外護罩加工工藝及定位心軸的設計
2011-02-01 07:57:36陳堪權
科技傳播 2011年12期
陳堪權
廣東省湛江市技師學院,廣東湛江 524037
0 引言
在機械零件加工過程中,往往遇到一些形狀不規則而材料又較特殊的零件,如圖1所示的外護罩零件,如使用常規傳統加工方法很難保證零件的加工精度和產品質量,甚至無法加工;需要編制先進的加工工藝和設計合理的定位夾具來保證產品的加工精度并提高生產率。
1 零件分析
外護罩零件材料為0Cr18Ni9(0Cr19Ni9、304)不銹鋼材質,具有良好的綜合性能。但由于0Cr18Ni9不銹鋼屬于難切削材料,在編制加工工藝和選用刀具時,必須考慮加工面精度要求和零件變形等各方面因素:
1)外護罩零件薄細,加工缺口圓周圓弧斜面時受到零件薄細的限制,存在零件跳動、刀具振動難以加工的現象;
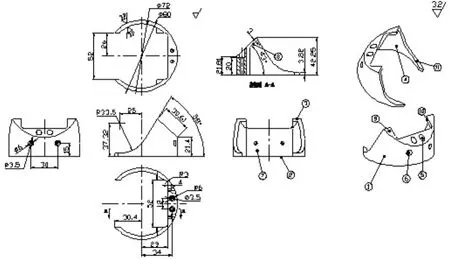
圖1
2)裝夾困難,易于變形。由于外護罩形狀獨特,零件圓周受力薄弱,在加工過程中難以裝夾定位,在夾持部位易造成工件的變形;
3)內孔形狀特殊。在加工內孔Φ72mm時,無法用車削擴孔、鏜孔、插孔等方法進行加工;
4)材料特殊,增加切削難度。產品采用0Cr18Ni9不銹鋼,此材料抗拉強度高,延伸率大、韌性大,采用普通刀具加工時,會出現粘刀現象造成刀具損傷和崩刃、零件報廢的嚴重后果。
2 加工精度分析
外護罩的加工精度在很大程度上取決于機床的精度,刀具、夾具對工件加工精度的影響也較大。加工精度在數值上通過加工誤差的大小來表示,刀具誤差對加工精度的影響隨刀具的種類不同而不同。一般刀具(如車刀、鏜刀、銑刀等)的制造誤差對加工精度沒有直接的影響;定尺寸刀具(如鉆頭、鉸刀、拉刀等)的尺寸誤差直接影響被加工零件的尺寸精度;成形刀具(成形刀、成形銑刀等)的誤差主要影響被加工面的形狀精度;刀具的磨損會直接影響刀具相對被加工表面的位置,造成被加工零件的尺寸誤差。夾具的作用是使工件相對于刀具和機床具有正確的位置,其制造誤差對工件的加工精度(特別是位置精度)有很大影響。因此,應在滿足公差范圍要求的前提下,優選經濟合理的加工方法以提高機械加工的生產率。
3 工藝設計
外護罩的切削工藝包括加工面及加工基準的確定、加工工序的確定、加工刀具的選用和切削用量的確定等方面。
3.1 加工面及加工基準的確定
主要加工面和主要基準面的確定見表1所示。
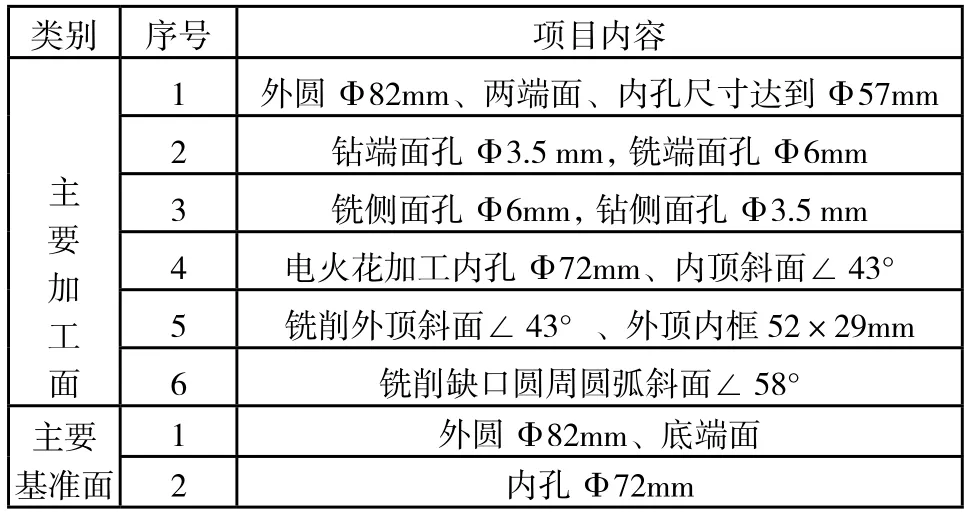
表1 外護罩加工面及加工基準的確定
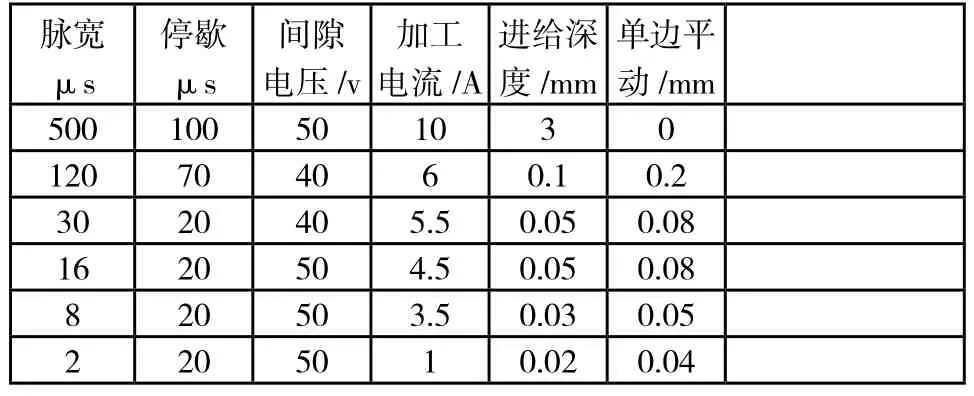
表2 電火花加工規準
3.2 零件加工工序
根據外護罩的加工難度及其工作量,綜合考慮加工精度和提高生產效率的前提下,優化加工工藝,盡可能減少加工工序,特制定如下加工工序(見表3)。
?
3.3 加工刀具的選用
刀具的選擇應根據機床的加工能力、工件材料的性能、加工精度、加工工序、切削用量等相關因素正確選用。為了解決不銹鋼特有的切削加工難題,要對加工零件的形狀和性能進行深入細致的研究,例如,外護罩的加工是根據高速鋼刀具、硬質合金刀具、涂層刀具和陶瓷刀具等四種刀具的性能特點和適用范圍進行綜合分析、合理選用,從而有效提高零件加工精度。由于YB135涂層硬質合金銑刀,具有高硬度、高耐磨性,適宜在高速下粗加工;YB125涂層硬質合金銑刀,有很好的耐磨性和抗塑性變形能力,適宜在高速下精加工。采用刃口精細化和表面平滑化處理的涂層刀具,有效抑制毛刺的產生,減少粘刀現象的發生,防止刀具發生微小崩刀及突發性崩損,可實現優異穩定的切削加工,因此優先選用涂層刀具進行加工。
3.4 切削用量的確定
對于不同的加工方法,需要選用不同的切削用量。粗加工一般以提高生產率為主,半精加工和精加工應在保證加工質量的前提下,兼顧切削效率、經濟性和加工成本。切削用量的選擇原則是保證零件加工精度、表面粗糙度和刀具耐用度,充分發揮機床、刀具切削性能,最大限度地提高生產率,降低成本。
1)確定銑前平面背吃刀量(銑削深度)ap:根據零件加工余量和加工表面粗糙要求,確定銑削為粗、精兩次加工,查閱實用機械加工工藝手冊和數控系統用戶手冊可得粗銑ap=3.2mm,精銑ap=0.8mm;
2)確定銑前平面側吃刀量(銑削寬度)ac:根據零件加工要求和零件加工面的寬度尺寸,采用Φ20mm YB135涂層硬質合金帶整體刀頭的4齒立銑刀,粗精銑ac=(0.6~0.9)d=12~18mm,取ac=15mm;
3)確定銑前平面進給量f:根據機床進給系統的強度和剛性、工件剛度和表面粗糙度的要求。查閱實用機械加工工藝手冊和數控系統用戶手冊可得每齒進給量fz粗=0.10mm/z,fz精=0.04mm/z,故 f粗 =fz粗 z=0.4mm/r,f精 =fz精 z=0.16mm/r;
4)確定銑前平面切削速度vc:根據機床功率和在保證合理的刀具耐用度的前提下,查閱實用機械加工工藝手冊可得粗銑vc=70m/min,精銑vc=90m/min;
5)確定銑前平面進給速度vf:由vc=πdn/1000,故粗銑n=1000Vc/πd=1114.65 r/min,精 銑 n=1000Vc/πd =1433.12 r/min。查閱數控系統用戶手冊取粗銑n=1100r/min,精銑n=1500r/min。粗銑時vf=fn=440mm/min精銑時vf=fn =240mm/min。
同理,可計算出鉆削、車削等加工平面、圓弧、螺紋孔的切削用量,在此不作詳述。
4 電火花加工及電極設計
用電火花加工內孔Φ72mm、內孔平面、內頂斜面∠43°并進行電極設計。
4.1 電火花加工參數的確定
根據材料特性及加工效率,設定電火花加工規準見表2所示。
4.2 電極設計
電極設計的目的主要是為了完成內孔Φ72mm、內孔平面、內頂斜面∠43°的成型加工,因此設計的出發點是整體電極。又考慮到整體電極的加工存在困難,不利于加工生產,所以采用組裝整體電極。加工內孔Φ72mm為電極1,加工內孔平面為電極2,加工內頂斜面∠43°為整體電極,如圖2、3、4所示。電極1圓柱平面槽上通過兩個螺絲將電極2固定,加工出頂斜面∠43°,形成整體電極。
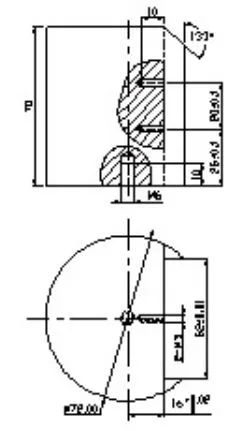
圖2
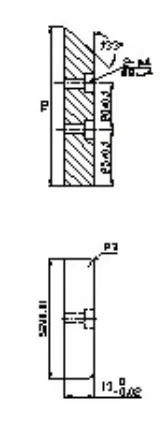
圖3
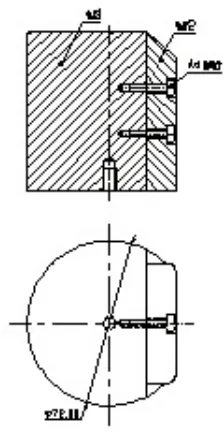
圖4
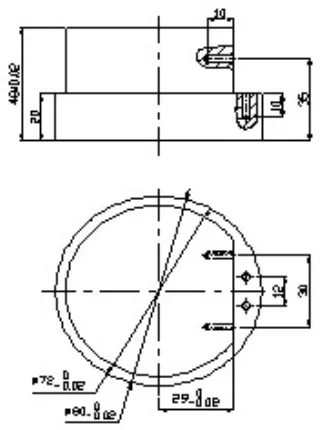
圖5
4.3 電火花成型加工
此工序在加工時,按設計好的規準進行加工,以達到零件精度要求。在加工過程中,注意電極的校正、電極損耗程度來調整加工規準,并分別用粗電極、精電極加工,以保證加工精度和滿足技術要求。
5 銑削外頂斜面∠43°、外頂內框52×29mm等及定位心軸的設計
銑削外頂斜面∠43°、外頂內框52×29mm、缺口圓周圓弧斜面∠58°需要正確選擇定位基準并設計定位心軸。
5.1 定位基準的選擇
在加工外頂斜面∠43°、外頂內框52×29mm、缺口圓周圓弧斜面∠58°工序時,外護罩內孔Φ72和內頂斜面∠43°已經加工到要求尺寸。因此選用外護罩內孔Φ72作為定位基準,配合專用心軸定位,完全限制了工件的6個自由度。
5.2 定位心軸的設計
定位心軸的設計主要是限制工件的自由度,通過心軸圓柱面右側一平面與外護罩內孔Φ72平面緊密配合,配合側面緊固螺釘、心軸軸肩和緊固螺釘,限制了外護罩的6個自由度,達到定位作用,定位心軸的設計如圖5所示。
5.3 銑削外頂斜面∠43°、外頂內框52×29mm
將外護罩安裝在定位心軸上,用螺釘從側面和上面兩個方向將其固定,使用V型架夾持定位心軸,夾持高度不超過外護罩底面3mm,配合分渡頭裝夾加工。先粗加工再精加工,其加工順序為:加工外頂斜面∠43°、外頂內框52×29mm,在加工外頂內框時要換刀進行加工。
5.4 銑削缺口圓周圓弧斜面∠58°
此工序在加工時,由于使用定位心軸支承定位、V型架夾持,保證了在加工過程中零件的剛性,避免加工刀具振刀、零件晃動和變形,達到定位夾具設計的要求和零件加工的各項指標。
6 結論
現代機械產品對加工精度和生產率提出了越來越高的要求,數控機床加工已成為機械加工中的重要裝備,在加工復雜形狀和特殊材料的零件時,對數控加工的工藝設計提出更高的要求。為優化設計加工工藝,關鍵在于正確選取切削用量和配合專用夾具的設計,充分發揮機床和刀具的整體性能,減少輔助裝夾、換刀時間,從而可靠地保證工件的加工精度,最大限度提高生產率和產品質量。
[1]陳宏鈞.實用機械加工工藝手冊[M]. 2版.機械工業出版社,2003.
[2]陳子銀.模具數控加工技術[M].人民郵電出版社,2006.
[3]梁炳文.機械加工工藝與竅門精選[M].中化出版社機械工業出版社,2000.
[4]周成統.銑工工藝與技能訓練[M].人民郵電出版社,2009.
[5]北京凱恩帝數控技術公司.KND-100M銑、鉆、鏜床用數控系統用戶手冊.北京凱恩帝公司,2005.