碳化硅對高速電弧放電加工SiC/Al的性能影響
2017-03-25 03:33:22陳吉朋
上海航天 2017年1期
陳吉朋,劉 曉,顧 琳
(1.上海交通大學機械系統與振動國家重點實驗室,上海200240;2.上海航天設備制造總廠,上海200245)
碳化硅對高速電弧放電加工SiC/Al的性能影響
陳吉朋1,劉 曉2,顧 琳1
(1.上海交通大學機械系統與振動國家重點實驗室,上海200240;2.上海航天設備制造總廠,上海200245)
為研究SiC顆粒對高速電弧放電加工的影響機理,基于高速電弧放電加工(BEAM),對體積分數20%,50%的碳化硅顆粒增強鋁基復合材料(SiC/Al)進行了加工對比研究。基于Minitab軟件設計了4因子(體積分數、峰值電流、脈沖寬度和脈沖間隔)2水平(低水平和高水平)的部分析因試驗,用高速電弧放電加工專用機床研究了不同加工條件下SiC/Al的材料去除率、工具損耗率和表面質量。結果發現在相同加工參數下,體積分數20%,50%的SiC/Al表現出差距懸殊的加工特性,20%的SiC/Al加工效率遠高于50%的SiC/Al,且前者的電極損耗率遠低于后者,表明SiC體積分數是高速電弧放電加工SiC/Al性能的主導影響因子之一。通過測試及分析,認為SiC區別于基體材料的熱傳導特性是導致不同體積分數下的SiC/Al表現出不同加工特性的主要原因。
高速電弧放電;SiC/Al;體積分數;加工性能;材料去除率;工具損耗率;表面質量;熱傳導
0 引言
碳化硅顆粒增強鋁基復合材料(SiC/Al)比強度高、耐磨性好,抗疲勞能力強,在航空航天、能源、生物醫療等工業領域有廣泛的應用前景[1]。但作為典型的難加工材料之一,碳化硅顆粒增強鋁基復合材料的加工也面臨加工效率低、加工成本高等挑戰。材料制備過程中,在基體材料中加入不同比例的碳化硅(SiC)顆粒可形成不同體積分數的碳化硅顆粒增強鋁基復合材料,而不同體積分數的SiC/Al又表現出不同的加工特性:文獻[2]在車削加工體積分數25%的碳化硅鋁基復合材料時,發現加工效率可達5 000mm3/min(切削速度50m/min,進給速率0.1mm/r,切削深度1mm);文獻[3]在車削加工體積分數約40%的碳化硅鋁基復合材料時,材料去除率僅1 200mm3/min(切削速度40m/min,進給速率0.15mm/r,切削深度0.2mm)。
高速電弧放電加工(BEAM)是一種基于流體動力斷弧,利用電弧放電實現金屬材料高效去除的方法[4]。與常規電火花加工相比,電弧放電的能量密度更高,其電熱轉換效率也更高[5]。電弧等離子體具有非常高的溫度,中心溫度可達10 000K[6]。在電弧放電加工中,如高溫的等離子弧柱持續駐留工件表面某處,會導致工件表面燒蝕,甚至導致工件報廢。高速電弧放電加工技術是引入流體動力斷弧機制,通過高速流場控制電弧并及時消除穩定電弧對工件的損傷,從而實現高效加工[7]。利用高速電弧放電技術,已成功實現了高溫合金、鈦合金等材料及其樣件加工[8-9]。雖然碳化硅顆粒增強鋁基復合材料中有一定比例的半導體SiC顆粒,高速電弧放電仍可對20%,50%不同體積分數的碳化硅顆粒增強鋁基復合材料實現放電加工,但SiC顆粒對高速電弧放電加工的影響尚不清楚[10-12]。為此,本文針對20%,50%兩種不同體積分數的SiC/Al,研究了其在高速電弧放電加工時的工藝特性。
1 實驗裝置及步驟
1.1 實驗裝置
本文試驗裝置為高速電弧放電加工專用機床,如圖1所示。所用的工具電極為軸向開孔的圓柱形石墨電極,電極直徑20mm,電極裝于可旋轉的沖液裝置上,沖液裝置上設有沖液水管。沖液裝置為加工實驗提供高壓放電介質的同時,可帶動工具電極旋轉,并能實現旋轉導電。沖液裝置整體連接于機床的主軸上,可隨機床的主軸進行運動進給。
1.2 試驗參數
實驗所用工件的材料SiC/Al體積分數為20%,50%,試件為100mm×100mm×30mm的方形工件。加工試驗中,電極旋轉實現銑削加工。所用電源開路電壓90V,主軸轉速設置為1 000r/min,沖液壓力1MPa。加工試驗中,工件連接電源正極(即工件正極性加工)。
本文基于Minitab軟件設計了4因子2水平的部分析因試驗。試驗參數見表1。
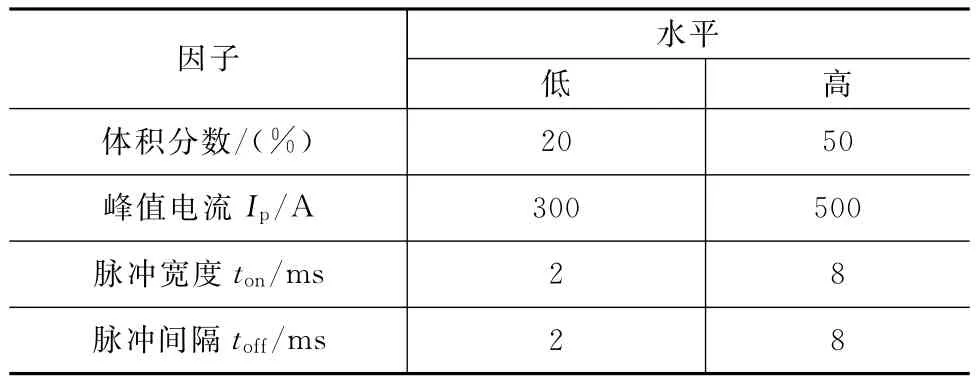
表1 析因試驗參數Tab.1 Parameters of factorial experiment
實驗考查的加工性能主要為材料去除率(MRR)、相對電極損耗率(TWR)和加工表面質量。其中:MRR為單位時間內所蝕除工件材料的體積;TWR為電極損耗體積占工件材料去除體積的百分比。
2 實驗結果及分析
2.1 材料去除率
MRR材料去除率的主要影響因子如圖2所示。實驗中的電參數(電流、脈沖寬度和脈沖間隔)對材料去除率均有較大影響,其總體趨勢是隨放電能量的增大而增大。放電能量取決于放電電壓、電流和放電時間,在高速電弧放電加工中,放電電壓一般穩定在約30V,增大電流和脈沖寬度可提高放電能量,但增加脈沖間隔則降低占空比。除放電能量外,SiC的體積分數也是影響材料去除率的主要因子之一,材料去除率隨體積分數增加而降低,此趨勢與傳統切削加工SiC/Al類似,即隨著SiC體積分數增加,切削SiC/Al效率明顯下降。在傳統切削加工中,SiC顆粒的高硬度、高耐磨性是導致加工效率低的主要因素,而高速電弧放電是基于放電產生的高溫、高能等離子去除材料,其加工機理明顯區別于傳統切削加工。
兩組典型加工參數下SiC/Al體積分數20%,50%的MRR如圖3所示。在電流300A,脈沖寬度2ms,脈沖間隔8ms的放電條件下,體積分數20%的加工效率高于50%的效率近1倍;在電流500A,脈沖寬度8ms,脈沖間隔2ms的放電條件下,體積分數20%的加工效率高出50%的近40%。上述兩種不同參數對應不同的放電能量,說明了兩種SiC/Al材料的加工效率受不同強度放電能量影響的程度。
在高速電弧放電加工中,熱傳導作為材料去除的主要過程之一。作為半導體的SiC顆粒的熱傳導特性與基體材料(Al)截然不同,如SiC的熱擴散系數和熱傳導率隨溫度上升而降低,而其比熱容隨溫度上升而增加[13]。對高體積分數的SiC/Al(如50%),基體材料中含約一半的SiC顆粒,其體積分數較20%的高出2倍以上,在高速電弧放電加工過程中,兩種SiC/Al復合材料中的SiC顆粒對放電過程產生不同程度的影響。首先,高體積分數的SiC顆粒在加工過程中吸收更多的放電熱量;其次,隨著溫度的升高,高體積分數的材料需吸收更多熱量,故體積分數50%的SiC/Al材料去除率明顯低于20%的。共聚焦顯微鏡測得的兩種材料放電蝕坑(電流100A時)如圖4所示。從形貌上看,20%的SiC/Al放電形成的蝕坑較50%的光整,且前者的蝕坑體積接近后者的2倍,證明了SiC顆粒在熱傳導過程中影響材料去除率、放電蝕坑表面形貌及體積。
2.2 電極損耗率
TWR電極損耗率的主要影響因子如圖5所示。SiC的體積分數是電極損耗率的主要影響因子,其影響程度大于放電參數。即對高體積分數(50%)的SiC/Al加工時,電極損耗率遠高于對低體積分數(20%)的SiC/Al加工。
兩種體積分數(20%,50%)的SiC/Al在兩組典型加工參數下的TWR如圖6所示。影響電極損耗率的主要因素有能量分配率及加工效率等。由于體積分數20%,50%的SiC/Al可被視為不同材料,電弧等離子體在陰極和陽極的能量分配系數可能不同,導致電極損耗率相差較大;另一個更直觀的影響因素是加工效率,體積分數50%的SiC/Al加工效率低,單位能量材料去除效能變低,間接導致電極損耗率增大。
2.3 表面質量
兩種體積分數(20%,50%)的SiC/Al在不同加工參數下的加工表面如圖7所示。由圖7可知:20%的SiC/Al加工表面明顯有金屬光澤,50%的加工后表面呈黑色。能譜儀(EDS)測試發現:50%的SiC/Al加工后表面所含主要元素成分為C,Si,O,Al,且Si的比例遠高于20%的加工后表面,說明50%的SiC/Al加工后的表面含更高成分硅的氧化物和碳化物。
此外,金相觀察發現:當電流500A時,體積分數20%的SiC/Al加工后形成的熱影響區域厚度低于90μm,而50%的熱影響區域厚度可超過300μm。其原因正如上文分析,即SiC的熱擴散系數和熱傳導率隨著溫度增加而降低,高體積分數的SiC/Al在高速電弧放電加工時,由于基體內的SiC熱擴散和熱傳導性能隨著溫度的升高而降低,導致熱量集中,難以及時散發出,因而致使其熱影響區域變厚。
3 結束語
本文研究了20%,50%兩種不同體積分數的SiC/Al在高速電弧放電加工時的工藝特性。得出的主要結論如下:高速電弧放電加工體積分數20%的材料去除率高于加工50%,且前者材料的電極損耗率遠低于加工后者;SiC體積分數是影響高速電弧放電加工SiC/Al效率的主要影響因子之一;SiC熱傳導特性是導致不同體積分數的SiC/Al表現出不同加工特性的主要原因。本文基于析因實驗,對比了不同體積分數SiC/Al的高速電弧放電加工性能,證明了高速電弧放電加工SiC/Al時,SiC體積分數對材料的去除率及電極損耗率等存在極大影響。通過放電蝕坑及加工工件表面質量的對比和分析,初步探討了高速電弧放電加工SiC/Al的機理。后續將收集不同體積分數的蝕除顆粒進行分析及論證,并通過熱傳導計算、能量分配實驗、加工過程中的化學反應分析等,進一步闡述SiC對高速電弧放電加工SiC/Al性能影響。
[1] SONG M.Effects of volume fraction of SiC particles on mechanical properties of SiC/A1composites[J].Transactions of Nonferrous Metals Society of China,2009,19(6):1400-1404.
[2] BHUSHAN R K.Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites[J].Journal of Cleaner Production,2013,39(1):242-254.
[3] KARTHIKEYAN R,GANESAN G,NAGARAZAN R S,et al.A critical study on machining of Al/SiC composites[J].Materials &Manufacturing Processes,2001,16(1):47-60.
[4] ZHAO W,GU L,XU H,et al.A novel high efficiency electrical erosion process-blasting erosion arc machining[J].Procedia Cirp,2013,6(6):621-625.
[5] 關有俊,鮑衛仁,呂永康,等.電弧等離子體發生器特性的研究[J].太原理工大學學報,2004,35(2):118-120.
[6] XU G,HU J,TSAI H L.Three-dimensional modeling of the plasma arc in arc welding[J].Journal ofApplied Physics,2008,104(10):103301.
[7] 徐輝,顧琳,趙萬生,等.高速電弧放電加工的工藝特性研究[J].機械工程學報,2015,51(17):177-183.
[8] XU H,GU L,CHEN J,et al.Machining characteristics of nickel-based alloy with positive polarity blasting erosion arc machining[J].International Journal of Advanced Manufacturing Technology,2015,79(5-8):937-947.
[9] CHEN J,GU L,XU H,et al.Study on blasting erosion arc machining of Ti-6Al-4Valloy[J].International Journal of Advanced Manufacturing Technology,2015:1-11.
[10] GU L,CHEN J,XU H,et al.Blasting erosion arc machining of 20vol.%SiC/Al metal matrix compos-ites[J].The International Journal of Advanced Manufacturing Technology,2016,1-10.
[11] CHEN J,GU L,XU H,et al.Research on the machining performance of SiC/Al composites utilizing the BEAM process:ASME 2015International Manufacturing Science and Engineering Conference.American Society of Mechanical Engineers[C]//Charlotte:2015.
[12] 陳吉朋,顧琳,劉曉,等.50vol.%SiC/Al高速電弧放電加工試驗:全國特種加工學術會議[C]//廈門:2015.
[13] WEI R,SONG S,YANG K,et al.Thermal conductivity of 4H-SiC single crystals[J].Journal of Applied Physics,2013(113):053503.
Influence of SiC on Performance of Blasting Erosion Arc Machining of SiC/Al Composites
CHEN Ji-peng1,LIU Xiao2,GU Lin1
(1.State Key Laboratory of Mechanical System and Vibration,Shanghai Jiao Tong University,Shanghai 200240,China;2.Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
Based on the blasting erosion arc machining(BEAM),behaviors of machining 20%and 50%(vol.)SiC/Al composites by BEAM were studied to investigate the mechanism of SiC’s influence on blasting erosion arc machining.The partial factorial experiment of 4four factors(volume fraction,peak current,pulse width and pulse interval)and two levels(low and high)were designed based on Minitab software.The machining performances of SiC/Al with different volume fraction,which were material removal rate,tool wear ration,surface integrity and heat transfer,were studied through special experimental setup of BEAM.The results indicate that the performances of machining the two materials are quite different even under the same parameters.The MRR(material removal rate)of machining 20%SiC/Al composites is much higher than that of machining 50%SiC/Al composites,and also the TWR(tool wear ration)of machining 20%SiC/Al composites is much lower.It is indicated that the SiC fraction of the SiC/Al composites is one of the main impact factors.By testing and analyzing,it is proposed that the heat transfer characteristics of the SiC particles are the main reasons which make the different fraction SiC/Al composites present different performances when machining with BEAM.
blasting erosion arc machining;SiC/Al;volume fraction;machining performance;material removal rate;tool wear ration;surface integrity;heat transfer
TG661
A
10.19328/j.cnki.1006-1630.2017.01.018
1006-1630(2017)01-0110-06
2016-06-02;
2016-08-17
國家自然科學基金資助(51235007,51575351);自然科學基金創新群體項目資助(51421092);機械系統與振動國家重點實驗室重點基金資助(MSV201305);上海市青年科技英才揚帆計劃資助(15YF1405300)
陳吉朋(1984—),男,博士生,主要從事電弧放電加工工藝及裝備研究。