海南戈枕超大型弧形閘門安裝工藝
2011-04-28 03:31:08黃新珠黃小華
水利技術監督 2011年2期
黃新珠 黃小華
(江西省水利水電建設有限公司,南昌 330200)
海南戈枕水電站溢洪道共設12孔弧形工作門,一期6孔,二期6孔。弧形閘門單重210 t,閘門孔口寬度17.0m,閘門高度17.368m。門葉和支臂在工廠制造,整體予拼裝合格后,分為幾個運輸單元運至現場拼焊成整體。弧形閘門分五節制作,單節最大寬度為4m,單節最大重量為38 t。支臂分兩節制作,支臂最大長度37m,最大重量33.6 t。支鉸單個最大重量為16 t。由于大型弧形鋼閘門門體尺寸大,并受運輸條件、安裝場地的限制,本工法充分利用安裝現場的施工場地,在混凝土閘墩上部合理布置起重錨點,采用檢修門機和特制臨時行車對弧形鋼閘門及附件進行分節、分組安裝施工,弧形鋼閘門門葉采用在閘室里安裝位置分節段豎式安裝施工。
1 吊裝工藝
門葉和支臂在工廠制造,整體預拼合格后,分為5個運輸單元運至現場拼焊成整體。
為了提高工效,加快溢洪道弧形工作門安裝進度,要利用其上部溢洪道檢修門機并借助定做的40 t的雙向行走行車進行安裝,手拉葫蘆進行調整。
因此,在壩頂門機變更后,弧形工作門安裝最基本的條件就是溢流壩壩頂公路暢通;其次是溢洪道檢修門機安裝完畢并能正常投入使用;第三,利用檢修門機在相鄰兩閘墩頂面安裝定做的跨度21m、雙吊點、最大啟吊力為40 t的雙向行走行車(見圖1);同時,在相鄰三個閘墩上墊枕木鋪設軌道 (見圖2),以便行車換孔安裝:首先將行車軌道臨時接入檢修門機軌梁內,待行車自行進入后拆除臨時軌道,然后再由檢修門機整體吊起換孔。
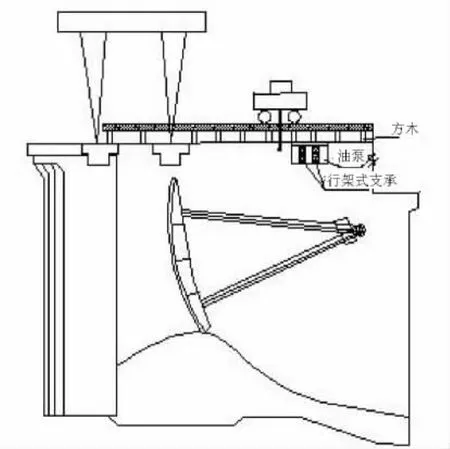
圖1 吊裝示意
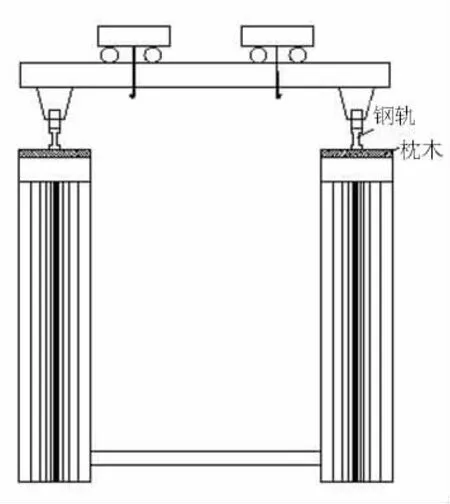
圖2 枕木鋪設軌道示意
另外,為滿足檢修門機軌道中心距只有6.2m左右的條件,將溢洪道弧形工作門門葉分五節制作,使其最大高度<4m以滿足門機的跨孔吊裝。考慮到油泵房房頂順水流方向跨度為6m,須要在房內加設兩根臨時行架式支承 (見圖1),以滿足油泵頂對安裝行車軌道吊裝時的承重載核。

圖3 弧形閘門安裝程序框圖
2 弧形閘門施工工藝流程及安裝工藝操作要點
2.1 施工準備
(1)弧形閘門安裝中,除了充分利用溢洪道檢修門機和臨時行車吊裝外,在支鉸及門葉組裝時,需要用手拉葫蘆進行調整,因此在每個閘墩頂部中心順水流方向預埋4個拉錨,所在位置分別是0+014.000、0+016.00、0+018.000、0+031.000。
(2)檢查門槽中的模板等雜物是否清理干凈,一、二期混凝上結合面是否全部鑿毛.一期門槽部位的混凝土斷面尺寸是否合格.有無偏移等。
(3)搭設施工腳手架及安裝防護設施,布置起吊運輸設備、電纜、電焊機等。
2.2 鉸支座安裝
安裝弧門前,首先要安裝鉸支座,支鉸支座的安裝關鍵在于控制好埋件的支鉸軸中心位置及其俯角,支鉸座吊裝之前要先確定鉸軸中心點,以便于拉線和調整同心度。具體做法是:自制兩塊鉸軸中心找正板,將板分別固定于兩側墻上預留孔處的插筋上,使板面約三分之二處于支鉸軸中心高程線以上,板面中心垂線與鉸軸里程處垂線相重合,然后用鋼鋸沿重合線開槽t其深度到達高程線為止,槽底即是鉸軸的中心點。再用細鋼絲連結兩端中心點便是支鉸軸的軸線,也是調整支鉸梁的工作基線,根據實際情況,支鉸座也可以和活動鉸鏈同時找正,吊裝時只要把活動鉸鏈的下緣放到其設計座標點上,傾斜度 (俯角)可以通過支鉸軸線找正實現。利用墩上部的預埋錨鉤進行吊裝安裝調整、固定,當左右兩側找準同心之后方可進行加固焊接。焊接之前要用千斤頂,導鏈葫蘆或拉緊螺栓等工具做臨時固定,以防止焊接變形。加固過程中要不斷地測量并隨時校正兩鉸的同心度,直至加固焊接完成。二期混凝土澆筑過程中,仍要注意用儀器監測,防止移位以保證安裝質量。
2.3 支臂安裝、吊掛
支臂的組裝關鍵在于根據設計圖紙找出各組裝件的中心線,選擇好合理的吊點位置。鉸支座安裝好后,用行車吊裝支臂,并與活動鉸鏈相連接,支臂下單肢端頭位置吊掛在箱形梁下,以待與門葉1連接。
2.4 門葉吊運
由于受施工現場場地局限,加上閘門自身重量較大,拼裝時的吊裝、閘門的翻身都有一定的困難,所以,采用的方案為閘門門葉的拼裝選擇在門槽內分節段由下至上進行。門葉入槽組裝時,先在側軌上劃出弧門面板上游一側的投影線,根據各門葉分節圖的弧長,在距上、下兩端約200mm處各焊一塊擋塊,擋塊焊于距離理論弧門面板外緣3~4 cm處,用楔子板調整門葉。
弧門門體安裝時,將70 t汽車吊停在第一孔(20~21壩段)溢洪道上游面,將弧形門門葉分別吊至溢流面頂,由檢修門機跨孔吊倒運,再由行車吊入安裝點。

圖4 弧形閘門安裝程序框圖
2.5 門葉1與下支臂連接
行車將門葉1(最下片)吊放到底坎上,利用預埋拉錨掛葫蘆調整使門葉1上端向上游傾斜,以便與支臂下肢相連,下支臂通過8 t卷揚機穿滑輪組,調整其上下位置,使之與門葉1連接,然后對門葉1進行調整,左右位置通過千斤頂調整,門葉1上下端面板至鉸心半徑通過對拉的手拉葫蘆調整。
2.6 門葉2與門葉1立拼
門葉1調整到最佳位置固定后,再吊入門葉2與門葉1對接,通過調整,使得前后左右到位,門中2上端通過對拉的手拉葫蘆調整,使得門葉外緣半徑誤差在規范偏差之內,然后進行局部施焊,以保證門葉1、2立拼牢靠。
2.7 上支臂和門葉3拼裝與檢查
由于弧門支臂開中尺寸過大,受到交通運輸條件限制,在進行弧門預組裝后,將支臂上肢切斷。在門葉2與門葉1對接后,同時拼裝上支臂和門葉3,拼裝方法與門葉1、2相似。
嚴格按 《水利水電工程鋼閘門制造安裝及驗收規范》D L/T 5018-2004要求執行,檢查每項 “規范”所要求的內容,不符合 “規范”要求的,要進行再調整,直至全部精度滿足相應 “規范”要求,才能進行下道工序。
2.8 焊接
現場拼接焊縫全部為定位焊,焊接難度較大,上、下游方向又互不通視,因此,保證閘門安裝質量的關鍵是控制拼裝的時定位精度和焊接變形。正式施焊前,編制合理的焊接工藝報監理人批準后實施。一、二類焊縫,必須滿足質量要求,同時減少焊縫變形,為減少焊接變形和焊縫殘余應力,閘門焊前進行可靠的點固焊接,焊接時合理安排焊工工位和焊接順序,并采取分段、對稱施焊;對厚度較厚、焊角尺寸較大的焊縫采用多層多道焊或采用預留反變形并配合錘擊消除應力等措施。焊接過程中加強現場監控,發現問題及時處理。考慮到大量焊縫要焊接,焊工焊接第1孔閘門的同時、拼裝人員進入第2孔弧門安裝。
2.9 門葉4、5立拼、焊接與檢查
門葉4、5立拼和焊接與以上工序相同。按“規范”要求進行最終檢查,并作好檢查記錄。
2.10 防腐處理及止水橡皮等安裝
弧形工作門安裝經監理人檢查合格后,按設計要求進行涂裝修補。
止水橡皮安裝,關系弧門止水效果的好壞,是一項認真而致細的工作,尤其是弧門下端兩側處,是底止水與側止水交連接處,側止水橡皮鋸斷與磨平是細活,直接影響止水效果。
2.11 閘門整體運行試驗
(1)閘門裝好后在無水狀態下,作全行程啟閉試驗,啟閉時在止水橡皮處澆肥皂水潤滑。
(2)檢查自動掛脫梁的脫掛鉤是否靈活可靠,清除門葉上和門槽內所有雜物。
(3)檢查止水橡皮有無損傷,滾輪及閘門在升降過程有否卡阻,啟閉設備兩側是否同步。
(4)閘門處于工作部位后,用燈光檢查止水橡皮的壓縮情況,不應有透亮或有間隙。上游止水閘門則應在支承裝置與軌道接觸后檢查。閘門在承受設計水頭的壓力時通過任意1m長止水橡皮范圍骨漏水量不應超過0.1 L/S。
3 質量檢驗及控制
3.1 工程質量控制標準
弧形鋼閘門的安裝施工應嚴格按照設計文件和執行D L/T 5018-2004《水利水電工程鋼閘門制造安裝及驗收規范》;SL36-92《水工金屬結構焊接通用技術條件》;S D/T 249.2-88《單元工程質量等級評定標準》;G B 985-88《焊縫坡口形式和尺寸》;G B 17345-89《焊縫超聲波探傷》及G B 6076《起重機械安全規程》的規定。
3.2 支鉸鉸座安裝技術要求
根據規范及設計技術要求,支鉸安裝的允許公差或極限偏差符合表7.1.1的規定。
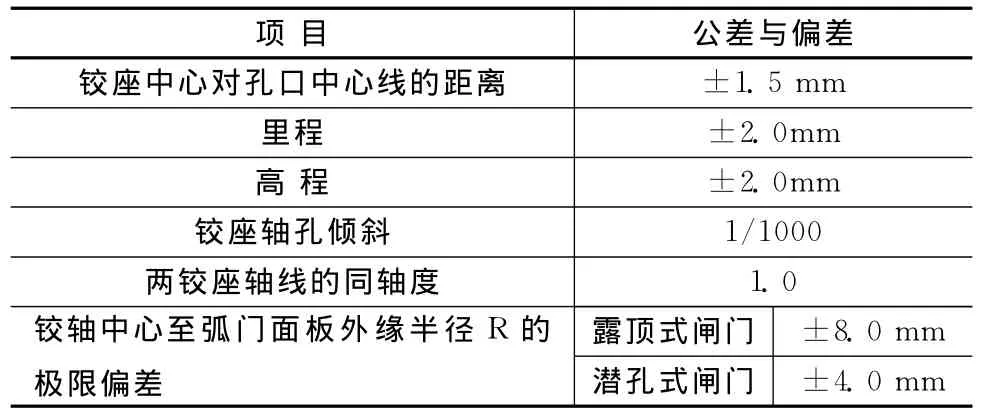
表1 支鉸安裝的允許公差或極限偏差
3.3 焊接操作
現場焊接應嚴格按照焊接工藝評定實施焊接操作,在焊后24小時后對焊縫(熔透焊縫)進行超聲波探傷檢查,標準見表7.1.2。
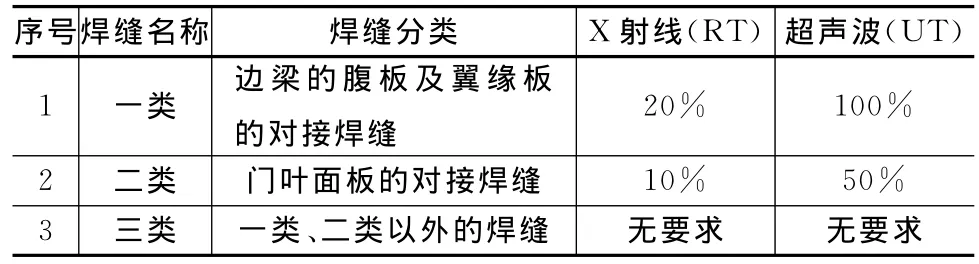
表2 焊縫探傷檢查表標準表
注:所有的一類、二類對接焊縫均需焊透。一類焊縫超聲波(UT)探傷I級合格,X射線(R T)探傷I I級合格;二類焊縫超聲波(UT)探傷I I級合格。
4 結 語
(1)本工法利用溢洪道檢修門機在相鄰兩閘墩頂面安裝定制的臨時行車,同時在相鄰三個閘墩上墊枕木鋪設軌道,通過將臨時行車軌道臨時接入檢修門機軌梁內進行換孔安裝,能夠很好地解決因施工現場場地狹小所帶來的安裝困難問題。
(2)分節段的閘門門葉采用在閘里自下往上的豎式安裝施工,對比傳統的門葉采用分節段水平拼裝再整體安裝施工,實踐證明可節約大量的拼裝平臺搭設鋼材用料。
(3)施工因地制宜,施工中充分利用預埋在閘室側墻和頂部的預埋件,合理布置和運用手拉葫蘆、卷揚機及滑車組對弧形鋼閘門門葉、支鉸座、支臂、油缸等進行安裝施工,交叉和平行作業相結合,能夠加快施工進度,縮短工期,具有較好的經濟效益。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
