基于模糊模式識別的中間產品族分類評價——以總裝化造船為例
2011-03-07 06:21:16于逢平肖洪鈞
艦船科學技術 2011年4期
于逢平,肖洪鈞
(1.大連理工大學,遼寧大連116024;2.大連船舶重工集團公司,遼寧大連 116001)
0 引言
在實施總裝化造船過程中,一個關鍵的問題是對總裝化造船中間產品族的分類方案的評價問題,這種問題屬于多對象多指標多等級的識別問題,不能用傳統的主成分分析法、灰色關聯度法、AHP、TOPSIS、模糊綜合評判法等方法來研究,因而本文嘗試采用模糊模式識別模型方法。
1 中間產品族的專業化生產
總裝化造船模式是以敏捷制造、精益生產、大規模定制等先進制造理念和統籌優化等理論為指導,應用成組技術原理,以中間產品為導向,按區域組織生產,殼、舾、涂作業在空間上分道,時間上有序,實現殼舾涂一體化和設計、生產、管理一體化,均衡、連續的造船模式。它把傳統造船按功能、系統、專業的設計、生產、管理方式,改變為按區域、階段、類型的設計、生產、管理方式,把船廠從“全能廠”性質改變為“總裝廠”。
從鋼材預處理到下料加工、分段零部件的制作(或外購)、分段制造、總段組合、船臺組合及碼頭試驗交船,形成1條總裝造船生產線,這一生產線成為造船生產的主流程。總裝造船生產線是成組多品種生產線。在這一生產線中,按板材、型材和平面、曲面、立體等不同分類,實行空間分道、時間有序及逐級總裝的生產組織形式,進而形成以中間產品為導向,殼舾涂一體化總裝造船的生產線。管子和其他舾裝件的制作則被從這一主流程中分離出來。管子加工按大管、中管、小管和直管、彎管分類,形成管子加工流水線;其他舾裝件,則分類擴散,實行專業化生產。在需要的時候,將需要的設備、管子和其他舾裝件送到需要的地方,以組裝到總裝造船生產線某一制造級的中間產品上。
王利等認為,實現造船總裝化生產,必須把傳統的按系統導向船舶工程分解轉變為以“中間產品”為導向的分散專業化生產的造船模式[1]。在船舶生產中,完全相同的船舶是極少的,但是構成船舶的組成部分,即“中間產品”,相同和相似的很多。所謂“中間產品”是相對最終成品而言的制品。按照總裝化造船模式,船體建造按類型可分成船艙、貨艙、機艙、尾艙、上層建筑部分和合攏與整合;而每個部分又可分解成大分段裝配、分段裝配和小分段裝配;每個分段又可分解成部件裝配、零件裝配和零件加工。分解的結果使1個龐大的復雜工程變成通用性和相似性極大的大量零件及部件加工、裝配問題,而相應的加工、裝配工藝主要是號料、切割、彎曲、拼板、拼裝、裝配、焊接等。因此,以“中間產品”為對象組織生產線連續均衡生產是總裝化造船的客觀要求。
在總裝造船中,整艘船舶可以在零部件、系統部件、多系統模塊、分段及總段5個層次上劃分中間產品。這5個層次上的中間產品的復雜程度逐級增高,它們被逐級擴大裝配(或并行裝配),最后裝配成最終產品(船舶)。
中間產品族的專業化生產,是把相似的中間產品組成中間產品族,在1個專門的區域內(產業集群,如船舶配套產業園區)進行生產的過程。生產區域內生產能力的配置也是根據在該區域內生產的中間產品的工藝流程優化,并按照循環經濟等原則進行的。產品對象專業化生產組織形式具有使用專用設備,標準化生產,生產過程穩定、均衡、連續,以及對工人的熟練程度要求不高等優點。具有成本低、周期短的優勢,從而實現降本增效、節能減排、縮短周期的目標。
2 中間產品族的劃分算法
隨著總裝化造船模式的發展,中間產品分類成組的新方法不斷被開發出來,如改進的聚類分析法、整數規劃法,以及人工神經網絡方法等。鐘宏才等學者認為聚類分析法具有簡單、分類效率高的特點,因而可以選用聚類分析法對中間產品進行分類成組[2]。鐘宏才等把某船4624個部件分為5個部件族。他們認為部件依據什么樣的要求被分在1個族中,全船所有部件被分為多少個部件族,都和船廠的生產實際緊密相關。在生產實際過程中,部件分類依據及部件族的數目需要不斷的調整和改進。
鐘宇光、邱長華、薛開認為,任何事物的特征都是多方面的,側重的角度不同,就需要不同的特征來表現[3]。研究中間產品的分類首先對中間產品的特征作特性分析,從中提取決定成組的關鍵因素,并研究其量化的指標,從而利用數學手段進行分類計算。依據造船生產過程制造級和作業類型劃分特征的描述對象,把造船中間產品按船體建造和管子制造分為板材加工、型材加工、板材成型、型材成型、部件裝配、分段裝配和管子加工等7個特征描述類,并為每1類設計統一的成組分類器模型:

式中:G為每1類的成組劃分;M為加工特征的集合,包括加工方法、加工設備、加工路線、加工批量;C為構件基本特征的集合,包括材料、重量、外形尺寸、空間形狀;E為工裝設備特征的集合,包括平臺、胎架、起吊設備、夾持與定位設備。而神經網絡成組分類器決策模型的輸入和輸出分別對應特征樣本和分類結果。實際應用中,由于各個企業的制造資源不同,用戶可根據企業實際情況,從上述各個特征集合中選擇決定分組的關鍵特征,構造輸入的特征模式。
中間產品的技術標準化、系列化、通用化是提高產品質量、縮短設計生產周期的方向。從結構上分析,成組產品中可以有通用件、標準件、專用件。優秀的標準化設計,通用件占到70%左右,標準件占到20%左右,而專用件(個性件)只占10%左右。因此,增加中間產品的通用化和標準化程度是統籌優化中間產品族的關鍵。同時,一些研究認為,模塊化中間產品區別于中間部件,最重要的特征是中間產品有相對的獨立性和完整性,如將船體分段以中間產品來衡量,應該完成船體裝、焊、割的全部作業,一般不留余量,焊接坡口全部加工好,分段涂裝好,管子舾裝等安裝完,以1個完整產品轉至下道工位。但是,無論是鐘宏才應用聚類分析法對部件進行分類,還是鐘宇光應用神經網絡進行分類,都只是從部件的特征(部件的材料、零件個數、重量、外形尺寸、焊縫長度及空間形狀,焊接位置、翻身、所用焊接設備等;加工特征,構件基本特征,工裝設備特征)出發的,實質上仍是傳統的造船,按功能、系統、專業的設計、生產、管理方式的延續;而總裝化造船需要按區域、階段、類型進行設計、生產和管理,不僅要考慮工藝技術特征,還要考慮不同中間產品的生產效率,以及中間產品的通用化和標準化程度等,要對這些因素進行綜合分析。
3 中間產品分類方案的模糊模式識別評價算法
對于同一分類對象,由于分類方法的不同選擇,會產生多種不同的中間產品分類方案,因此需要對這些分類方案進行評價。
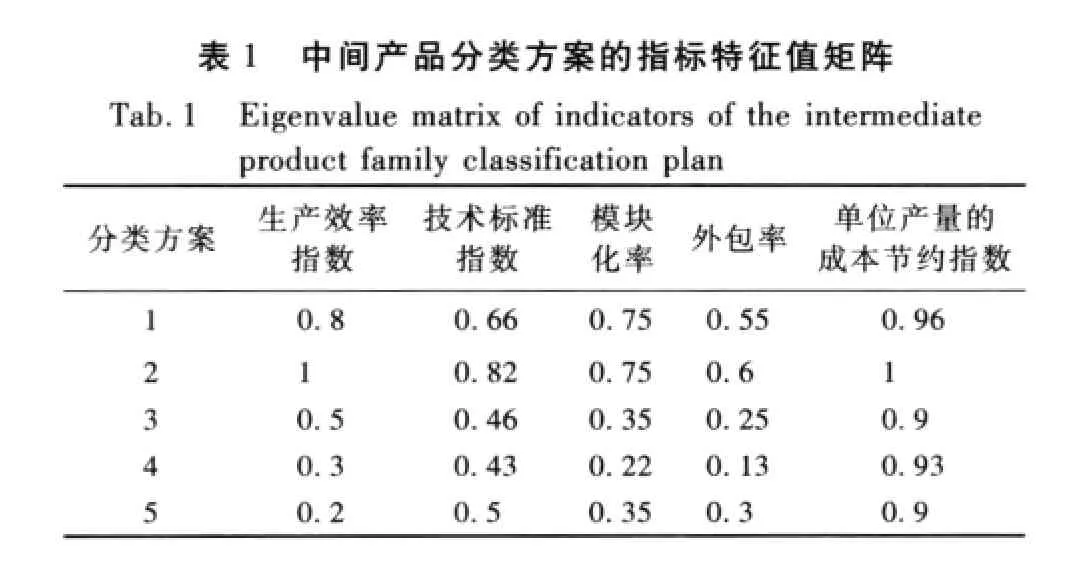
模糊模式識別方法對各種中間產品族的劃分方案進行評價時,首先需要建立評價的模糊集,記為A。設有對A作識別的n個樣本(n個中間產品分類方案),每個樣本有5個指標特征值(每種中間產品分類方案的生產效率——單位時間內的產量、生產技術水準、中間產品的模塊化率、中間產品的外包率、單位產量的成本節約),可用5×n階指標特征值矩陣表示:

式中,xij為樣本j和指標i的特征值,i=1,2,3,4,5; j=1,2,…,n。
某船舶公司有5個中間產品分類方案,其指標特征值矩陣X詳見表1。
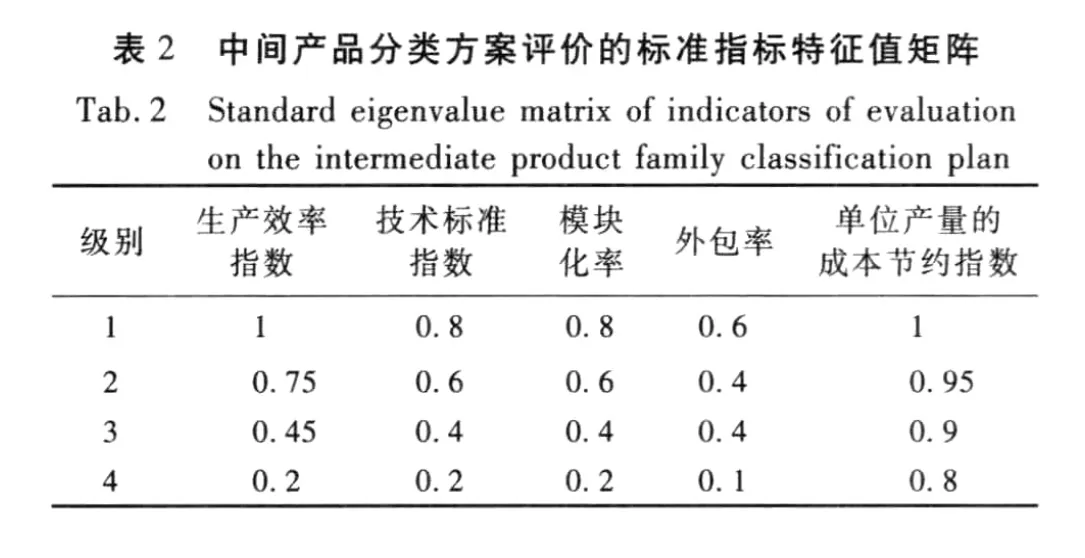
樣本集按c個級別的指標標準特征值進行識別,則有5×n階指標標準特征值矩陣:

式中:yih為級別h和指標i的標準特征值,h=1,2,…,c。
評價該船舶公司的中間產品分類方案的標準指標特征值矩陣Y詳見表2。
指標對A的相對隸屬度函數公式為:
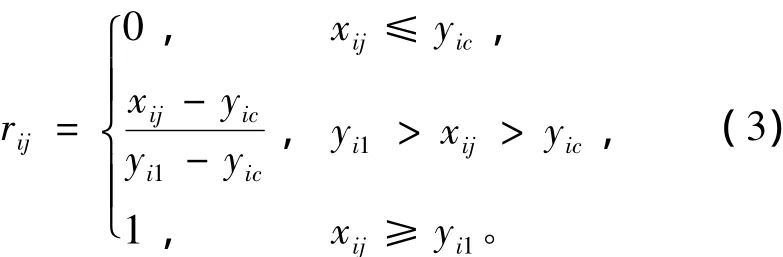
式中:rij為樣本j和指標i的特征值對A的相對隸屬度;yi1和yic分別為指標i的1級與c級標準值。
級別h和指標i的標準值yih對評價集A的相對隸屬函數公式為[4]:
式中:sih為級別h和指標i的標準值對A的相對隸屬度。
用指標相對隸屬函數式(3)和式(4),把指標特征值矩陣式(1)與指標標準特征值矩陣式(2)變換為對A的相應的相對隸屬度矩陣:

由矩陣R知樣本j的5個指標相對隸屬度rj=[r1j,r2j,…,r5j]T,將rj中的指標1,2,…,5的相對隸屬度r1j,r2j,…,r5j分別與矩陣S中的第1,2,…,5行的行向量即式(6)逐一地進行比較,可得rj落入矩陣S的級別下限aj與級別上限bj。
應用樣本j對評價集A級別h的最優相對隸屬函數公式:
式(7)和式(8)中含有指標權重wi,確定wi的方法可以從評價的整體性方面考慮。
從評價的整體性考慮,設指標i的權重矩陣為W=[wji],根據指標相對隸屬度越小,權重越大,且I為元素全為1的矩陣,應有
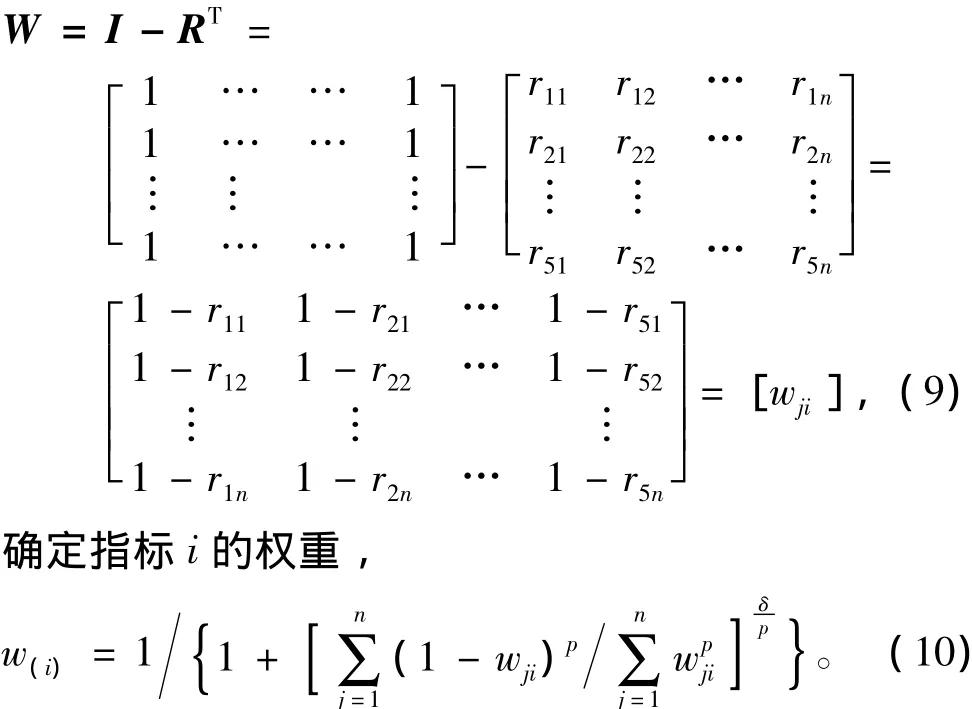
應用式(9)和式(10)可以求得每個分類方案對于每個分類等級的隸屬度,以及各個指標特征值的權重,從而對不同的中間產品族劃分方案做出評價。
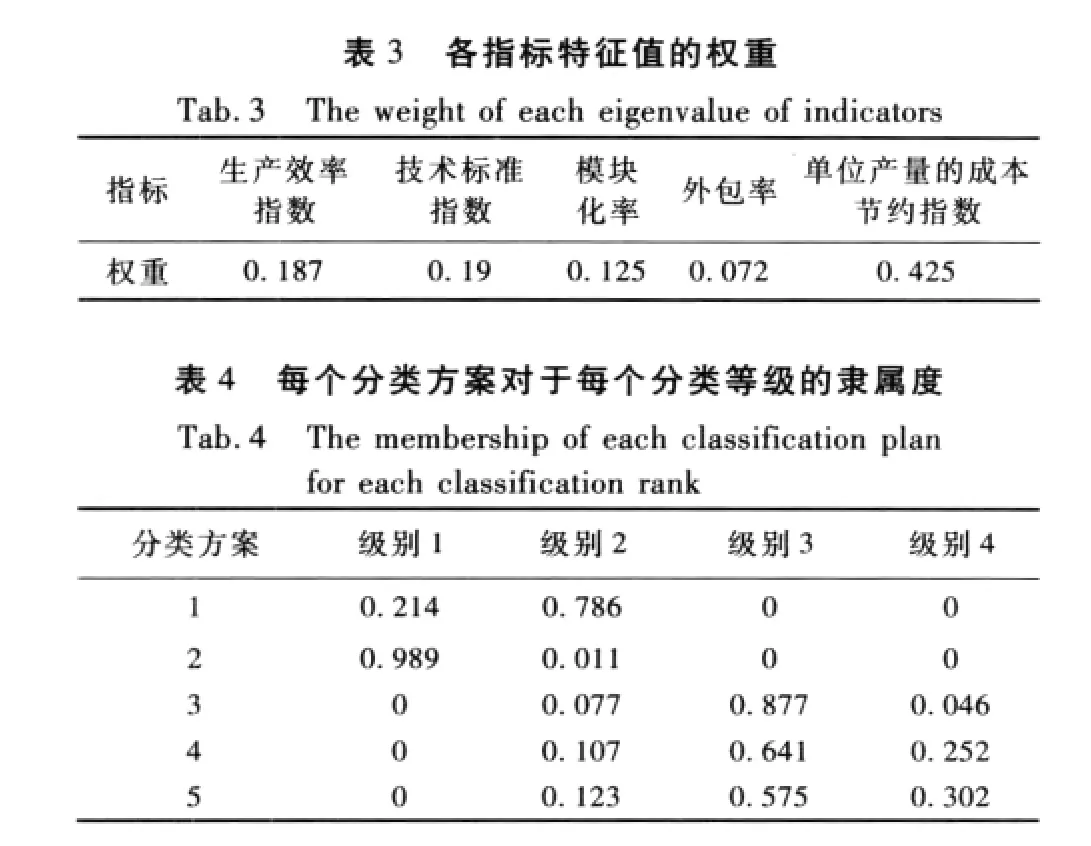
從表4可以看出,分類方案1的“級別2”的隸屬度是0.786,這說明分類方案1在78.6%的概率意義上屬于“級別2”;同樣,分類方案2在98.9%的概率意義上屬于“級別1”;分類方案3在87.7%的概率意義上屬于“級別3”;分類方案4在64.1%的概率意義上屬于“級別3”;而分類方案5在57.5%的概率意義上屬于“級別3”。從評價結果看,應選擇分類方案2。
4 結語
從本文的探討看,總裝化造船中,會有多種不同的中間產品族的分類方案,可以利用模糊模式識別方法對各種分類方案的優劣進行評價。首先用5個指標特征值(每種中間產品分類方案的生產效率——單位時間內的產量、生產技術水準、中間產品的模塊化率、中間產品的外包率、單位產量的成本節約)對每個分類方案進行量化,而為了確定出每個分類方案的等級,就需要制定出各等級的指標特征值的標準值,然后利用模糊模式識別方法計算出各個指標特征值的權重以及每個分類方案對于每個分類等級的隸屬度。
應用多級模糊模式識別模型進行總裝化造船中間產品族的分類方案的評價,以相對隸屬度、隸屬函數為基礎,建立多級模糊模式識別模型,本文的評價結果表明,該方法是科學合理的。
[1]王利.基于造船總裝生產線的船廠生產計劃與控制分析[J].華東船舶工業學院學報(自然科學版),2001,15 (3):79-83.
WANG Li.The production plan and control analysis of shipbuilding enterprise on shipbuilding production line[J].Journal of East China Shipbuilding Institute,2001,15(3): 79-83.
[2]鐘宏才,蔣如宏,譚家華.造船系統中間產品加工族劃分的研究[J].船舶工程,2003,25(3):57-61.
ZHONGHong-cai,JIANGRu-hong,TANJia-hua.Research onformationofinterimproductfamilyin shipbuilding[J].Ship Engineering,2003,25(3):57-61.
[3]鐘宇光,邱長華,薛開.基于ART2模型的造船系統中間產品成組分類研究[J].中國造船,2006,47(2):108-113.
ZHONG Yu-guang,QIU Chang-hua,XUE Kai.Research on classification of interim product families in shipbuilding based on ART-2 network[J].Shipbuilding of China,2006,47(2):108-113.
[4]陳守煜.復雜水資源系統優化模糊識別理論與應用[M].長春:吉林大學出版社,2002.
CHEN Shou-yu.Fuzzy recognition theory of optimization for complex water resources systems with applications[M].Changchun:Jilin University Press,2002.
猜你喜歡
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:25:56
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數理化·七年級數學人教版(2019年4期)2019-05-20 10:06:32
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:06
中國軍轉民(2017年6期)2018-01-31 02:22:28
初中生世界·七年級(2017年9期)2017-10-13 22:27:46
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14