潤葉加料工序含水率控制及相關算法研究
2011-01-16 07:26:50楊燕平葉正國
煙草科技 2011年9期
楊燕平,葉正國,李 斌
紅塔集團玉溪卷煙廠,云南省玉溪市紅塔區紅塔大道118號 653100
制絲生產中的潤葉加料工序,主要是將糖料均勻地噴灑到片煙上,并對來料含水率進行平衡,以利于后續工序對片煙進一步加工,其中含水率的控制效果對制絲的內在品質起到重要作用[1]。在生產過程中,由于葉組配方中不同地區及不同等級的片煙理化指標、吸濕性及吸濕速度存在差異[1],以及潤葉加料工序通常采用傳統的單閉環控制方式,導致出口片煙含水率波動較大。隨著制絲生產線分模塊加工工藝的提出,一個批次將對不同的片煙模塊進行連續加工,不同模塊的片煙物理特性存在較大差異,傳統的含水率控制模式已不能滿足新生產工藝的要求[2]。為此,采用帶前饋-串級雙閉環控制方式,對潤葉加料工序的含水率控制方式及其控制算法進行了優化改進。
1 存在問題
潤葉加料過程的控制程序:當潤葉加料機經過預熱過程熱風溫度達到設定溫度125℃時,組合啟動;潤葉滾筒入口前電子秤檢測到有物料時,延時60 s加水,氣動薄膜閥打開,通過滾筒前端的水汽混合噴嘴噴射水霧對片煙進行加水,同時直噴蒸汽通過蒸汽噴嘴噴入滾筒內;糖料與蒸汽混合后由蒸汽、壓縮空氣和糖料混合噴嘴直接噴入滾筒內,直到加料過程完成,系統停止糖料、蒸汽和水的加入。
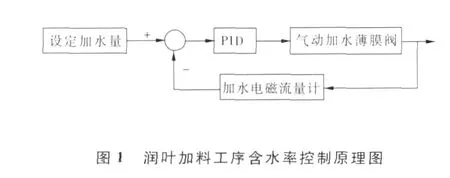
傳統的加水控制系統由調節閥、流量計、P ID調節器組成的單回路閉環系統控制加水量,以滿足出口含水率工藝要求,見圖1。這種控制方式僅靠一個單閉環控制加水的穩定性,未考慮來料含水率波動、加料比例、潤葉滾筒內噴射的蒸汽和溫度等因素對含水率的影響,操作人員僅憑經驗設定噴水量對物料進行加水,所以經常出現出口片煙含水率波動較大、控制失調的情況。
2 改進后含水率控制方案
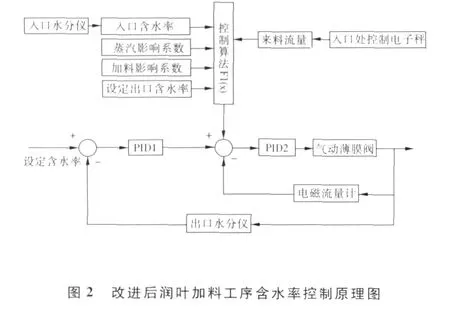
針對上述問題,改進后采用了帶前饋-串級控制模式對潤葉加料工序的含水率進行控制,見圖2。分析潤葉滾筒加水過程可知,對片煙出口含水率穩定性產生影響的干擾因素較多,主要有來料片煙流量和含水率波動、噴入潤葉滾筒內蒸汽的流量波動、溫度的穩定性及加水管道的流量,其中來料片煙流量和含水率波動以及加水管道的流量控制的穩定性是主要干擾因素。由于來料片煙流量和含水率均可在線準確檢測到,并且潤葉滾筒出口含水率控制系統是一個典型的大延遲系統(片煙從入口到出口用時約120 s),因此可采用前饋控制器消除來料片煙流量和含水率波動對出口含水率的影響[3]。針對該工序點含水率控制特點,選定出口實際含水率和設定含水率作為主控回路,選定加水流量作為副控制回路[4],從而構成了帶前饋-串級控制系統。同時在控制算法中引入了動態加料比和蒸汽影響系數,通過改進加水比例的控制算法,解決存在的其他問題。
3 內環控制算法
改進后控制模式中,內環控制環節F1(x)的控制算法尤為重要。由于潤葉加料環節是一個典型的大延遲系統,如果能在控制內環部分精確計算出加水量的值,盡量降低外環回饋環節在整個含水率控制系統中所占比重,那么對于提高該工序點含水率控制的穩定性具有重要作用[5]。為此,建立了兩種不同的含水率控制算法,并且在12 t和5 t生產線中進行了驗證。
3.1 兩種不同的控制算法
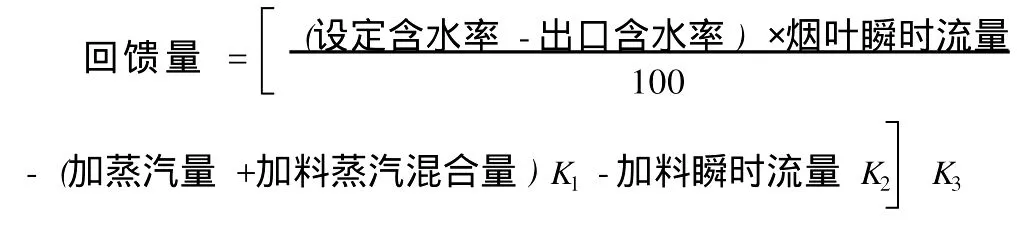
算法1:強調滾筒入口片煙含水率與出口設定含水率的差值對整個控制環節的影響,加大此部分因素在整個控制環節的權重以達到穩定含水率的目的,其算法為:
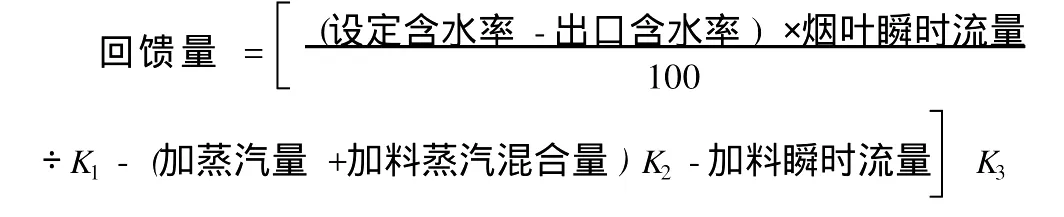
式中:K1和K2——分別為加蒸汽量和加水量吸收系數(可通過系統參數設置菜單修改);K3——加料量吸收系數(程序中固定設置為0.4)。
在這種算法下,對內外環的P ID控制環節都進行了優化處理,含水率控制效果好于改進前效果,但還是存在一定的波動,控制趨勢圖見圖3。
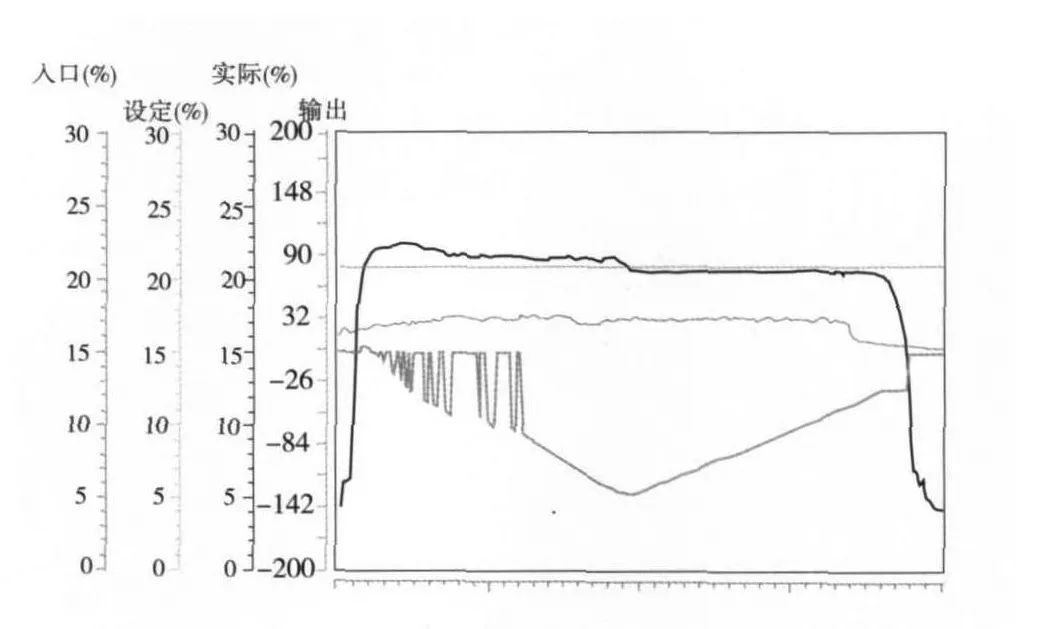
圖3 算法1的含水率控制趨勢圖
算法2:強調所有影響含水率控制因素對整個控制環節的影響,其算法為:
式中:K1和K3——分別為加蒸汽量和加水量吸收系數(可通過系統參數設置菜單修改);K2——加料量吸收系數(程序中固定設置)。
在這種算法下,對內外環的P ID控制環節都進行了優化處理,其含水率控制效果好于原控制方式和算法1,但也存在一定的波動,控制趨勢圖見圖4。
3.2 優化后控制算法
由于新工藝采用了分模塊加工模式,各品牌、各模塊片煙加工特性不一致,主要加工過程中的蒸汽用量和加料比例存在一定的差異,所以導致上述兩種控制算法下含水率控制存在不穩定情況。為此,對算法2進行優化處理,以進一步提高含水率控制精度。
針對不同品牌分模塊加工的特性,以及各品牌、各模塊加工過程中蒸汽、料液對含水率控制環節的影響程度不同,在算法2的基礎上對算法中的K1,K2,K3系數進行了優化設定,見表1。由于原來的算法都沒有考慮加料過程中滾筒前端加料和后端加料情況,所以料液因素對含水率控制的影響也存在一定的差異,因此對整個控制過程進行了分段計算。
含水率控制算法優化改進后,對含水率的P ID控制程序也進行了相應改進[6]。增加了配方參數修改和控制環節,所有參數變化實現了配方自動修改。實際運行中的含水率控制趨勢圖見圖5,控制直方圖見圖6。
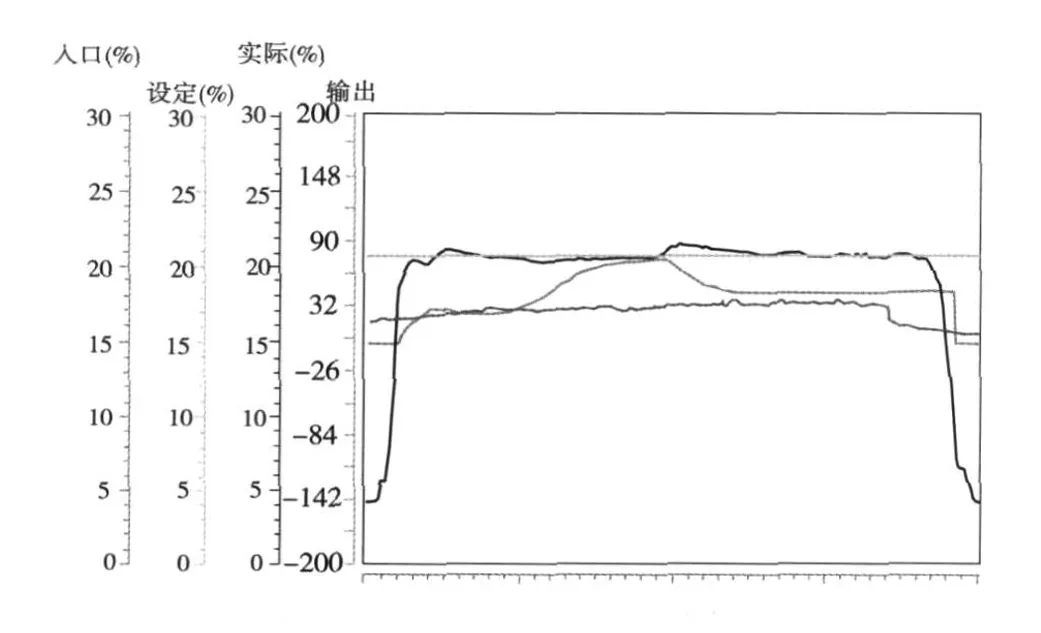
圖4 算法2的含水率控制趨勢圖
4 結語
帶前饋-串級控制系統是制絲生產過程中改善和提高片煙加工含水率穩定性的一種有效控制方案,該控制方式將來料含水率波動、加料比例、潤葉滾筒內噴射的蒸汽和溫度等影響因素進行精確的量化處理,并對其控制算法進行了優化改進,較好地解決了潤葉加料工序的含水率控制問題。實際運行效果表明,改進后該工序含水率控制合格率由原來的80%提高到99.8%以上,保證了成品煙絲質量。
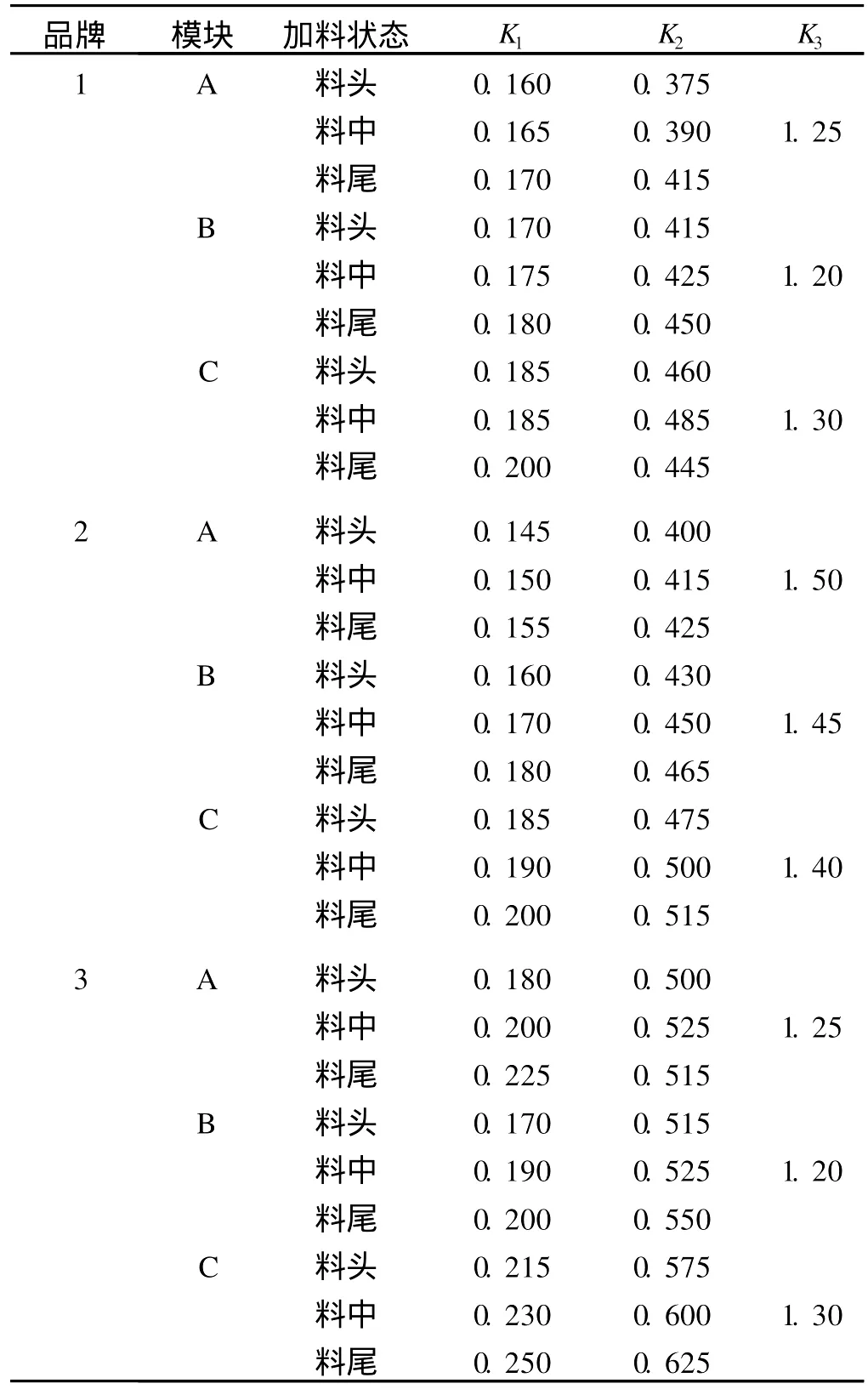
表1 含水率控制算法優化后各系數設定
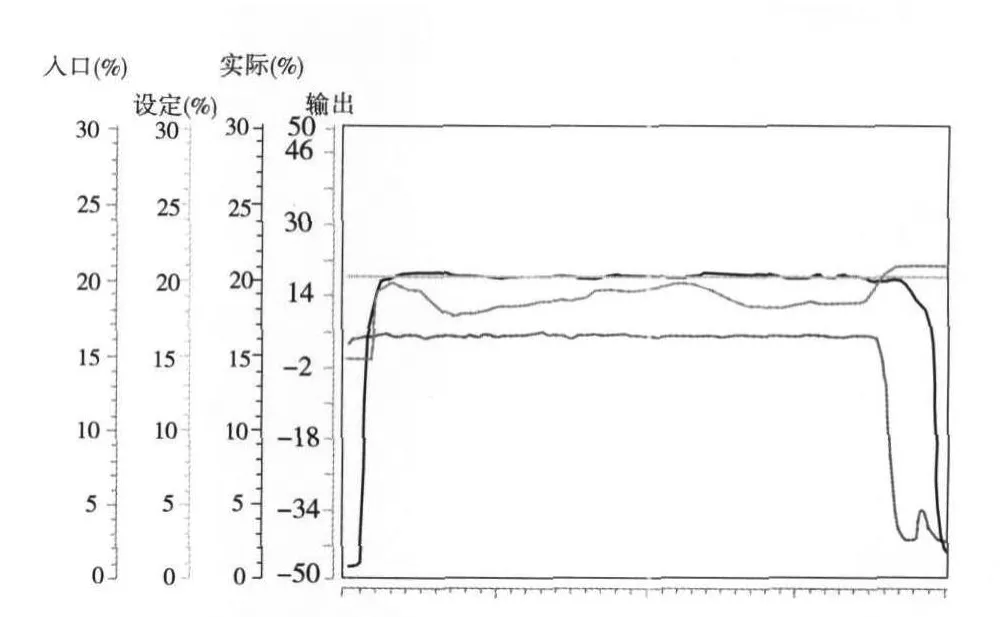
圖5 算法2改進后含水率控制趨勢圖
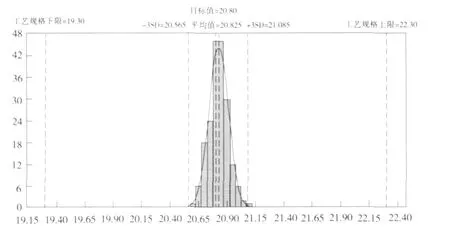
圖6 算法2改進后含水率控制直方圖
[1] 玉溪紅塔煙草(集團)有限責任公司.卷煙工藝規范培訓教材[G].2003.
[2] 盧彥華,于錄,阮曉明,等.分組加工工藝過程研究[J].煙草科技,2008(1):12-15.
[3] 孟慶華,趙晨光.滾筒式回潮機片煙松散裝置的改造[J].煙草科技,2006(3):19-20,29.
[4] Katsuhiko Ogata.現代控制工程(第四版)[M].盧伯英,于海勛,譯.北京:電子工業出版社,2003.
[5] 緒方勝彥.現代控制工程(第四版)[M].北京:清華大學出版社,2006.
[6] Shinskey F G.過程控制系統(第三版)——運用、設計與整定[M].蕭德云,呂伯明,譯.北京:清華大學出版社,2004.