變壓器儲油柜端蓋復合模設計
2011-03-23 09:31:10尹業宏孫金風
湖北工業大學學報 2011年4期
關鍵詞:設計
尹業宏,安 寧,孫金風
(湖北工業大學機械工程學院,湖北 武漢 430068)
本文述及的端蓋是變壓器儲油柜的殼體零件之一,上面安裝有油標管,通過氧焊固定于儲油柜圓筒壁上.此零件精度要求不高,材料為Q235,料厚2 mm,形狀見圖1.
1 工藝分析與方案確定
經工藝分析計算,該零件需采用落料、拉深、沖孔等三個基本沖壓工序,因而確定三種工藝方案:方案一,落料―拉深―沖孔;方案二,落料拉深復合模―沖孔;方案三,落料、拉深、沖孔復合模.經過分析比較,采用第三種方案[1-3].
圖1 端蓋
2 模具結構及工作過程
端蓋復合模的結構見圖2.其工作過程如下:1)準備工作:手工將板料順著彈性擋料銷34導向滑動并由彈性擋料銷33定位.2)當沖床滑塊下行時,卸料板23壓緊坯料,凸模13下行,和凹模7完成落料;滑塊繼續下行,凸模5和凸凹模13的凹模完成拉深成形;滑塊再下行,凸模17和凹模4完成沖孔,沖孔廢料從凹模到凹模墊板到下模座落料孔落下.3)整個沖壓工序完成后,滑塊回升,模具下面的橡膠彈頂器推零件出凸模5,同時,上部的活動凹模18也將零件從凸凹模13的凹模中推出.4)沖床滑塊繼續上行,回到開模狀態的最高點,把零件取出,手工送料,準備下一個工作循環.
3 模具結構設計要點
3.1 毛坯面積的計算
利用Pro/E軟件的零件設計模塊做出端蓋的內曲面(此時端蓋的高度h=26 mm),向外平移1 mm.利用Pro/E軟件算出曲面的面積[4],如圖3所示,點擊【分析】【測量】,彈出【測量】對話框,在【類型】中選擇面積,在【定義】【實體】中選擇面組,然后點選端蓋曲面面組,點擊【計算】,則端蓋中性層曲面的面積為38012.9 mm2.然后利用坯料的面積相等的原則算出坯料直徑為220 mm.
3.2 沖孔凸模的設計
在本套模具中,由于沖孔凸模的直徑小,而且較長,因而采用階梯的形式增強凸模的最小斷面(危險斷面)的承壓能力和抗縱向彎曲能力.由于落料凹模對沖孔凸模的導向作用,因而可以直接用墊板對沖孔凸模定位.在校核中采用沖模設計手冊軟件版VR1.0,對沖孔凸模進行強度校核[5](圖4),實踐證明,沖孔凸模能滿足要求.
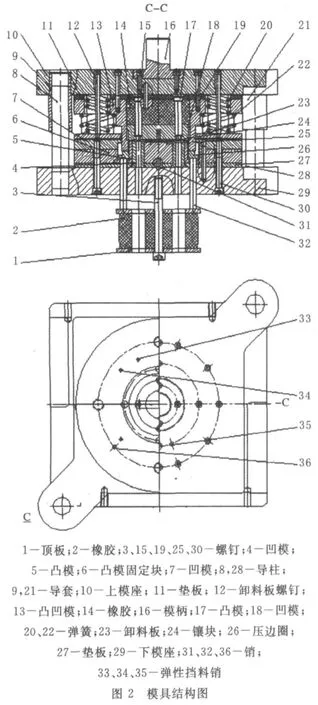
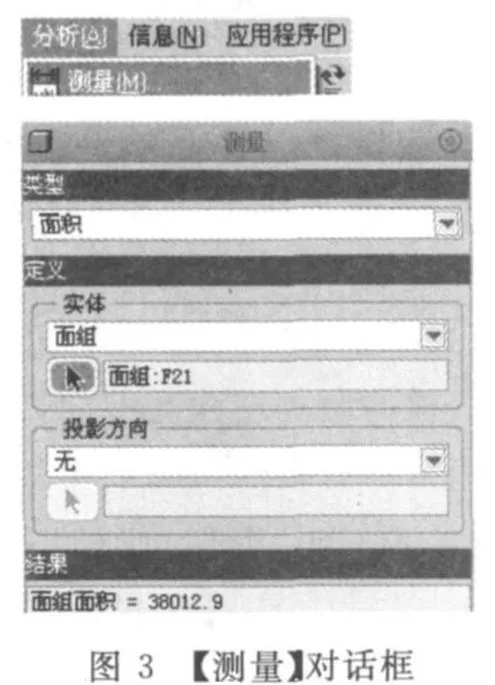
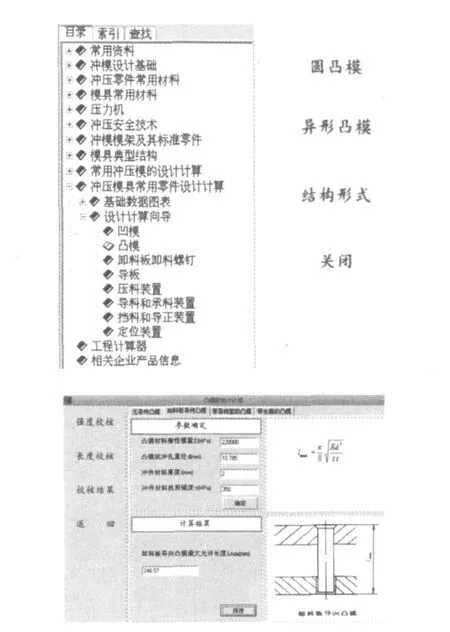
圖4 沖孔凸模的長度校核
3.3 鑲塊的運用
在本套模具中,考慮到落料、拉深、沖孔過程中模具的磨損,各有關工作零件都采用鑲塊結構,可獨立互換.
4 結束語
變壓器儲油柜端蓋復合模,能將落料、拉深、沖孔等需多道工序完成的加工一次完成,提高了生產率,降低了生產成本.該模具設計思路可擴展到其他類似零件的模具設計中.在設計中運用軟件進行輔助設計,可提高設計速度,縮短模具設計周期.
[1]楊寶順.鍋蓋落料拉深沖孔切邊復合模設計[J].模具技術,2006(1):19-21.
[2]姜奎華.沖壓工藝與模具技術[M].北京:機械工業出版社,2005.
[3]鄭家賢.沖壓工藝與模具設計實用技術[M].北京:機械工業出版社,2005.
[4]林清安.Pro/E Wildfire2.0入門與范例[M].北京:電子工業出版社,2005.
[5]殷國富,胡曉兵.沖模設計手冊(軟件版)VR1.0[M].北京:機械工業出版社,2003.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
