采用藥芯焊絲減少結(jié)構(gòu)件焊接變形的機(jī)理研究
2011-03-20 02:23:46張狄林劉軼強(qiáng)李再華海軍駐湖南地區(qū)軍事代表室湖南40湘潭電機(jī)股份有限公司湖南40
船電技術(shù) 2011年4期
張狄林 劉軼強(qiáng) 李再華(. 海軍駐湖南地區(qū)軍事代表室, 湖南 40; . 湘潭電機(jī)股份有限公司, 湖南 40)
1 引言
目前,藥芯焊絲在造船等對產(chǎn)品質(zhì)量要求較高的行業(yè)已經(jīng)獲得大量應(yīng)用,其不同于實芯焊絲的優(yōu)點得到了充分的體現(xiàn)。例如,采用藥芯焊絲焊接時無飛濺,焊縫的機(jī)械性能好,焊縫表面質(zhì)量高,焊縫的熔敷效率高,焊接線能量小(采用藥芯焊絲焊接時的線能量只有實芯焊絲的三分之二左右)等等。但是,有關(guān)藥芯焊絲與實芯焊絲焊接時引起的結(jié)構(gòu)件的焊接變形則少有報導(dǎo)。本文通過試驗研究與理論分析,對藥芯焊絲能大幅度地減少焊接件的焊接變形機(jī)理進(jìn)行了論證。
2 材料的選擇與制備
通過調(diào)研,我們選定企業(yè)規(guī)模國內(nèi)一流,技術(shù)力量雄厚的某焊業(yè)集團(tuán)的YJ501-1(Ф1.2 mm)藥芯焊絲做試驗。采用ER50-6(Ф1.2 mm)實芯焊絲做對比實驗,采用的鋼材為 Q235-B鋼板,表 1 為 YJ501-1(Ф1.2 mm)和 ER50-6(Ф1.2 mm)的基礎(chǔ)參數(shù)。
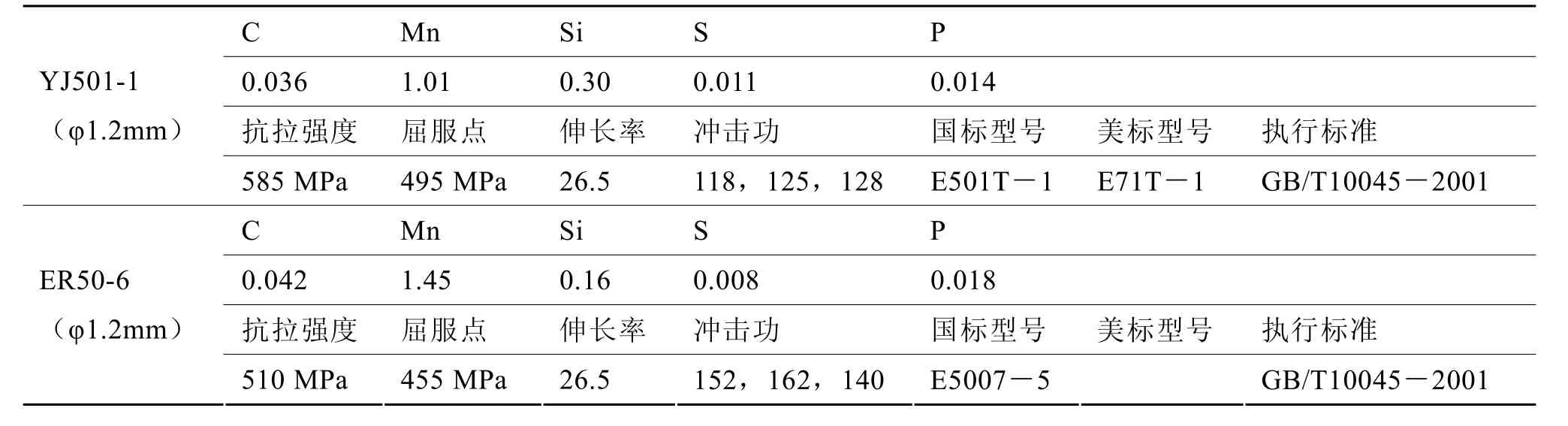
表1 YJ501-1和ER50-6基礎(chǔ)參數(shù)
3 焊接試驗研究
3.1 焊接能量分布對比實驗
為了比較藥芯焊絲和實芯焊絲的焊接線能量分布情況,在相同的焊接電流和焊接電壓下采用相同直徑的藥芯焊絲和實芯焊絲分別進(jìn)行了焊接實驗,對比分析了兩種焊絲的焊縫截面形狀。
圖1和圖2分別表示了實芯焊絲和藥芯焊絲的焊縫布置情況。采用的母材都是厚度為20 mm的 Q235-B鋼板。圖1中的焊縫1,3,5,7都是采用實芯焊絲焊接的;圖2中的焊縫2,4,6,8都是采用藥芯焊絲焊接的。在圖1和圖2中,焊縫1和焊縫2采用的焊接電流和焊接電壓相同;焊縫3和焊縫4采用的焊接電流和焊接電壓相同;焊縫5和焊縫6采用的焊接電流和焊接電壓相同;焊縫7和焊縫8采用的焊接電流和焊接電壓相同。具體的焊接電流和焊接電壓如表2所示。

圖1 ER50-6實芯焊絲焊縫布置示意圖
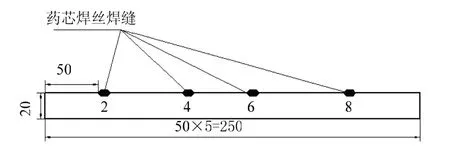
圖2 YJ501-1藥芯焊絲焊縫布置示意圖
圖3為實驗得到的不同焊接規(guī)范下實芯焊絲和藥芯焊絲焊縫形貌照片,其中左邊為實芯焊絲焊縫形貌照片,右邊為藥芯焊絲焊縫形貌照片。每條焊縫的長度為150 mm左右,取樣位置都在150 mm焊縫范圍內(nèi)焊接參數(shù)穩(wěn)定、焊縫成型美觀處。所有照片都是采用銑削加工經(jīng)拋光和硝酸酒精溶液腐蝕后得到的光學(xué)顯微鏡照片。
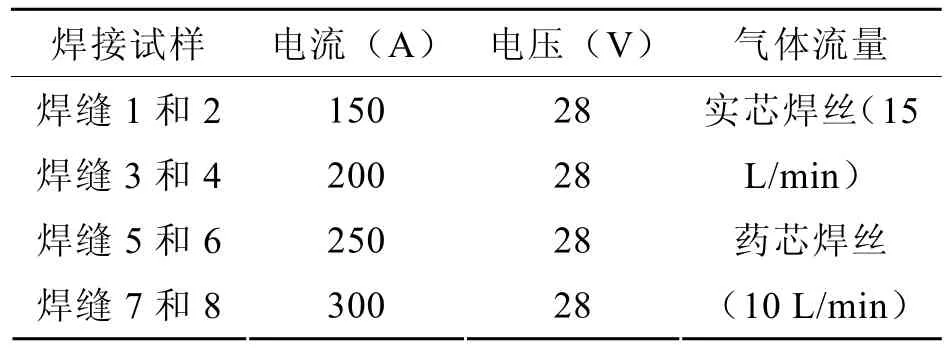
表2 實芯焊絲和藥芯焊絲焊接工藝參數(shù)對比表
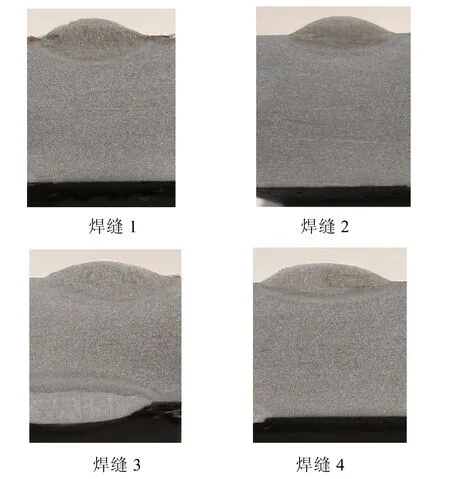
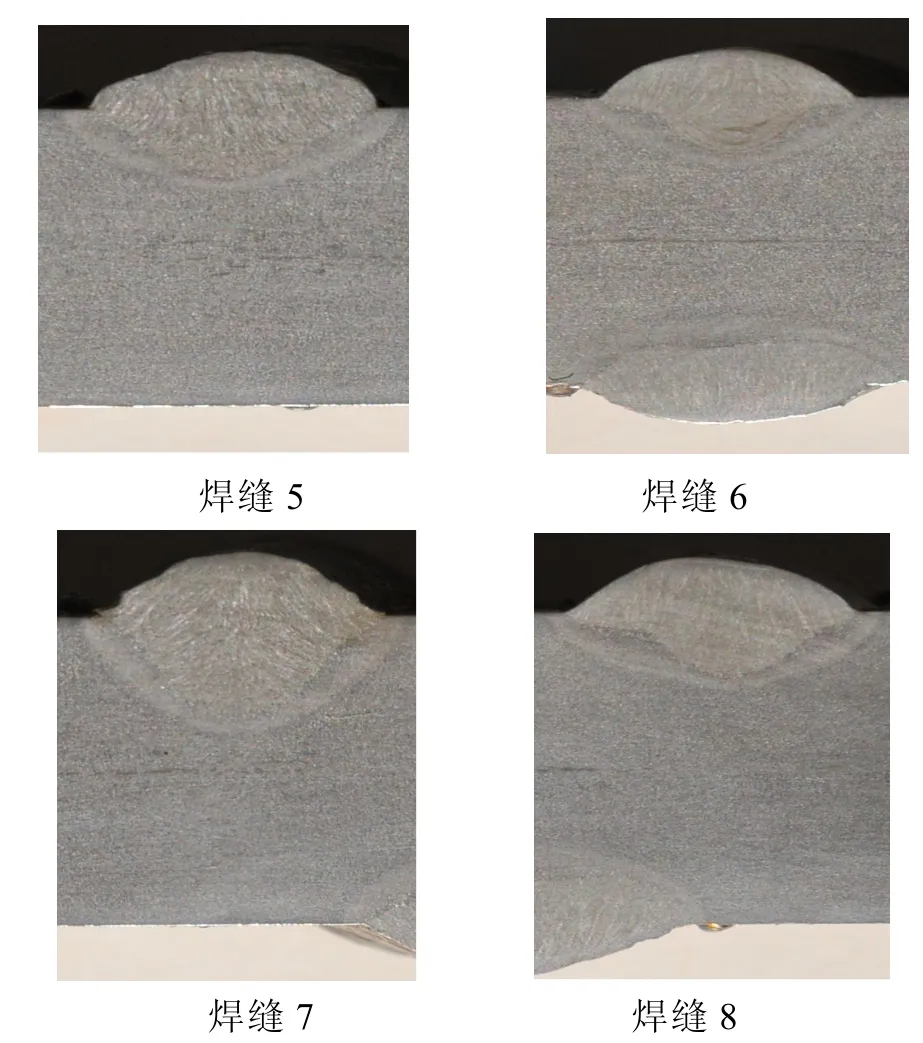
圖3 實芯焊絲(左)和藥芯焊絲(右)焊縫形貌照片
從圖3可以看出:在相同的焊接電流和焊接電壓條件下,實芯焊絲焊縫的熔深明顯大于藥芯焊絲焊縫;在平板上堆焊的情況下,實芯焊絲的堆高小于藥芯焊絲的堆高;實芯焊絲的熔池面積與藥芯焊絲的熔池面積基本相等。
為了分析兩種焊絲焊接時的能量分布情況,基于上述現(xiàn)象,針對相同焊接規(guī)范下兩種焊絲的焊縫形狀,我們設(shè)計了圖4所示的實芯焊絲與藥芯焊絲的熔池截面分析模型。在圖4所示的模型中:4點的深度明顯大于d點的深度;3點的高度小于c點的高度;12的長度大于ab的長度;截面1234與截面abcb面積基本相等。

圖4 熔池截面分析模型
由圖4所示的模型可以看出:在相同的焊接電流和焊接電壓條件下,實芯焊絲用于熔化母材的能量大于藥芯焊絲用于熔化母材的能量(即 4點的深度明顯大于d點的深度);實芯焊絲的熔化量小于藥芯焊絲的熔化量,即 3點的高度小于 c點的高度;實芯焊絲和藥芯焊絲所熔化的金屬總量(包括焊絲和母材金屬)基本相等,即截面1234與截面abcb面積基本相等。
由此可推斷:在輸入熱量相等的條件下,實芯焊絲的熔化量小于藥芯焊絲的熔化量,即藥芯焊絲的熔敷效率高于實芯焊絲;在熔化相同金屬量(焊絲)的條件下,實芯焊絲輸入的能量要大于藥芯焊絲輸入的能量。換言之,在焊接相同結(jié)構(gòu)件的情況下,實芯焊絲輸入的能量要大于藥芯焊絲輸入的能量,即如果以熱輸入量衡量一個結(jié)構(gòu)件的焊接變形的話,實芯焊絲所焊接結(jié)構(gòu)件的變形量要大于藥芯焊絲焊接結(jié)構(gòu)件的變形量。
3.2 反變形量試驗研究
焊接變形可以用焊接過程中工件的反變形量來直觀地衡量。
為了研究兩種焊絲焊接過程中的反變形量的變化情況,我們制作了如圖5所示的標(biāo)準(zhǔn)試樣,并通過焊接實驗對比研究了實芯焊絲和藥芯焊絲在焊接過程中的反變形高度變化。結(jié)果發(fā)現(xiàn):采用同一種焊絲焊接時,試件的反變形高度隨焊接電流和焊接電壓的變化而變化;在相同的焊接電流和焊接電壓條件下,采用實芯焊絲和藥芯焊絲焊接時試件的反變形高度也不同。具體實驗數(shù)據(jù)見表3。
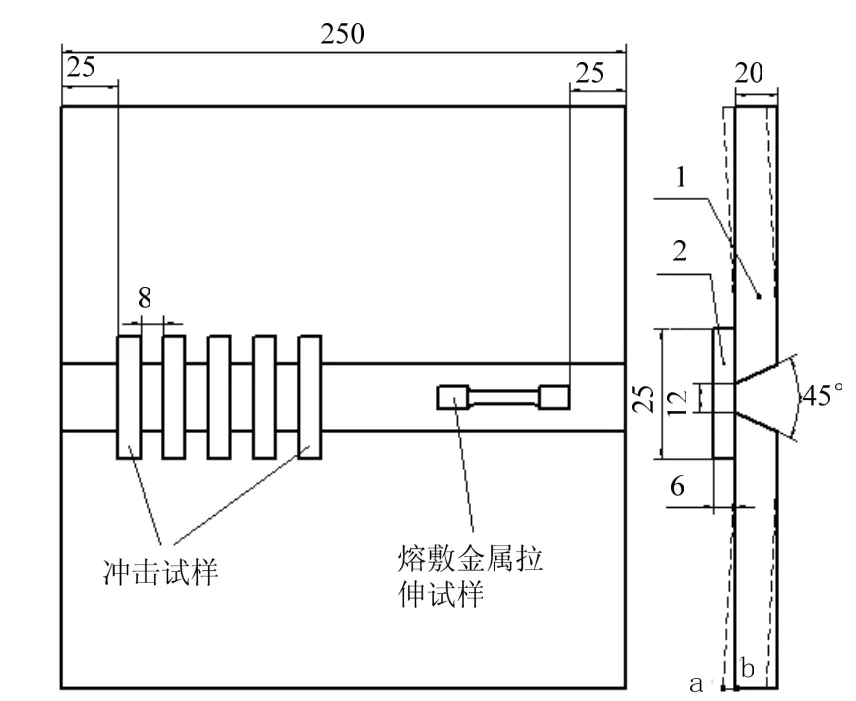
圖5 反變形量實驗試板
由表3可以看出:在相同的焊接參數(shù)下(相同的焊接電流和焊接電壓),采用藥芯焊絲焊接時工件的反變形高度小于實芯焊絲焊接時工件的反變形高度。
這一現(xiàn)象由圖3中兩種焊絲的焊縫形貌照片和圖4熔池截面分析模型可以得到很好的解釋。由圖3和圖4可以看出:在相同的焊接電流和焊接電壓條件下,采用實芯焊絲得到的焊縫窄而深,而采用藥芯焊絲得到的焊縫寬而淺,兩種焊絲的熔合面積大致相等,但采用實芯焊絲焊接時母材的熔化量明顯大于采用藥芯焊絲焊接時的母材熔化量。這說明:采用實芯焊絲焊接時輸入母材的熱量大于采用藥芯焊絲焊接輸入母材的熱量。金屬材料都有熱脹冷縮的特點,由于實芯焊絲焊接時輸入母材的能量大于藥芯焊絲焊接時輸入的能量(即熔池面積大),而且注入工件的熱量更為集中,在熔池冷卻過程(即熔池凝固過程)中就會產(chǎn)生大于藥芯焊絲的冷縮量,從而造成采用實芯焊絲焊接時的反變形高度大于采用藥芯焊絲焊接時的反變形高度。由此可見:采用藥芯焊絲可以有效減少結(jié)構(gòu)件的焊接變形。
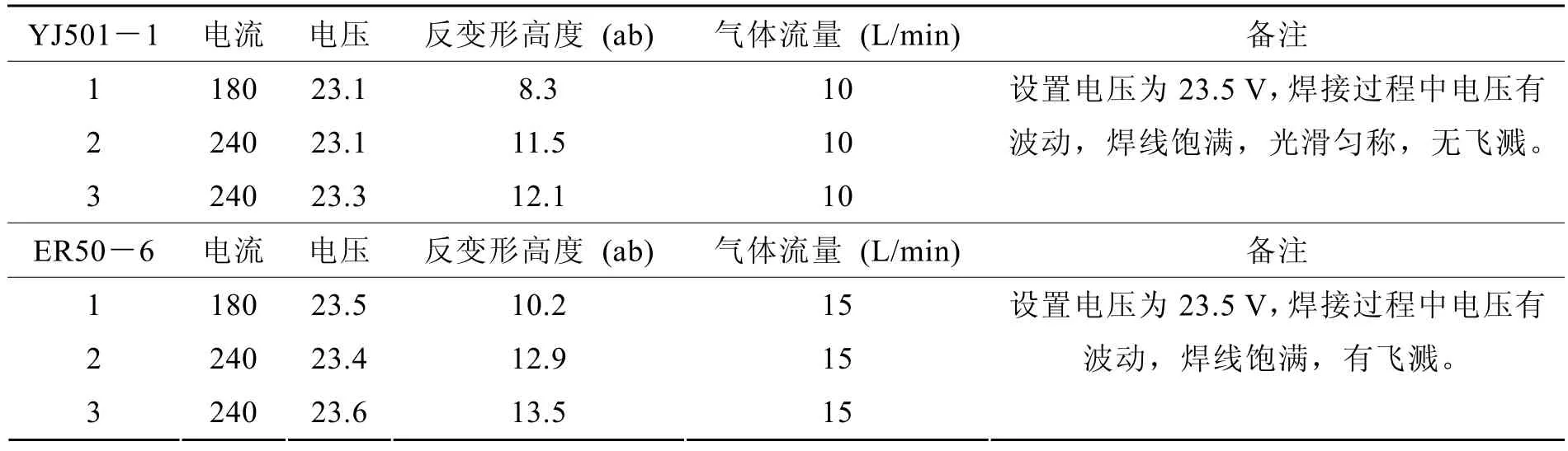
表3 不同條件下的反變形高度
4 結(jié)論
(1)在相同的焊接條件下,實芯焊絲的焊縫窄而深,藥芯焊絲的焊縫寬而淺。
(2)藥芯焊絲的熔敷效率高于實芯焊絲。熔化相同重量的實芯焊絲和藥芯焊絲,實芯焊絲所需的能量要大于藥芯焊絲。
(3)在相同的焊接條件下,實芯焊絲的焊接變形量大于藥芯焊絲的焊接變形量。采用藥芯焊絲可以有效減少結(jié)構(gòu)件的焊接變形。
(無參考文獻(xiàn))
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36