薄壁小管徑焊接球節(jié)點(diǎn)焊縫常見(jiàn)缺陷與超聲波檢測(cè)方法
2011-04-12 08:14:52馬偉誠(chéng)朱振華
科學(xué)之友 2011年8期
馬偉誠(chéng),朱振華
(鎮(zhèn)江市建科工程質(zhì)量檢測(cè)中心有限公司,江蘇 鎮(zhèn)江 212003)
1 引言
空間鋼網(wǎng)架結(jié)構(gòu)具有剛度大、穩(wěn)定性能好、跨度大、結(jié)構(gòu)受力合理等諸多優(yōu)越性,越來(lái)越多地被應(yīng)用于工業(yè)及公共建筑。大型網(wǎng)架多采用焊接球節(jié)點(diǎn)和螺栓球節(jié)點(diǎn)或兩者組合的方式進(jìn)行連接。焊接球網(wǎng)架的構(gòu)件種類少,節(jié)點(diǎn)簡(jiǎn)單,單位面積用鋼量相對(duì)少,受力明確,不產(chǎn)生節(jié)點(diǎn)偏心,因而桿件受力特別大的網(wǎng)架節(jié)點(diǎn)大多采用焊接球。缺點(diǎn)是現(xiàn)場(chǎng)施工焊接工作量大,仰焊、立焊較多,焊縫質(zhì)量也不容易得到保證。因此,控制焊縫的質(zhì)量對(duì)整個(gè)網(wǎng)架的安全性至關(guān)重要。
2 焊接球節(jié)點(diǎn)的特點(diǎn)
2.1 受力特點(diǎn)
焊接球節(jié)點(diǎn)主要是焊接球與無(wú)縫鋼管或水平焊接或按一定角度焊接,管壁與管相貫,焊縫位于球與管的相貫線上,與空心球?qū)邮┖敢话悴捎眉右r管、留間隙、留鈍邊的形式,管端開(kāi)35~45 °的坡口,并有一定的焊高,見(jiàn)圖1。
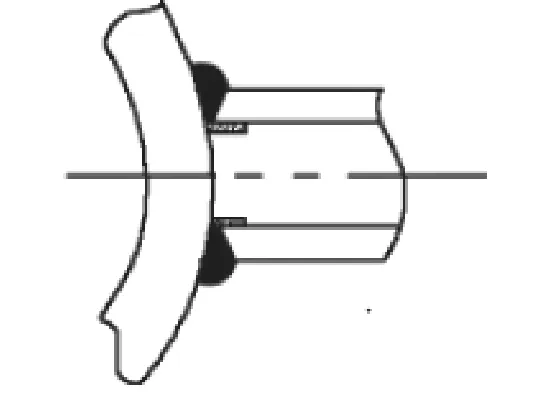
圖1
其焊縫受各種應(yīng)力作用:大致上是上弦桿與球節(jié)點(diǎn)焊縫受壓力作用;下弦桿與球節(jié)點(diǎn)焊縫受拉力作用;還有因空間位置特殊受到拉力、壓力共同作用的節(jié)點(diǎn)焊縫。
2.2 容易出現(xiàn)的缺陷及產(chǎn)生原因
焊接球節(jié)點(diǎn)焊縫常見(jiàn)的缺陷有裂紋、根部未焊透等。裂紋的產(chǎn)生多為應(yīng)力集中引起,一方面在網(wǎng)架安裝時(shí)強(qiáng)行校正,造成焊縫根部撕裂所致;另一方面是在焊接中,焊縫點(diǎn)焊后沒(méi)及時(shí)焊接,從而出現(xiàn)應(yīng)力裂紋。未焊透一般發(fā)生在焊縫根部,產(chǎn)生的原因主要是桿件尺寸偏差、坡口角度偏小、鈍邊過(guò)大或焊接電流偏小。上述缺陷將使焊縫的受力面積減少?gòu)亩档秃缚p的機(jī)械性能,并導(dǎo)致應(yīng)力集中,產(chǎn)生安全隱患。因此有必要對(duì)球管節(jié)點(diǎn)焊縫質(zhì)量進(jìn)行有效地控制,避免災(zāi)難性后果的發(fā)生。
3 超聲波探傷系統(tǒng)的建立
3.1 探頭的選擇
薄壁小管徑(厚度4~8 mm、管徑60~159 mm)桿件,曲率大,易造成聲束擴(kuò)散,使靈敏度降低;管壁薄、聲程短,有近場(chǎng)干擾、發(fā)散嚴(yán)重,且雜波多;探頭折射角大,極易產(chǎn)生波型轉(zhuǎn)換;折射角小,一次波無(wú)法探測(cè)到焊縫根部缺陷。針對(duì)上述特點(diǎn),對(duì)探頭的綜合要求是晶片尺寸小、前沿短、頻率高。
3.1.1 探頭頻率選擇
選用頻率5 MHz,能量高且集中,聲束指向性好,靈敏度和分辨率高,發(fā)現(xiàn)小缺陷的能力高。
3.1.2 晶片尺寸的選擇
由于鋼管的曲率較大,為增加與探測(cè)面的接觸面積,減少耦合損失,宜選用小晶片、前沿短的探頭。晶片尺寸小,近場(chǎng)短、近距離聲束窄、能量集中,有利于缺陷定位。可選用知名廠家生產(chǎn)的晶片尺寸6 mm×6 mm、前沿距離≤5 mm單晶斜探頭。
3.1.3 探頭折射角
探頭折射角選擇對(duì)于缺陷的檢出至關(guān)重要,根據(jù)實(shí)際鋼管的厚度以及焊縫寬度,按(1)式計(jì)算出最小 K值,使所選的探頭發(fā)射的一次波能夠掃查到根部1/4的位置,防止漏檢。
K=(A+B+L0)/(3T/4) (1)
式中,A:球面與管內(nèi)壁接觸點(diǎn)到外焊縫邊緣的水平距離,mm;
B:內(nèi)焊縫寬,mm;
L0:探頭的前沿距離,mm;
T:鋼管桿件管厚度,mm。
3.2 距離-波幅(DAC)曲線的繪制
選用標(biāo)準(zhǔn)試塊CSK-I Cj上直徑3 mm的橫孔繪制距離-波幅曲線,測(cè)定系統(tǒng)的性能。選用 RBJ-1比對(duì)試塊評(píng)定焊縫根部未焊透程度。由于不同探測(cè)位置的截面曲率半徑不同,所以探頭斜楔要磨成與管表面相吻合的曲面,然后依據(jù)JG/T 203-2007《鋼結(jié)構(gòu)超聲波探傷及質(zhì)量分級(jí)法》標(biāo)準(zhǔn)中的方法測(cè)定其前沿長(zhǎng)度、K值、繪制DAC曲線。
3.3 探傷靈敏度及掃查范圍的確定
3.3.1 探傷靈敏度
較高的探傷靈敏度對(duì)于缺陷的檢出有利,在確定了耦合補(bǔ)償和表面補(bǔ)償?shù)那闆r下,宜選擇評(píng)定線作為探傷靈敏度。
3.3.2 掃查范圍
受檢區(qū)為焊縫本身加上管材一側(cè)相當(dāng)于管壁厚30%的一段區(qū)域,并且不超過(guò)10 mm,掃查范圍應(yīng)確保探頭的二次波完全掃查到焊縫上部范圍,防止漏檢。一般可按(2)式計(jì)算探頭探傷的最小跨距P,用一次波直射法掃查時(shí),掃查范圍應(yīng)大于0.75 P;用一次反射法掃查時(shí),掃查范圍應(yīng)大于1.25 P。
P=2δtanβ (2)
式中,P:斜探頭探傷最小跨距(范圍),mm;
δ:鋼管壁厚,mm;
β:探頭的折射角,度。
4 典型缺陷反射波形的甄別
4.1 裂紋
通常裂紋表面曲折、不光滑,故反射波幅寬,會(huì)出現(xiàn)多峰現(xiàn)象,一般來(lái)說(shuō)其回波高度較大。探頭平移時(shí),反射波連續(xù)出現(xiàn),波幅有變動(dòng),波峰隨裂紋的走向發(fā)生變化;探頭定點(diǎn)轉(zhuǎn)動(dòng)時(shí),波峰有上下錯(cuò)動(dòng)現(xiàn)象。實(shí)際探傷時(shí),有的缺陷反射波不高,但波形特征與裂紋相同的也應(yīng)判為裂紋。
4.2 根部未焊透
一般位于焊縫中心線上,接近壁厚一次聲程處,反射波幅較高,周向具有一定長(zhǎng)度,當(dāng)探頭垂直于缺陷作定點(diǎn)轉(zhuǎn)動(dòng)時(shí),回波消失較快;當(dāng)探頭平移時(shí),波形比較穩(wěn)定。從反射波的包絡(luò)線看,脈沖前后沿有雜波,主峰出現(xiàn)雙峰,由根部和肩臺(tái)反射造成。
4.3 偽缺陷波的判別
4.3.1 焊縫余高的干擾
實(shí)際焊縫探傷中熒光屏出現(xiàn)非缺陷信號(hào),往往是由于焊縫窄、焊縫余高所造成的,當(dāng)一次波主聲束后面的擴(kuò)散聲束經(jīng)底面反射到焊縫余高時(shí),將產(chǎn)生反射波,正好處在一次波和二次波標(biāo)記點(diǎn)之間,如不正確判斷往往造成誤判。解決這個(gè)問(wèn)題需要特別精確地確定聲程距離,并根據(jù)水平位置來(lái)確定深度或用手粘上耦合劑,輕輕拍打焊縫兩側(cè)看反射波信號(hào)是否出現(xiàn)跳動(dòng)等進(jìn)行綜合判斷。
4.3.2 根部成形情況的干擾
當(dāng)根部成形較好時(shí),一般無(wú)反射波或反射波較弱;當(dāng)根部成形不良(如焊接透度大、成形不規(guī)則、咬邊或錯(cuò)邊)時(shí),均有反射信號(hào)。其波形特點(diǎn)與根部缺陷相似,很容易混淆產(chǎn)生誤判。區(qū)別的方法主要是結(jié)合聲程、水平距離和深度準(zhǔn)確定位加以甄別。
5 檢測(cè)結(jié)果評(píng)定
在排除了不允許出現(xiàn)的裂紋及其他線性危害性缺陷后,檢測(cè)結(jié)果按照J(rèn)G/T 203-2007《鋼結(jié)構(gòu)超聲波探傷及質(zhì)量分級(jí)法》定級(jí)。
6 討論和建議
(1)由于焊接球節(jié)點(diǎn)管壁較薄,儀器宜選擇聲程定標(biāo),其范圍根據(jù)實(shí)際需要調(diào)節(jié),不宜太大。
(2)實(shí)際檢測(cè)時(shí),由于管件壁厚多為負(fù)公差,容易導(dǎo)致誤判,必要時(shí)用測(cè)厚儀確定厚度,以提高探傷的精確度,減少誤判。
(3)標(biāo)準(zhǔn)試塊人孔缺陷為φ3長(zhǎng)橫孔,參照判定標(biāo)準(zhǔn),指示長(zhǎng)度3 mm,相對(duì)管壁(4~8 mm)是否偏大,建議參考國(guó)外相關(guān)標(biāo)準(zhǔn),以φ1橫通孔為反射體繪制DAC曲線。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
測(cè)控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
