表面形變強化后GCr15鋼球的顯微組織和應力分布*
2011-03-15 08:43:00黃志濤田文懷
華南理工大學學報(自然科學版) 2011年6期
黃志濤 田文懷
(北京科技大學材料科學與工程學院,北京100083)
軸承鋼球表面形變強化工藝是提高鋼球質量的一個重要手段.通過滾壓、內擠壓和噴丸等機械手段在金屬表面產生壓縮變形,使表面形成形變硬化層,硬化層的深度可達0.5~1.5 mm.鋼球熱處理后進行表面形變強化處理可顯著提高鋼球的表面硬度和終加工后的表面質量,延長其接觸疲勞壽命[1-2].
表面強化過程使得鋼球表面產生了一定的機械強化作用,其耐磨性得到較大改善.然而,表面強化后,對于材料加工產生的殘余應力,國內的多數研究[3-6]還停留在對表面應力分布的探索中,對表層深度方向的應力分布研究較少;有關亞表層損傷的研究[7-8],多數也只是針對亞表層損傷形貌特征而展開,沒有從力學性能角度系統地進行分析.梅亞莉等[9]曾對不同直徑的GCr15鋼球表層進行過應力分析,得出殘余應力峰值存在于亞表層中的結論,但未給出具體的應力值.文中通過對表面強化加工后GCr15鋼球內部的微觀組織進行觀察,對表面形變強化后鋼球的表層結構及內部應力進行分析,以揭示材料的內部組織特征,為指導生產及工藝改進提供參考依據.
1 材料及方法
1.1 材料
實驗材料為國內某廠提供的直徑為11.32 mm的GCr15軸承鋼球.其主要生產工藝為熱處理-表面形變強化處理-硬磨-精磨-精研.軸承鋼球的化學成分含量(質量分數)見表1.由表1中可以看出,其成分符合標準要求.

表1 GCr15軸承鋼球的化學成分Table 1 Chemical composition of GCr15 bearing steel balls
1.2 顯微組織分析方法
將軸承鋼球沿大圓面切開,制成金相樣品.經研磨拋光后,用4%的硝酸酒精溶液進行侵蝕,利用OLYMPUS BX51M金相顯微鏡對軸承鋼球的顯微組織進行觀察;從試樣上切割厚度為0.5 mm的薄片,機械研磨至0.1mm,并將其沖成直徑為3mm的圓片,用電解雙噴法制備電鏡薄膜試樣.電解液采用10%的高氯酸酒精溶液,電流為4.5A,用液氮制冷,以滿足電解拋光過程所需的溫度要求.利用JEM-2100型透射電子顯微鏡(TEM)對材料的微觀組織形態進行觀察、分析.
利用DMax-RB RKW旋轉陽極X射線衍射儀(XRD)測定鋼球殘余奧氏體的含量(體積分數).測試條件為:Cu靶,波長0.15406nm,工作電流100mA,工作電壓40 kV,步寬0.02°,步進時間1 s.根據《GB/T 15749—1995定量金相手工測定法》,利用其中的網格數點法估算碳化物的含量.
1.3 表面層殘余應力及顯微硬度的測定
利用MSF-2M型X射線應力測定儀對鋼球進行表層應力測定,測定部位分別為距表面0.05、0.10、0.20、0.30、0.40、0.50 mm處.測量中需對鋼球進行電解剝層,以對上述不同深度的殘余應力進行準確測定.所用電解液為10%的NaCl溶液,電壓為10 V.殘余應力測試條件為:Cr靶,光闌發射角1°,管電流10mA,管電壓30 kV,輻射面積9 mm2,無濾波片.利用DHV-100數顯顯微維氏硬度計,由軸承鋼球外表面沿對應的徑向向內部進行硬度測定,確定鋼球沿直徑方向的硬度分布狀態.
2 結果與分析
2.1 軸承鋼球的內部組織表征
2.1.1 軸承鋼球的基體顯微組織分析
圖1為軸承鋼球基體的金相顯微組織及其TEM照片.從圖1(a)中可以看出,基體組織為回火隱晶馬氏體、粒狀碳化物及少量殘余奧氏體的混合體.圖1(b)中顯示的白色部分為殘余奧氏體,其沿隱晶馬氏體邊界分布,形態有薄膜狀和塊狀兩種.
利用透射電鏡對圖1(a)中所示的粒狀碳化物進行了組織觀察和晶體結構分析.圖2(a)為粒狀碳化物的明場像,可以看出碳化物呈球形,直徑為500nm左右.圖2(b)為球狀碳化物的電子衍射譜圖,經分析可知,晶體結構屬于以面心立方為基的結構類型.圖3(a)、3(b)分別為球狀碳化物和基體的微區能譜(EDS)圖,兩相的具體化學成分含量(質量分數)見表2.由表2中可以看出,球狀碳化物的碳含量相對較高,且含有Fe、Cr等元素.由于Fe、C原子比接近3.5∶1,因此可以認定球狀碳化物與碳素鋼中Fe3C的結構類似,屬M3C型碳化物.

圖1 GCr15軸承鋼球基體的金相顯微組織及其TEM照片Fig.1 Matrix metallographic microstructure and its TEM image of GCr15 bearing steel balls

圖2 GCr15軸承鋼球中碳化物的TEM明場像與電子衍射譜圖Fig.2 Electron diffraction pattern and TEM bright field image of carbides in GCr15 bearing steel balls

圖3 GCr15軸承鋼球中碳化物和基體的EDS譜圖Fig.3 EDS patterns of carbide and matrix in GCr15 bearing steel balls

表2 碳化物和基體的EDS成分Table 2 Composition of carbide and matrix determined by EDS
2.1.2 軸承鋼球亞表層的顯微組織
圖4為軸承鋼球亞表層及基體的顯微組織觀察結果.從圖中可知,其組織可分3部分:首先在距離軸承鋼球表面約20~30 μm以內存在一細密組織層;其次是距離軸承鋼球表面300 μm以內的區域,為殘余應力區域,這在下文2.2.1和2.2.2節殘余應力和硬度分布的測定結果中也得到了證實;最后為離軸承鋼球表面300μm以外的部分,即未受加工過程影響的基體區域.
2.1.3 殘余奧氏體含量
殘余奧氏體的體積分數φA按下式計算:

式中,φC為碳化物體積分數,KA、KM分別代表奧氏體相和馬氏體相的反射本領,IA、IM分別為奧氏體和馬氏體的積分強度.
圖5為2θ/θ偶合連續掃描所得的XRD譜及衍射面標定結果.由于《GB 8362—87鋼中殘余奧氏體定量測定X射線衍射儀法》只適用于中、低碳鋼和中、低碳低合金鋼中殘余奧氏體含量的測定,而GCr15鋼屬高碳合金鋼系,因此,參考X射線定量相分析方法,使用直接比較法測定鋼中殘余奧氏體的含量[10],來進行部分參數的計算.經計算可得: KA(200)=117.30、KA(311)=104.19、KM(200)=35.99和KM(211)=75.41.
為得到精確的衍射線積分強度,選A(200)、A(311)、M(200)和M(211)衍射峰進行2θ/θ偶合步進掃描,形成4對馬氏體-奧氏體線對,從而得到4個殘余奧氏體的體積分數,然后算出平均值,即得樣品的殘余奧氏體含量.

圖4 GCr15軸承鋼球表層的顯微組織Fig.4 Microstructure of surface layer of GCr15 bearing steel balls

圖5 GCr15軸承鋼球的XRD譜圖Fig.5 XRD pattern of GCr15 bearing steel balls
圖6為所選衍射峰的XRD譜圖.從圖中可以看出,曲線以下的面積即為積分強度,扣除本底影響后可得到計算所需的積分強度,即凈積分強度I,如圖中所示曲線封閉區的面積.測定結果已在該圖中標出.
根據GB/T 15749—1995,利用其中的網格數點法計算碳化物的含量,計算結果為:φC=23.5%.將φC及所得的K與I值分別代入式(1)中,得出4組φA值,取其平均值,計算結果為φA=9.75%.
2.2 軸承鋼球應力分布
2.2.1 殘余應力分布
利用X射線衍射法測量殘余應力沿層深的分布時,經腐蝕剝層后所測的表面殘余應力并不等于原始狀態時此層處的殘余應力,為此,需對對測量數據進行修正.修正依據[11]為式(2)-(4):
式中:σ(i)為修正后殘余應力值;σi為試驗所測殘余應力值;σo(ij,j)與 σo(j+1,j)為修正參數;σo(i,i-1)為第i-1層剝掉后對第i層殘余應力影響的修正系數,其它同類型項依次類推;H為試樣厚度;Δh為剝層厚度.
圖7為GCr15軸承鋼球表層未修正及修正后的殘余應力分布曲線對比圖.由圖中可知,軸承鋼球表層應力狀態為壓應力.殘余壓應力由表面向內部先增大再減小,最大值(-414MPa)出現在距表層0.1mm處;在表層0.3mm以下部分,應力分布趨于穩定.由此可見,經表面形變強化后,鋼球表層產生了殘余壓應力,且應力最大值沒有出現在表面,而是出現在亞表層中.
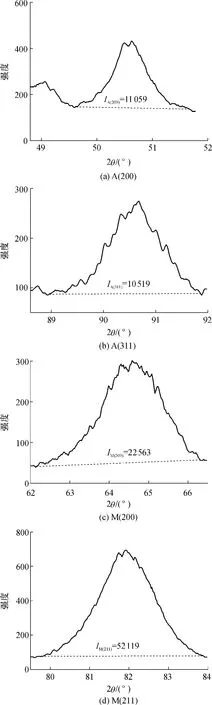
圖6 GCr15軸承鋼球各衍射峰的XRD譜圖Fig.6 XRD patterns of diffraction peaks of GCr15 bearing steel balls

圖7 GCr15軸承鋼球表層沿徑向方向的殘余應力分布Fig.7 Residual stress distribution along the diameter from surface layer of GCr15 bearing steel balls
2.2.2 硬度分布
圖8為GCr15軸承鋼球從外表面向內、沿直徑方向的硬度分布測定結果.由圖8中可以看出,GCr15軸承鋼球的基體平均硬度為HV883.6,硬度最大值為HV931.5,出現在距鋼球表面0.1 mm附近.該最大值遠大于基體平均硬度HV883.6.在距離表面0.3mm以內,硬度值逐漸接近基體的平均硬度.因此可以認為,強化區深度在0.3~0.5 mm之間.很明顯,硬度分布測定結果與應力測試結果較符合.這進一步說明材料經形變強化及研磨后,受影響較大的部位不是表面,而是在表面以下某一深度的亞表層.

圖8 GCr15軸承鋼球表層沿徑向方向的硬度分布Fig.8 Hardness distribution along diameter from surface layer of GCr15 bearing steel balls
通常,殘余應力的大小應與殘余變形的大小成正比,表面殘余變形較大殘余應力也應較大.結合2.2.1節中殘余應力分布的測定結果,可用彈性理論[12]及文獻[13]中結果來解釋鋼球經表面形變強化后殘余壓應力的產生及分布規律.由于軸承鋼球基體具有較高的硬度和強度,在通常的外力作用下很難發生塑性變形,因此會在一定區域內產生微小的彈塑性變形,使得該區域產生殘余應力,即產生殘余應力層.強化過程中,鋼球表層將發生殘余奧氏體轉變為馬氏體的相變,體積膨脹受到內層約束,故而受壓.由于作用于鋼球表面上的垂直壓力足夠大時,塑性變形始于內部,最大靜態剪切應力出現在亞表層某一深度處,同時由于表面屬于二維平面結構,釋放了部分已產生的殘余應力,使得殘余應力最大部位并不在表面而是存在于亞表層中.生產中,工件表面層的殘余壓應力可抵消部分工作時的拉應力,使其受力水平降低,從而有效提高工件的壽命.
3 結論
(1)GCr15軸承鋼球的基體組織為回火隱晶馬氏體、球狀碳化物以及少量殘余奧氏體的混合體.
(2)球狀碳化物與碳素鋼Fe3C結構類似,屬M3C型碳化物,殘余奧氏體含量為9.75%,在隱晶馬氏體晶界處以薄膜狀和塊狀兩種形態存在.
(3)鋼球表面形變強化后,在GCr15軸承鋼球的表層產生了殘余應力層,其分布深度大約為0.3mm,殘余應力峰值并不在表面而是存在于亞表層中,即在距離表面下0.1mm附近.殘余應力的分析對生產實踐中應力的去除及利用具有重要的參考價值.
[1] 王保振,吳國榮.鋼球表面硬化處理時對其壽命的影響[J].軸承,1985(6):30-32.Wang Bao-zhen,Wu Guo-rong.Effect of surface hardening on the life of steel balls[J].Bearing,1985(6):30-32.
[2] 許正功,陳宗帖,黃龍發.表面形變強化技術的研究現狀[J].裝備制造技術,2007(4):69-71.Xu Zheng-gong,Chen Zong-tie,Huang Long-fa.Research on the outline of strengthening technology of surface deformation[J].Equipment Manufactring Technology,2007 (4):69-71.
[3] 楊建東,田春林,金海峰,等.固著磨料研磨對工件表面殘余應力的影響[J].中國表面工程,2002(4):37-38.Yand Jian-dong,Tian Chun-lin,Jin Hai-feng,et al.Effect of solid abrasive lapping on residual surface stress[J].China Surface Engineering,2002(4):37-38.
[4] 薛進學,趙波,焦鋒.超聲高速研磨陶瓷表面殘余應力特性研究[J].金剛石與磨料磨具工程,2009(4):56-61.Xue Jin-xue,Zhao Bo,Jiao Feng.Experimental research on the surface residual stress in ultrasonic lapped surface of engineering ceramics[J].Diamond&Abrasives Engineering,2009(4):56-61.
[5] 陳建,原一高,吳賀龍,等.研磨工藝對工件表面粗糙度及殘余應力的影響[J].工具技術,2009,43(5):16-18.Chen Jian,Yuan Yi-gao,Wu He-long,et al.Effect of lapping process on surface roughness and residual stress of part[J].Tool Engineering,2009,43(5):16-18.
[6] Ren C Z,Wang T Y,Jin X M,et al.Experimental research on the residual stress in the surface of silicon nitride ceramic balls[J].Materials Processing Technology,2002,129:446-450.
[7] Yan Ji-wang,Asami Tooru,Harada Hirofumi,et al.Fundamental investigation of subsurface damage in single crystalline silicon caused by diamond machining[J].Precision Engineering,2009,33:378-386.
[8] Lucca D A,Shao L,Wetteiand C J,et al.Subsurface damage in(100)ZnSe introduced by mechanical polishing[J].Nuclear Instruments and Methods in Physics Research B,2006,249:907-910.
[9] 梅亞莉,景國榮.GCr15鋼球的表面形變強化性能[J].軸承,1997(5):34-46.Mei Ya-li,Jing Guo-rong.Surface deformation peening property of GCr15 steel balls[J].Bearing,1997(5): 34-36.
[10] 李華瑞.材料X射線衍射分析實用方法[M].北京:冶金工業出版社,1994:39-48.
[11] 胡華南,陳澄洲,周澤華.剝層測量殘余應力的修正[J].華南理工大學學報:自然科學版,1992,20(4): 47-56.Hu Hua-nan,Chen Cheng-zhou,Zhou Ze-hua.On modification to measured data of residual stresses in machined surface layer by removal of layer[J].Journal of South China University of Technology:Natural Science,1992,20(4):47-56.
[12] 米谷茂.殘余應力的發生與對策[M].朱荊璞,邵會孟,譯.北京:機械工業出版社,1983:152.
[13] 朱光輝,高斌,仵永剛,等.圓錐滾子形變強化表層的殘余應力分布[J].理化檢驗-物理分冊,2007,43 (8):382-385.Zhu Guang-hui,Gao Bin,Wu Yong-gang,et al.Distribution of residual stress in strain strengthened surface layer of tapered roller[J].Physical Testing and Chemical Analysis (Part A:Physical Testing),2007,43(8):382-385.
