三坐標測量機測球直徑的校正和誤差分析
2011-04-12 08:14:50駱捷
科學之友 2011年8期
關鍵詞:測量
駱 捷
(廣東 惠州 516100)
1 坐標測量的原理
任何形狀都是由空間點組成,所有的幾何量測量都可歸結為空間點的測量,因此精確進行空間點坐標的采集,是評定任何幾何形狀的基礎。
坐標測量機的基本原理是將被測零件放入它已允許的測量空間,精密地測出被測零件表面的點在空間3個坐標位置的數值,將這些點的坐標數值經過計算機數據處理,擬合形成測量元素,如圓、球、圓柱、圓錐、曲面等,經過數學計算的方法得出其形狀、位置誤差及其他幾何量數據。
用CMM進行零件測量,理論上,測頭的球半徑應為零,測頭和工件接觸為測頭中心。得到的數據是測頭中心的坐標值,而非測頭與被測件接觸點的坐標值。但實際上,測頭有一半徑,從而需要對測頭直徑進行校正,即進行測頭球心軌跡曲面域和測頭半徑補償。
2 三坐標測量機測量的主要步驟
2.1 測頭選擇
測頭部分是測量機的重要部件,測頭根據其功能有:觸發式、掃描式、非接觸式(激光、光學)等。觸發式測頭是使用最多的一種測頭。
一般的測頭頭部都是由一個桿和測球組成。最常見的測球的材料是紅寶石,因為紅寶石是目前已知的最堅硬的材料之一,只有極少的情況不適宜采用紅寶石球。高強度下對鋁材料制成的工件進行掃描時,選擇氮化硅較好;對鑄鐵材料工件進行高強度掃描,推薦使用氧化鋯球。
為保證一定的測量精度,在對測頭的使用上,需要注意:
(1)測頭長度盡可能短:探針彎曲或偏斜越大,精度將越低。因此在測量時,盡可能采用短探針。
(2)連接點最少:每次將探針與加長桿連接在一起時,就額外引入了新的潛在彎曲和變形點。因此在應用過程中,盡可能減少連接的數目。
(3)使測球盡可能大:測球直徑較大可削弱被測表面未拋光對精度造成的影響。
2.2 測球直徑的校正方法
一般來說,三坐標測量機的測頭校正較為簡單,最先校正的測針作為測針組坐標的原點。如圖1所示,用測尖對標準球進行測量(通常測5點),在球極上測一點,球赤道面上均勻測4點。對于高精度的測量,采用9點,即在球極上測一點,球赤道面上均勻測4點,球極和球赤道面之間的中間面上再采4點。
通過對標準球的測量,測球半經得到了補償,如圖2所示,測頭中心值為 P(X,Y,Z),接觸點值為 P′(X′,Y′,Z′),測點坐標值從P到P′進行了補償。
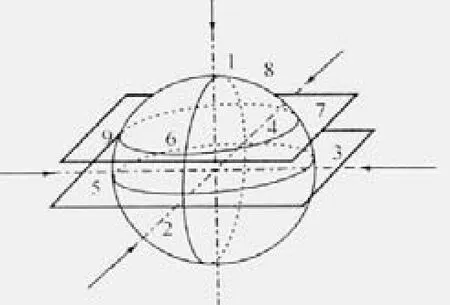
圖1 測頭校正
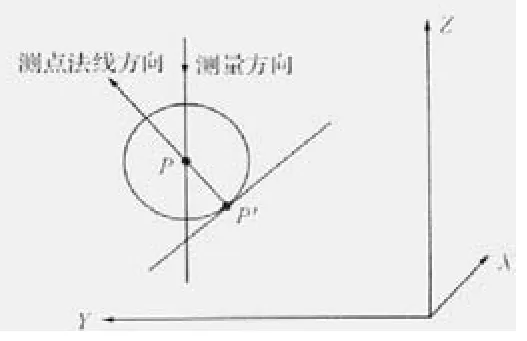
圖2 側頭半徑補償示意圖
2.3 測頭直徑校正的誤差分析
測頭校正是保證測量精度的基礎,在測頭校正過程中引起誤差的主要因素有:測桿的彎曲變形、測頭校正時觸測點位置、測力、觸測速度和探測距離等。測力越小,精度越低。應選用一定的測力和測速進行測量,同時選用合適的探測距離,以保證測量精度。這里就測桿的彎曲變形和測頭校正時觸測點位置對測頭半徑補償誤差作詳細討論。
2.3.1 測頭校正時觸測點位置對測頭半徑補償誤差的影響
如圖3所示,測針軸線與被測面法線的夾角α越大,誤差越大。
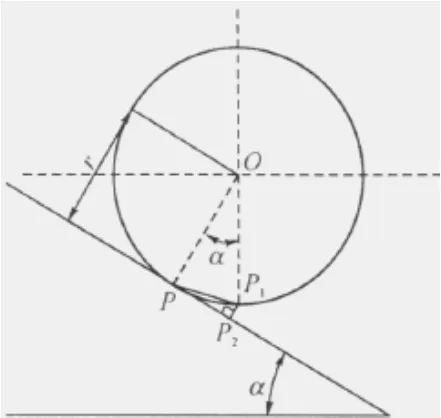
圖3 補償誤差計算示意圖
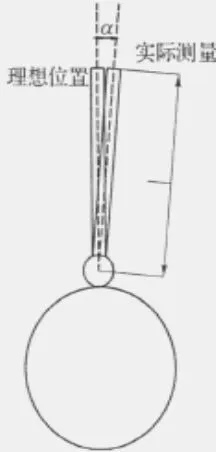
圖4 實際測量產生傾斜
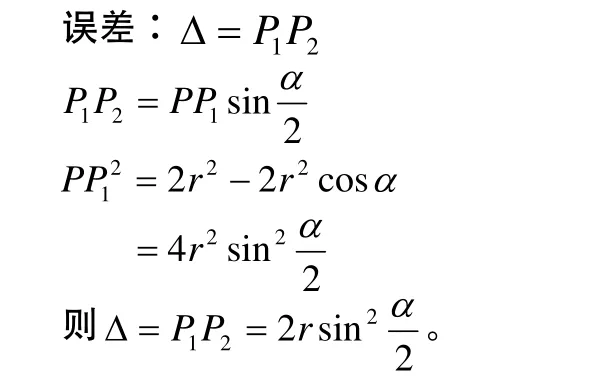
可見,當測針軸線與被測面法線的夾角α=0時,測球半徑補償誤差Δ也為0。
在測頭校正測量時,應盡可能使測針軸線與被測面垂直,使測頭沿著被測表面的法線方向移動,以減小測球半徑的補償誤差。這點可以從表1的幾組校正及測量數據的對比中可以看出,數據是在不同位置用同一測針測量對比的結果。
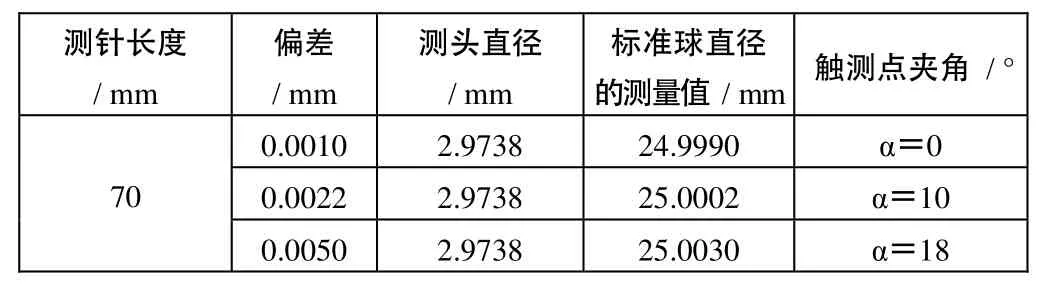
表1 不同位置標準球直徑的測量結果
由表1可見,校正時測頭在不同的觸測位置測量會產生不同的結果,當測針軸線與被測面法線的夾角α=0時,測量結果最好,而在其他位置測量結果較差。
2.3.2 探針長度對測頭半徑補償誤差的影響
測針在測量時,使用的測桿越長,則測頭產生的彎曲和偏斜就越大。由圖4可知,因為實際測量時,除了測頭體安裝時產生的軸間平移,還有軸(測桿)會發生傾斜,所產生的測頭半徑補償誤差Δ=Lsinα(L為測桿長度,α為測桿傾角),誤差Δ與測桿的長度和角度成正比,筆者用一測針在校正后對標準球進行測量比較,測量結果見表 2。由表2看到,隨測針長度的增加,其偏差也隨著增大。因此,在測量過程中,要求測頭的剛性和動態性能達到最佳的程度,保證一定的測量精度。

表2 不同測桿長度標準球直徑的測量結果
2.4 測頭直徑校正要點
通過測針直徑的校正,測頭在測量時對觸測延時和測針的變形起到補償作用,因為測量機在測量過程中測量軟件對測針寶石球半徑進行了修正(把測針寶石球中心點的坐標換算到觸測點的坐標),為保證測量精度,在測針校正時要做到以下幾點:
(1)測座、測頭(傳感器)、探測桿、標準球要安裝可靠、牢固,保證測座中心軸和測頭中心軸的同軸度,必要時用千分表在高精度圓柱體外圍打表,然后對同軸度進行調整。
(2)校正測頭時的測量速度應與測量時的速度一致,所以應該采用自適應測量方式。注意觀察校正后測針的直徑是否與以前同樣長度時的校正結果一致,如果不一致,相差懸殊,則要查找原因,重新校正。要重復進行2~3次校正,觀察其結果的重復程度。
(3)如果測量時需要用多個測頭角度、位置或不同測針長度的測頭,在所有測頭都安裝好的情況下,在測量前一次把所有測頭都校正好,并且一定要檢查校正效果(準確性)。方法是:用校正后的全部測頭依次測量標準球,觀察球心坐標的變化,如果有1~2 μm變化,是正常的。如果測量結果不一致,則要檢查測座、測頭、加長桿、測針、標準球的安裝是否牢固,找出原因重新校正。
3 結束語
CMM 測量機除了機械本體外,測頭是測量機達到高精度的關鍵。正確選擇和使用測頭是影響三坐標測量機測量精度的重要因素。測頭尺寸和測針有效工作長度的選取取決于被測工件。在任何情況下,測針的剛性和測球的球度都是不可或缺的。即在同等精度指標下,測頭端部的測球直徑D與測桿長度L的比值D/L越大,其性能越好。因此,在可能的情況下,選擇球頭直徑盡可能大、測桿盡可能短的測針,以獲得最佳的有效工作長度和測針剛性,提高測量精度。
1 熊詩波、黃長藝.機械工程測試技術基礎[M].北京:機械工業出版社,2004
2 黃維公、曾盛卓.機械工程測試技術與信號分析[M].重慶:重慶大學出版社,2002
3 王忠、郁鼎文、張玉峰、李衛國.平面凸輪輪廓線檢測數據處理方法研究[J].制造技術與機床,2004(7)
4 馬曉麗、馬中、陳艾華.誤差分析[J].農業機械學報,2007(11)
5 單高麟.公差與技術測量[M].上海:上海交通大學出版社,2001
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
