矯正來完成。火焰矯正因受加熱溫度、加熱時間、加熱面積、加熱位置多種因素影響,矯正前后變形值控制難度大,使得火焰矯正僅適用于個別變形值大的構架的矯正,無法作為一道必不可少的工序對所有存在整體焊接變形的構架進行矯正。為盡量減少使用火焰矯正,在日常的工藝過程中,通常采取放寬焊接變形量的方式,比如允許四角高度差不大于5 mm的構架未經矯正,直接進入加工工序。為使后續的加工工序不受構架整體焊接變形的影響,對構架上的加工部位一般預留構架整體焊接變形量2倍的加工工藝余量,確保加工部位有足夠的加工量。按照這樣的方式制定的工藝流程雖然減少了火焰矯正的量,但卻加大了后續加工的量,降低了加工效率。
3 采用油壓機矯正構架整體及單梁的焊接變形
油壓機矯正焊接變形,具有效率高、變形量可控、構件表面質量影響小等優勢,但不同類型焊接變形要求油壓機具有相應的結構。通過對構架及單梁焊接變形的分析、整理與合并,應用非線性有限元分析通用軟件MSC.MARC對矯正過程進行數值模擬,得到了在給定變形條件下,矯正構架及單梁焊接變形時需要施加壓力的大小、約束條件及矯正過程其他相關力學特征。根據計算結果,委托壓力機制造廠,設計制造了一臺雙龍門移動式油壓機,使機車轉向架構架整體焊接變形、構架側梁撓曲及扭曲變形的矯正集中在該設備上完成,其結構如圖1所示。

圖1 雙龍門移動式油壓機
構架側梁的撓曲焊接變形,在側梁兩端的下面加兩個墊鐵形成簡支梁,用雙龍門移動式油壓機上的任何一個壓頭對側梁中間部位施壓,即可完成側梁的撓曲矯正。
側梁的扭曲焊接變形超差時,采用圖2的方式,將側梁夾在專用的調扭變形夾具上,用一個龍門上的壓頭,將調扭變形夾具及側梁固定,用另一個龍門上的壓頭以斜對稱形式,對裝夾側梁的調扭變形夾具施壓,即可完成側梁扭曲變形的矯正。
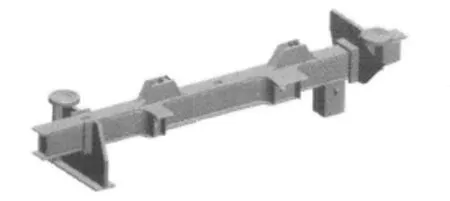
圖2 側梁調修示意圖
構架整體焊接變形的矯正,實際就是消除超差的四角高度差。將構架置于雙龍門移動式油壓機的工作臺上,其中3個共面點與側梁中間點置于等高的工藝墊鐵之上,相對3個共面點翹起的點處于懸空狀態。用雙龍門上的3個壓頭將3個共面點固定在工藝墊鐵上,固定壓力大于50 kN。另一壓頭對翹起點施壓,即可完成構架整體焊接變形的矯正。
上述工序加入到正常的工藝流程中后,對于控制構架及單梁的焊接變形起到了很好的作用。構架側梁扭曲變形控制在2 mm之內后,取消了側梁內側補板及上、下蓋板的加工工序。構架整體焊接變形控制在2 mm之內,得以大幅度縮小構架加工部位預留的加工工藝余量值,提高了構架整體的機械加工效率。
4 結論
(1)在一臺雙龍門雙壓頭移動式油壓機上,可以同時完成轉向架構架整體焊接變形、構架側梁撓曲及扭曲變形的矯正工作;
(2)通過采用雙龍門雙壓頭移動式油壓機矯正焊接變形,可以方便、快捷的將構架整體焊接變形、構架側梁撓曲及扭曲變形控制在2 mm之內;
(3)構架整體焊接變形控制在2 mm之內,得以大幅度縮小構架加工部位預留的加工工藝余量值,提高了構架整體的機械加工效率;構架側梁扭曲變形控制在2 mm內后,取消了側梁內側補板及上、下蓋板的加工工序。
猜你喜歡
裝備制造技術(2021年2期)2021-07-21 05:38:24
中華詩詞(2020年1期)2020-09-21 09:24:52
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
