聚氨酯橡膠沖裁模在生產中的應用
2011-04-27 06:47:38蘇紅偉
電氣開關 2011年6期
蘇紅偉
(徐州煤礦機械廠,江蘇 徐州 221004)
1 前言
聚氨酯沖裁模是采用聚氨酯橡膠代替鋼質沖裁模中落料凹模和沖孔凸模的一種沖裁模具。它特別適用于沖裁厚度在0.05~0.3mm之間的沖壓件,能有效解決普通沖裁模存在的模具結構復雜、制造困難、成本高、壽命短等問題,而且零件毛刺小,質量好。
我們在生產中采用聚氨酯沖裁模沖制厚度在0.05~0.2mm的圓形調整墊,凸凹模、壓邊圈等可以快換,使模具具有一定的通用性,不僅解決了長期存在的質量問題,且取得較好的經濟效果。
2 模具結構
我們根據8種零件的特點:外徑在φ22~30,內孔在φ8~16,厚度在0.05~0.02mm,均為調整間隙用,對尺寸精度要求不高,主要要求沒有毛刺。通過實驗質量可以保證,因此重點從模具的通用性考慮,設計制造一副組合沖裁模(如圖1所示)。通過更換凸凹模7、頂芯4、壓料圈5,聚氨酯橡膠2等零件,滿足上述零件的沖裁要求。本模具采用倒裝式,以便于取件,凸凹模外徑與聚氨酯橡膠容框內徑單邊間隙1.0~1.5,壓料圈外徑與容框外徑相同,裝模時外徑上下對準替代導柱和導套。
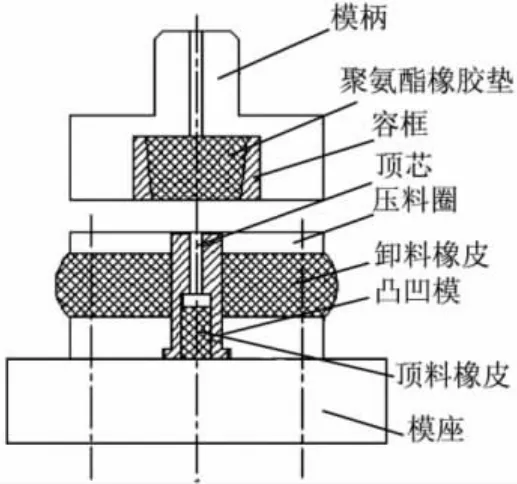
圖1
3 鋼質凸凹模刃口尺寸計算
刃口尺寸的計算和普通鋼模相反,即D凸=(Dmax-xΔ)+δ凸,d凹=(dmin+xΔ)+δ凹,Dmax為落料件最大尺寸,dmin為沖孔件最小尺寸,Δ為工件公差,系數取0.5~0.7。D凸為落料凸模尺寸,d凹為沖孔凹模尺寸。
4 聚氨酯橡膠墊的選擇
代替鋼質凸凹模的聚氨酯墊采用8395澆注型,它具有較高的硬度,能產生較高的單位壓力與剪切力;機械強度高,耐磨、抗撕裂、耐沖擊,具有較高的使用壽命。壓料和頂料用8280型,它流動性大,在壓縮應變較大的情況下仍能產生一定的壓力,適用于作為壓料和彈頂的零件。
5 壓邊圈與頂芯
壓邊圈和頂芯的作用不僅是壓料和卸料,更重要的是控制聚氨酯橡膠的變性程度,延長橡膠的使用壽命,保證刃口處受力情況合理,造成最有利的沖裁條件。他們工作部分的幾何形狀對沖裁和零件質量有重要作用。
頂芯端頭帶有倒角,沖裁時橡膠將材料按照其端頭的形狀成型(如圖2所示),防止材料滑移,并可控制橡膠的變形量和壓入深度,使其朝著有利于沖裁的方向轉移,頂芯和壓料圈均高出凸凹模斷面1.0~2.0mm,α與h的大小在試模時根據孔徑的大小略作修正。
聚氨酯橡膠墊以單邊0.25mm的過盈量壓入容框內,容框采用2°~3°的斜度,沖裁時可避免反膠現象(如圖3所示)。

圖2
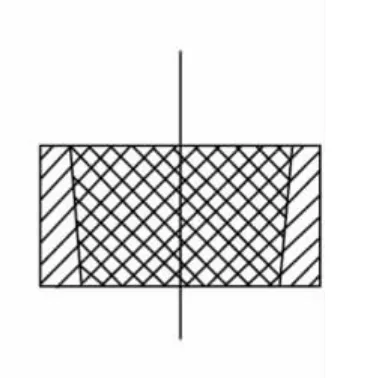
圖3
6 生產中遇到的問題及解決辦法
見表1。

表1
[1] 華玉培,李恒權.冷沖壓及模具設計[M].山東:科學技術出版社,1990.
[2] 馮炳堯,韓泰榮,殷振海,等.模具設計有制造簡明手冊[M].上海:上海科學技術出版社,1990.