基于螺紋基本牙型和參數定義的最佳測針直徑
2011-01-17 05:15:38宮美望王召孟劉文君
中國測試 2011年1期
宮美望,王召孟,劉文君
(1.青島市計量測試所,山東 青島 266071;2.青島市水利勘測設計研究院,山東 青島 266071)
基于螺紋基本牙型和參數定義的最佳測針直徑
宮美望1,王召孟1,劉文君2
(1.青島市計量測試所,山東 青島 266071;2.青島市水利勘測設計研究院,山東 青島 266071)
針對不同種類螺紋中徑的測針測量法,論證最佳測針直徑的計算方法和前提條件。根據具體被測螺紋的設計原理和測量方法,重點討論了其基本牙型和參數定義方法對最佳測針直徑的影響。通過幾何分析和理論推導,明確了相應的螺紋中徑計算公式和最佳測針直徑的確定方法。準確的最佳測針直徑可以減小螺紋中徑的測量誤差,尤其是在理論上可以避免牙型角偏差引入的螺紋中徑測量誤差。
螺紋中徑;最佳測針直徑;基本牙型;參數定義;原始三角形高度
1 引 言
一般情況下,螺紋直徑參數在垂直于螺紋軸線的方向定義,螺距在軸線方向定義,原始三角形高度和牙型高度均定義在垂直于軸線的方向上。但是對于我國生產的氣瓶專用螺紋,其螺距在圓錐體母線方向定義,且原始三角形高度和牙型高度均定義在垂直于圓錐體母線的方向上,可直徑參數定義在垂直于軸線的方向上(位于基面)。此時采用“測針法”測量圓錐外螺紋中徑時,最佳測針直徑的計算應該特別注意。
另外,NPT螺紋的最佳測針直徑計算方法,其與米制普通圓柱外螺紋和前述我國生產的氣瓶專用螺紋不同,以下將有詳細分析,且給出了文獻[1]、文獻[2]、文獻[3]和文獻[4]中所采用最佳測針計算公式的不足之處。
2 米制普通圓柱外螺紋(M)
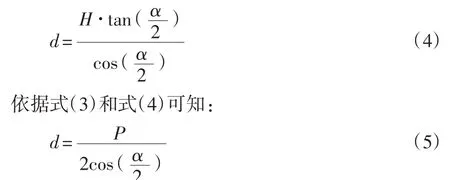
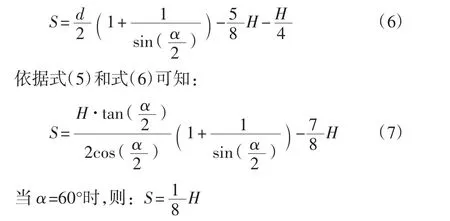
米制普通圓柱外螺紋(M)的牙型角為60°,基本牙型和參數定義如圖1所示,主要用于緊固連接,應用廣泛。最佳測針與牙側的兩接觸點都位于中徑線上,使用測針法測量螺紋中徑時,在不考慮修正值的情況下,則中徑d2的計算公式:

依據圖1的幾何關系可知BC的計算方法:

圖1 普通圓柱外螺紋的基本牙型
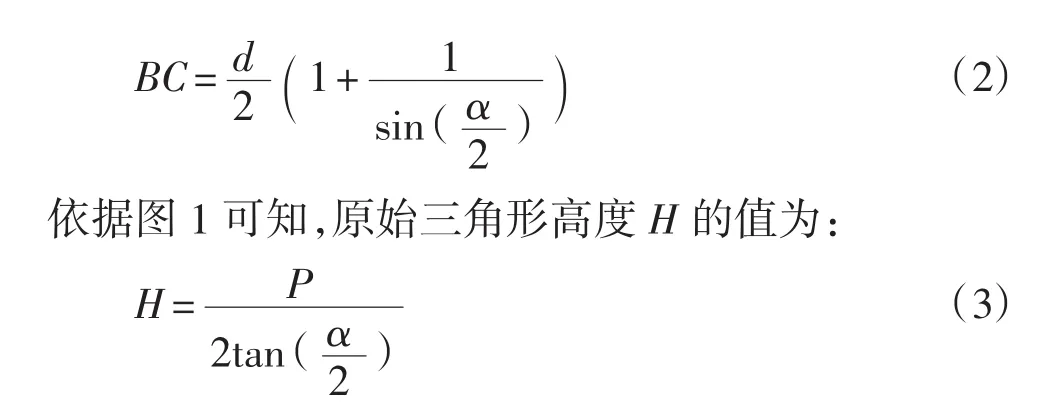
式中:M——“測針法”測量時的讀數值;
H——螺紋原始三角形高度;
d——最佳測針直徑;
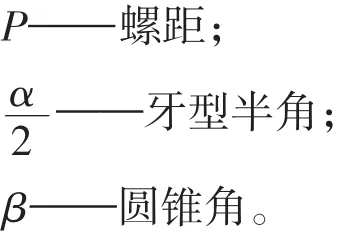
P——螺距;
依據式(3),因為 α=60°,則米制普通圓柱外螺紋原始三角形高度H=0.866025P。
2.1 米制普通圓柱外螺紋的最佳測針直徑d的計算方法
對于米制普通圓柱外螺紋,依據“測針法”的測量原理和基本牙型及參數定義,在不考慮螺旋升角的影響時,則最佳測針直徑d的計算公式為:
對于米制普通圓柱外螺紋,最佳測針直徑采用式(5)進行計算。
另外,在使用“測針法”測量外螺紋中徑時。最佳測針外圓外側與齒頂之間的距離S為原始三角形高度H的。因此,在不得不使用非最佳測針時,則測針直徑選擇應保證測針與牙側的接觸點偏離中徑位置的距離小于牙側長度(角邊長),以防止測量時發生干涉現象。關于這一點國家計量檢定規程JJG 888-1995《圓柱螺紋量規》中第3頁有相關規定。
3 米制梯形螺紋(Tr)
米制梯形螺紋(Tr)的牙型角為30°,主要用于傳動,也可用于緊固連接。
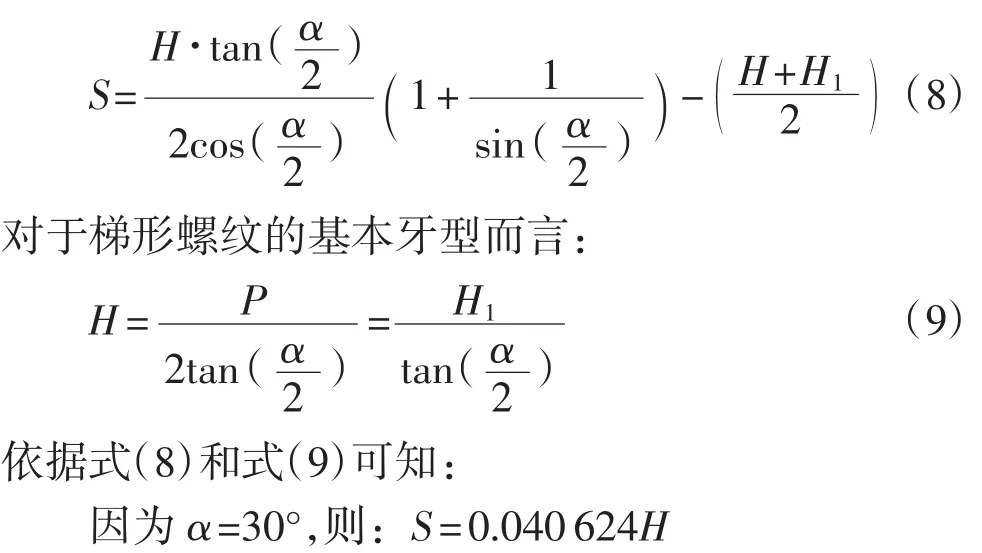
米制梯形螺紋的牙型角平分線垂直于軸線,螺距定義在軸線方向,錐度為零,螺紋基本牙型如圖2所示。其原始三角形高度H的值可以采用式(3)計算,α=30°時,則 H=1.866025P,且規定 H1=0.5P。
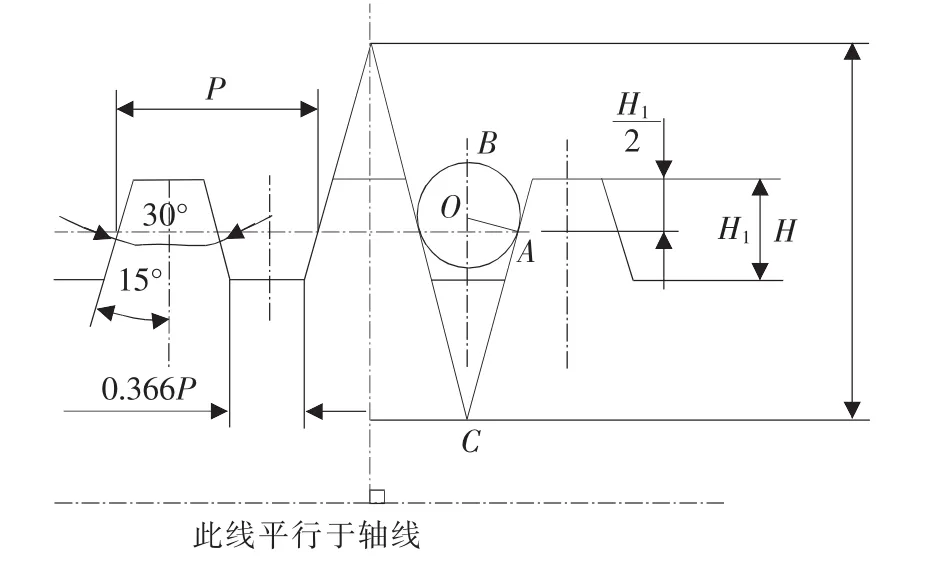
圖2 梯形外螺紋的基本牙型
3.1 米制梯形螺紋的最佳測針直徑d的計算方法
對于米制梯形外螺紋,在不考慮螺旋升角的影響時,最佳測針直徑也可以采用式(5)進行計算,因為其使用最佳測針測量中徑時,理論上測針與牙側的兩接觸點位于中徑線上,且螺距定義在軸線方向。
另外,由于梯形螺紋基本牙型的特點,最佳測針外圓外側與齒頂之間的距離S大約為原始三角形高度H的。因此,在不得不使用非最佳測針時,則測針直徑應選擇略大于理論最佳測針直徑,以防止測量時發生干涉現象。關于這一點國家計量檢定規程JJG 888-1995《圓柱螺紋量規》中第4頁也有提及。
4 NPT密封圓錐外螺紋
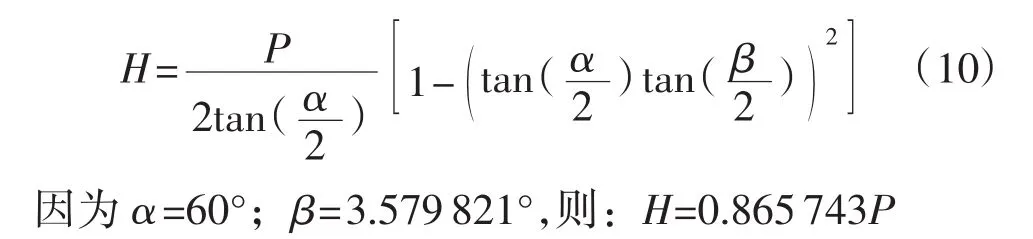
NPT螺紋的基本牙型如圖3所示,圓錐螺紋的牙型角平分線垂直于圓錐體軸線,且螺距P定義在軸線方向,錐度為1∶16,原始三角形高度H和牙型高度h均定義在垂直于圓錐體軸線的方向上。
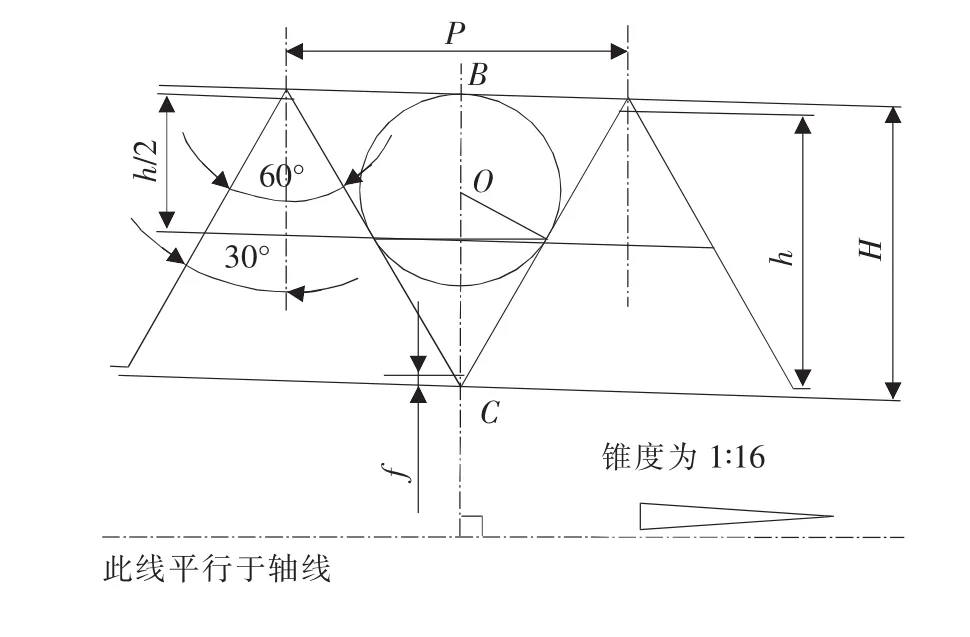
圖3 NPT密封圓錐外螺紋的基本牙型
NPT螺紋基本牙型的原始三角形高度H:
4.1 NPT密封圓錐外螺紋的最佳測針直徑d的計算方法
NPT螺紋使用“測針法”測量中徑時,其最佳測針與螺紋牙槽側面的兩個接觸點不可能位于中徑線上,只能是這兩個接觸點的連線的中點位于中徑線上,且此連線與中徑線的夾角為圓錐半角。依據圖3的基本牙型的幾何關系和參數定義方法,結合式(4)和式(10),在不考慮螺旋升角的影響時,則最佳測針直徑d的計算公式為:

式(10)和式(11)中:
H——NPT螺紋原始三角形高度;
d——最佳測針直徑;
需要說明的是,文獻[1]、文獻[2]、文獻[3]和文獻[4]中都給出了密封圓錐外螺紋中徑測量時最佳測針的計算公式。其公式形式一致,如式(12)所示。

其中φ在文獻[2]和文獻[3]中均認為是圓錐角,而按照文獻[1]中的約定則認為是“測量實際中徑處的螺旋升角”。
可在式(12)中無論φ是圓錐角還是“測量實際中徑處的螺旋升角”,式(12)的正確性都值得商榷。
首先,假定式(12)中φ是圓錐角。在不考慮螺旋升角的影響時,在該圓錐螺紋的牙型角平分線垂直于圓錐體軸線且螺距定義在軸線方向時,最佳測針的計算公式應該采用式(11)。
然后,假定式(12)中φ是“測量實際中徑處的螺旋升角”。一般在理想狀態下,對于一般圓柱普通外螺紋其最佳測針與螺紋牙側的兩個接觸點應該在中徑線上,但是對于NPT密封圓錐外螺紋僅可保證其最佳測針與螺紋牙側兩個接觸點的連線的中點位于中徑線上。螺旋升角對測針和牙側接觸點(或接觸點的連線的中點)的影響,是導致最佳測針位置的上移(或遠離軸線外移),此時最佳測針直徑應適當減小,以確保測針與牙側接觸點回落到理想位置。所以在考慮螺旋升角對最佳測針直徑的影響時,應該是采用略小于最佳測針直徑的理論計算值。
顯而易見,從理論上分析,式(12)很難是一個正確的最佳測針直徑計算公式。雖然螺旋升角較小時,其影響可以忽略不計。但是理論上的深入探討,可使大家對螺紋基本牙型及螺紋參數幾何意義的理解更加明了,明確了使用中徑計算公式和最佳測針計算公式的前提條件是被測螺紋的基本牙型和參數定義方法,對其選用方法更準確更清楚。
5 氣瓶專用外螺紋

圖4 國標氣瓶專用圓錐外螺紋的基本牙型
國標氣瓶專用螺紋的基本牙型如圖4所示,牙型角α=55°,錐度為3∶25,圓錐螺紋的牙型角平分線垂直于圓錐體的母線,且螺距P定義在錐體母線方向上,原始三角形高度H和牙型高度h均定義在垂直于圓錐體母線的方向上。
但是,國標氣瓶專用螺紋的直徑參數定義在垂直于軸線方向上(基面)。依據圖4的基本牙型的幾何關系和參數定義,原始三角形高度可以按照式(3)進行計算,即H=0.960491P。
5.1 國標氣瓶專用圓錐外螺紋的最佳測針直徑d的計算方法
雖然國標氣瓶專用圓錐外螺紋與NPT螺紋均是圓錐外螺紋,但是不能采用式(11)來計算最佳測針直徑,這是因為兩者螺紋的基本牙型和參數定義不同。國標氣瓶專用圓錐外螺紋使用最佳測針時,測針與牙側的兩個接觸點均位于中徑線上,這一點與NPT螺紋不同,另外螺距參數定義的方向也不相同。
結合圖4的基本牙型的幾何關系和參數定義,在不考慮螺旋升角的影響時,最佳測針直徑可以采用式(5)來計算。
需要說明的是,以上最佳測針的計算是以我國生產的氣瓶專用螺紋(例如,螺紋代號為PZ39、PZ27.8、PZ19.2)為例,且依據 GB/T 8335-1998《氣瓶專用螺紋》和GB/T 8336-1998《氣瓶專用螺紋量規》的螺紋基本牙型和參數定義來進行計算。
對于不同國家生產的氣瓶專用螺紋,其依據的相應國家標準不同,則其基本牙型、參數定義也不同。具體而言,氣瓶專用螺紋的規格、螺距、錐度、牙型角、牙型角平分線垂直于圓錐體母線或軸線的選擇、基面距、螺紋中徑加工精度、螺紋長度等也不是完全相同。所以最佳測針的計算方法和公式也有區別,必須依據被檢氣瓶螺紋的具體基本牙型和參數定義方法,具體問題具體對待。
6 總 結
前述4種螺紋類別的基本牙型和參數定義均不同,但是也有共同的特點:(1)螺紋的直徑參數均在垂直于軸線方向定義。(2)螺距不一定在螺紋軸線方向定義,但是一定在垂直于牙型角平分線的方向定義。
(3)原始三角形高度和螺紋牙高參數不一定在垂直于軸線方向定義,但是一定在平行于牙型角平分線的方向定義。
正是基于以上特點,才使得螺紋本來復雜的空間曲面體變得相對簡單,有規律可循。
6.1 關于最佳測針直徑的通用計算方法
在(1)、(2)、(3)條件下,在采用“測針法”測量外螺紋中徑且不考慮螺旋升角的影響時,最佳測針直徑的計算均可采用通用式(4)計算,依據不同種類螺紋的原始三角形高度H和牙型半角可以計算出最佳測針直徑。
6.2 關于螺紋中徑的通用計算方法
(1)在采用“測針法”測量外螺紋中徑時,不同種類螺紋的中徑測量計算,無論是圓柱螺紋還是圓錐螺紋,在牙型角平分線垂直于軸線時,均可采用通用式(1)計算中徑。
以NPT螺紋為例:
設圖5中實際測量截面上的F點位于圓錐螺紋的基面偏小端一側,且F點與NPT螺紋基面的距離為L,此種情況一般針對NPT螺紋塞規,由于結構原因很難直接在基面上測量NPT螺紋塞規的中徑。NPT螺紋塞規一般為通規和止規一體,因此需要切出基面(一般標識為“0”)和通止規(一般標識為“下”和“上”)3個位置。
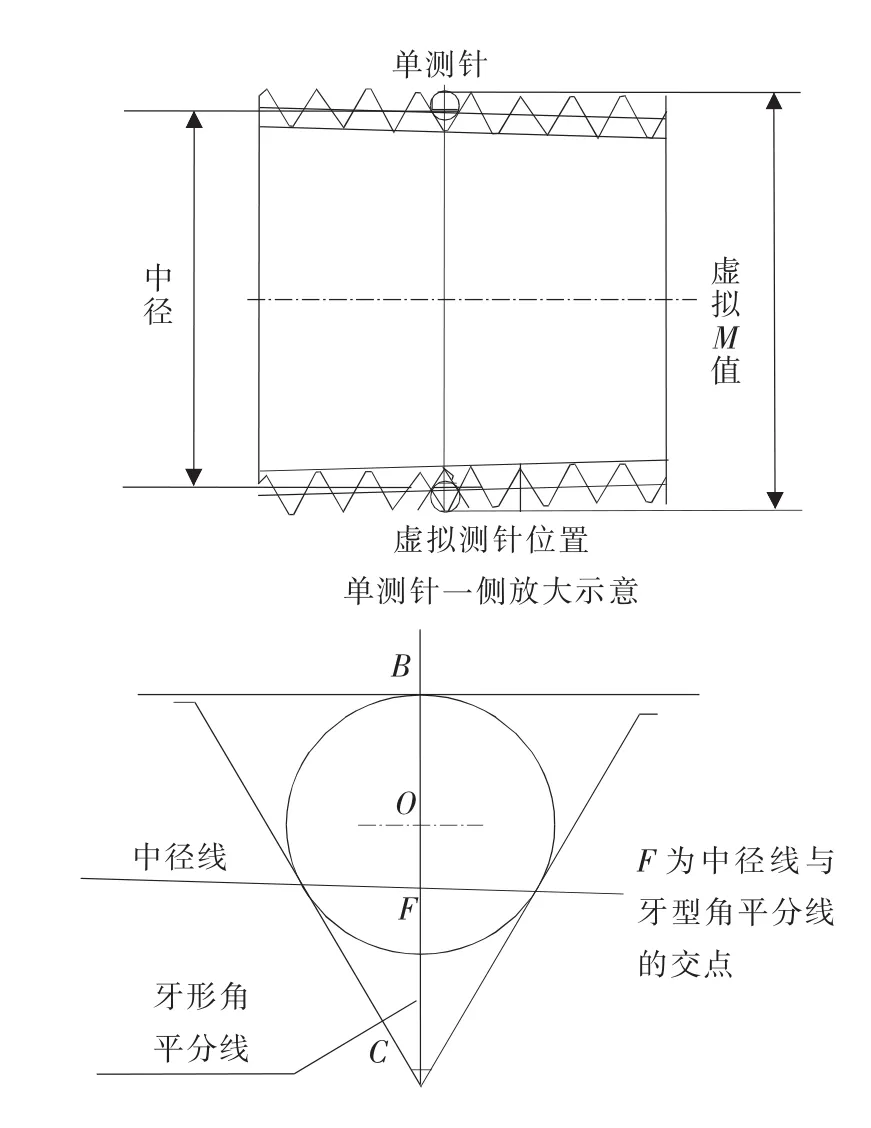
圖5 NPT螺紋中徑的測量
理想狀態是直接在基面上測量中徑,此時L=0,此種情況一般針對NPT螺紋工件,NPT外螺紋工件沒有結構上的障礙。
假設NPT螺紋錐度為K,NPT螺紋基面中徑d2的計算公式,可以依據式(1)、式(2)、式(10)則有:
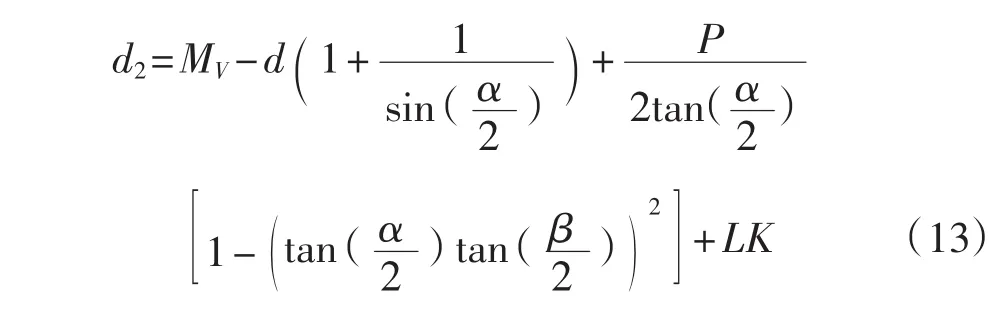
式中:MV——虛擬M值,其測量方法比較簡單,可參閱相關書籍。
(2)對于圓錐外螺紋,在牙型角平分線垂直于圓錐體母線時,由于螺紋中徑定義在垂直于軸線的方向,其中徑計算公式需要考慮圓錐半角的影響。只需要將圖6中的OF投影到垂直于軸線的方向,本質上與中徑通用計算式(1)相同。
以國標氣瓶專用圓錐外螺紋為例:
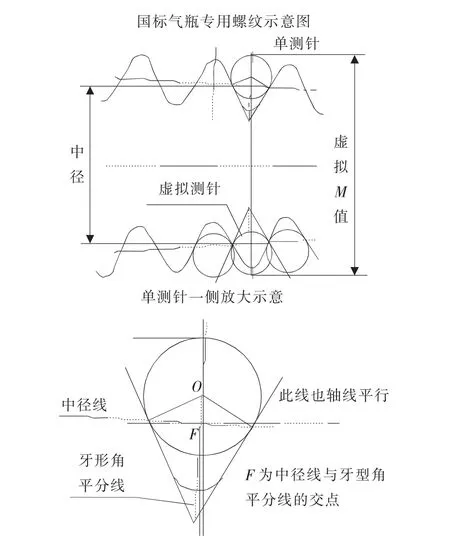
圖6 國標氣瓶專用圓錐外螺紋中徑的測量
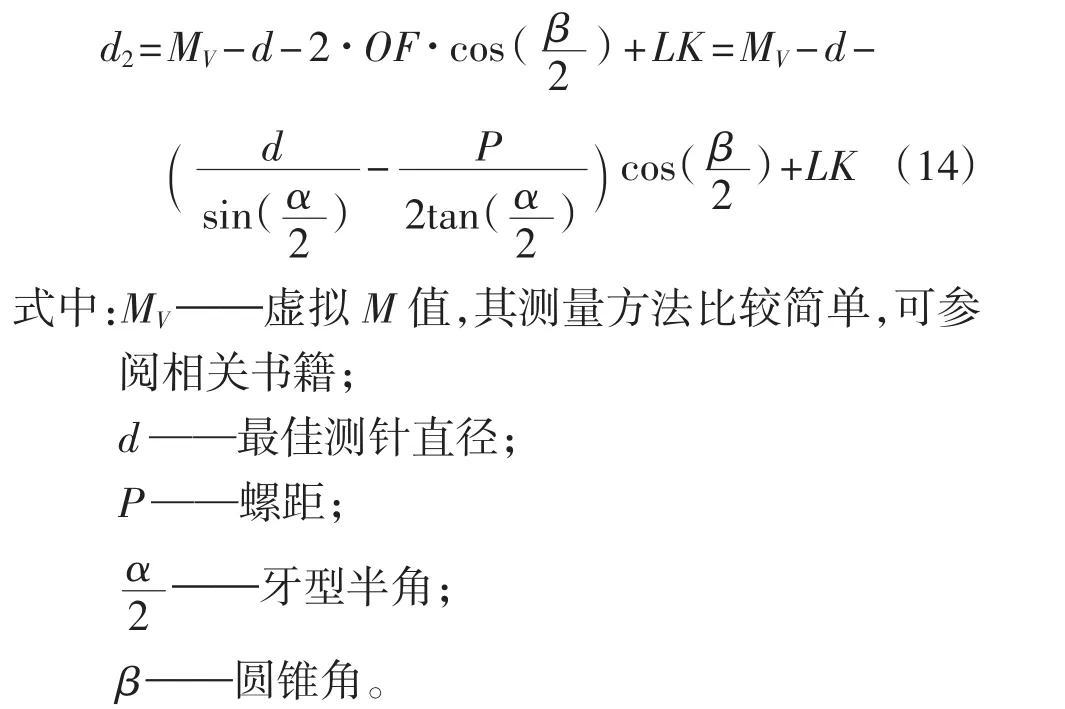
設圖6中實際測量截面上的F點位于圓錐螺紋的基面偏小端一側,且F點與被測螺紋基面的距離為L,理想狀態是直接在基面上測量中徑,此時L=0。假設被測螺紋錐度為K,被測螺紋基面中徑d2的計算公式:
7 結束語
由此可見,必須真正了解被測螺紋的基本牙型的幾何意義和外螺紋參數定義方法,熟悉其結構特點,靈活運用式(1)和式(4),才能求出最佳測針和外螺紋中徑的計算方法。
[1]費業泰.新編螺紋測量手冊[M].合肥:安徽科學技術出版社,1988.
[2]JJG(石油)01-1996,石油鉆具接頭螺紋工作量規[S].北京:中國計量出版社,1996.
[3]王軍培.NPT錐螺紋中徑的一種測試方法及其測量不確定度評定[J].中國計量,2009(7):93-95.
[4]徐孝恩.螺紋檢驗與測量[M].北京:中國計量出版社,1984.
[5]劉遠模.螺紋環規單一中徑的測量[J].計量技術,2005(6):17-20.
[6]張成悌.現行螺紋量規公差存在的問題與解決辦法[J].中國測試技術,2005(1):24-25,36.
[7]梁 平.普通螺蚊環規檢定中存在的問題與解決方案[J].計量與測試技術,2008,35(9):11,14.
[8]余志新,錢景行,孟憲新,等.螺紋量規檢驗手冊[M].北京:中國計量出版社,1985.
[9]張成悌.關于三針法測量螺紋中徑的測力壓陷變形問題[J].實用測試技術,1994(3):13-16.
[10]李 柱.互換性與測量技術基礎[M].北京:中國計量出版社,1985.
[11]JJG 888-1995,圓柱螺紋量規[S].北京:中國計量出版社,1995.
Optimum diameter of three w ires based on screw threads-basic profile and parameter definitions
GONG Mei-wang1,WANG Zhao-meng1,LIU Wen-jun2
(1.Qingdao Institute of Measurement and Testing,Qingdao 266071,China;2.Qingdao Water Conservancy Survey Design Institute,Qingdao 266071,China)
Different type of screw thread measurement needs different method.In this paper,the calculation method and precondition of optimum diameter for screw thread measurement were demonstrated.According to the design principle and measurement method of screw thread,the influences of screw threads-basic profile and screw thread parameters definition to the calculation of optimum diameter of three wires were discussed.Through geometric analysis and theoretical derivation,the calculation method of the screw thread pitch diameter and optimum diameter of the three wires was further confirmed.Accurate optimum diameter can reduce the measurement error of screw thread pitch diameter,and it can theoretically avoid measurement error introduced by screw thread angle deviation.
screw thread pitch diameter;optimum diameter of three wires for screw thread measuring;screw threads-basic profile;definition of screw thread parameter;fundamental triangle height
TG85;TM930.12
A
1674-5124(2011)01-0013-05
2010-01-25;
2010-03-10
宮美望(1965-),男,陜西戶縣人,高級工程師,主要從事精密測試技術研究。
猜你喜歡
海峽姐妹(2020年9期)2021-01-04 01:35:44
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
山東青年(2016年1期)2016-02-28 14:25:25
當代修辭學(2014年3期)2014-01-21 02:30:44
公務員文萃(2013年5期)2013-03-11 16:08:37
