甲醇裝置凈化系統設計思路
2011-03-05 09:22:06劉波
化工設計通訊 2011年6期
劉 波
(黑龍江北大荒農業股份有限公司浩良河化肥分公司,黑龍江伊春 153103)
黑龍江北大荒農業股份有限公司浩良河化肥分公司甲醇裝置設計產能為100kt/a。經過了13個月的建設,于2006年8月進入設備試車階段。并于當年11月份順利生產出精甲醇產品。裝置投產后,甲醇產品質量穩步提高,生產的優級品甲醇符合GB338-2004優等品標準,而且產品中乙醇含量不超過50×10-6,深受市場歡迎。
在甲醇裝置的生產中,凈化系統是甲醇合成的前工段,也是為合成甲醇服務的,合成甲醇不僅要求合適的新鮮氣組分,更要求去除原料氣中的毒物成分,為甲醇合成創造良好的條件。因此,甲醇凈化系統的正常穩定連續高效運行,就成為甲醇生產的關鍵。現就我公司甲醇凈化的設計思路作一闡述。
1 甲醇凈化設計原則
(1)首先要從節約能源、降低消耗的大局出發進行工藝設計。
(2)要考慮甲醇合成的要求。甲醇凈化歸根結底是為甲醇合成服務的,因而凈化的工藝路線就要圍繞著甲醇合成展開。不僅要求甲醇凈化出口新鮮氣組成達到合成甲醇的要求,更要求新鮮氣中毒物組分總硫在0.1×10-6以下,才能保證甲醇合成催化劑的安全,以及生產出有品質保證的粗甲醇產品。
(3)要保證甲醇合成所需組分在工藝指標范圍之內。甲醇合成反應如下:

從甲醇合成反應不難看出,凈化出口新鮮氣中要有H2、CO、CO2的成分,其組成要符合f的要求。
(4)原料氣中各組分的百分含量決定了工藝路線的選擇。甲醇系統的原料氣來自德士古水煤漿加壓氣化裝置,其氣體組成如下:
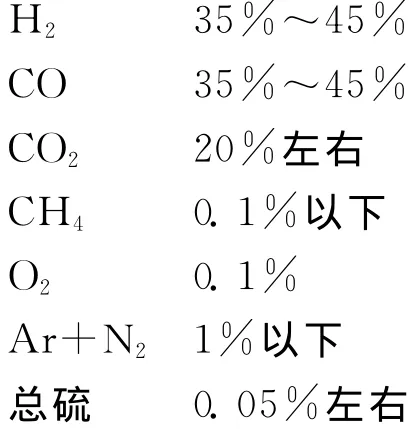
我公司與甲醇裝置配套的是德士古水煤漿加壓氣化裝置,該裝置所產的水煤氣中CO+H2含量在80%左右,其中的CO要轉化掉一部分;而總硫接近0.05%,必須按要求脫除掉。其中,有機硫的百分含量僅占0.005%,但有機硫的脫除很難,要先轉化為無機硫,再脫除。
2 甲醇凈化路線的選擇
2.1 CO變換工藝
甲醇凈化的設計原則明確以后,對組分調整和脫除氣體中毒物成分的先后順序要作一選擇。我公司選擇了CO變換作為本裝置的第一道工序,并選用了當前甲醇凈化應用較多的耐硫變換催化流程。此流程中先經過中變廢鍋降低汽氣比,然后用耐硫變換催化劑把CO轉變為CO2(轉化率達50%即可達到要求),使工藝氣中的CO含量降為19.6%。耐硫變換流程有以下優點。
(1)通過廢熱鍋爐,降低汽氣比的同時,產生低壓蒸汽,有效利用熱量,節約能源。
(2)耐硫變換催化劑可以在高硫濃度下催化,不影響催化劑活性。
(3)不至于發生反硫化現象,與德士古氣化順利銜接。
(4)在進行變換反應的同時,還有有機硫轉化為無機硫的反應。原料氣中的有機硫轉化為無機硫后,可以很方便地處理掉,從而有利于下一步脫硫工序吸收,保證脫硫效果。
(5)變換爐設有跨爐副線,其出口CO含量通過跨爐副線的開度,可以很方便地調節。
2.2 中溫水解轉化工藝
在耐硫變換過程中,有部分原料氣不通過催化床層,直接進入后部工序,其中的有機硫因沒有通過催化劑仍以有機硫的形式存在。有機硫直接用濕法脫硫的方式消除,很難達到甲醇合成催化劑對硫含量的要求。因而在耐硫變換之后設置了中溫水解轉化過程,其主要催化成分為活性TiO2,活性溫度在150~200℃之間,其對有機硫的轉化率在98%以上。反應方程式為:
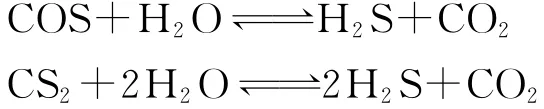
經過水解轉化后,COS、CS2等有機硫轉化為可以很容易處理的H2S,在后部工序中消除。
2.3 濕法脫硫
我公司脫除大部分H2S是通過濕法脫硫來實現的。原料氣在經過了中溫水解轉化以后,COS和CS2含量降為5×10-6以下,H2S則由0.028%增長為0.0594%,也就是說,其中98%以上的有機硫都已經轉化為H2S。濕法脫硫工序是真正脫除H2S的第一道工序,在此前的工藝處理過程中,只是把有機硫轉化為無機硫。我公司采用Na2CO3溶液作為吸收劑,用高效的888脫硫劑作為催化劑,脫硫的富液采用氧化再生。經過濕法脫硫以后,氣體中的絕大部分H2S和部分有機硫被脫除掉,氣體中的總硫降為10×10-6以下,送入脫碳工序。
2.4 熱鉀堿法脫碳
原料氣經過濕法脫硫以后,進入脫碳工序,這也是調整氣體組分的最后一道工序。我公司采用熱鉀堿法脫碳,為兩脫碳塔并聯吸收,一塔再生的運行方式。吸收液為含有氨基乙酸的K2CO3溶液,吸收了CO2的富液采用熱再生。再生采用在再生塔底再沸器加入間接蒸汽加熱的方式。再生后的貧液重新具備了吸收功能,如此循環往復,完成脫碳過程。在此過程中,工藝氣中的CO2含量調節手段較多,可通過對富液再生的程度來調節;也可通過加入貧液的量來控制。通過這些調節手段可以順利地完成CO2的吸收并且精確地進行組分的調整。脫碳后的氣體進入精脫硫工序。
脫碳后的工藝氣中CO2在2%~4%,CO控制在27%左右,H2控制在68%左右。
2.5 精脫硫工序
經過濕法脫硫以后,氣體中毒物成分有機硫和無機硫含量大大降低,在10×10-6以下。但是還沒有達到甲醇合成的要求(<0.1×10-6),必須進行精脫硫。我公司采用了常溫水解法轉化有機硫,配合氧化鋅脫硫劑脫除硫化氫的干法脫硫方式。其中,常溫水解脫硫劑的活性溫度為50~110℃;氧化鋅脫硫劑采取了硫容相同的兩爐脫硫劑串聯的運行方式,之所以這樣,是為了最大限度地保證脫硫效果,達到總硫在0.1× 10-6以下,保護甲醇合成催化劑,同時延長脫硫劑使用壽命的目的。其中,常溫水解轉化的原理與中溫水解相同。
精脫硫出口新鮮氣中設有有效成分 H2、CO、CO2的在線分析儀,操作時可根據即時的在線分析數據調整氣體組分。從精脫硫出來的新鮮氣已經完成了組分調整和毒物硫的清除任務,從凈化界區出工段,進入甲醇合成裝置。
2.6 設計流程
至此,甲醇凈化裝置的設計思路就清晰了,把它連貫起來可以用圖1表示出來。

圖1 凈化工藝流程
3 甲醇凈化裝置運行總結
本裝置在經歷了13個月的建設期以后,于2006年8月進入設備試車階段,并于2006年10月底投料運行,2006年11月打通全流程,順利生產出合格的精甲醇產品。裝置試車及投料都進行得非常順利,2008年10月通過負荷測試,月產精甲醇10kt以上,達到了設計產能。
根據裝置的總體設計,并結合幾個周期的實際生產運行以后,現將裝置的特點總結如下。
(1)節約能源,降低消耗。原料氣通過中變廢鍋副產低壓蒸汽,小時產蒸汽達26t,除了可供脫碳再生塔再沸器使用(小時消耗蒸汽18t)外,還有富余。合理利用熱量,真正做到了節能降耗。
(2)與德士古氣化裝置匹配連貫,合理順暢。德士古氣化裝置出口水煤氣具有有效氣成分含量高,汽氣比適中,無機硫含量較高,同時CO含量高的特點,因而我公司采用部分氣耐硫變換的方法,首先把部分CO轉化為CO2,并將大部分有機硫轉化為無機硫。與德士古氣化裝置順利銜接。最終達到新鮮氣進入甲醇合成裝置的組分和毒物硫的濃度符合要求。
(3)調整組分迅速及時。在本裝置中,CO的含量可通過中變爐的跨爐副線,很方便地進行調節,必要時還可以通過調節中變爐的熱點溫度控制CO的含量。而CO2的含量則可通過脫碳再生塔加入間接蒸汽的量來調節。組分調整很快,給后部工序的正常生產提供有利條件。
(4)毒物成分脫除徹底。在本裝置中,對毒物硫的脫除可以說做到了 “除之務盡”、“游刃有余”。首先是在中變爐把有機硫轉變為無機硫,其轉化率可達到98%以上,而通過跨爐副線的原料氣中的有機硫則通過中溫水解進行轉化。通過兩步轉化后,進入脫硫塔進行脫除,因為甲醇合成裝置對硫的要求是10-7數量級,在濕法脫硫的基礎上,后面又進行了常溫有機硫水解轉化,把極其微量的有機硫轉化為無機硫,并用兩臺氧化鋅爐子串聯吸收。從而確保了送入合成裝置的新鮮氣硫含量在0.1×10-6以下,使合成催化劑免受傷害。
(5)系統加減負荷快捷。裝置在加減負荷時,脫硫脫碳系統都可通過加減溶液循環量或切除一臺吸收塔的方式,使工藝氣體順利通過,從而給前后工序加減量和穩定運行帶來方便。
4 結 語
浩良河化肥分公司甲醇凈化裝置工藝設計合理、工藝處理過程前后連接順暢、處理手段精確,在設計上充分考慮了組分調整和徹底脫除含硫物質的需要。設備運行至今,從未有因出口新鮮氣硫含量高而傷害甲醇催化劑的情況發生。不僅如此,我公司凈化裝置節能效果顯著。生產中在滿負荷的情況下,小時可外送蒸汽8t入分公司蒸汽管網。截至目前,我公司凈化裝置只更換了一爐氧化鋅催化劑。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年3期)2014-08-16 13:23:50
