淺議絲錐的優化設計
2011-01-07 05:37:16李曉峰張詠梅
裝備制造技術 2011年5期
關鍵詞:設計
李曉峰,霍 琰,李 研,張詠梅
(沈陽飛機工業(集團)有限公司,遼寧沈陽100034)
絲錐是加工各種中、小尺寸內螺紋的刀具,其結構簡單,使用方便,既可手工操作,也可以在機床上操作,對于小尺寸的內螺紋來說,絲維幾乎是唯一的加工刀具,在生產中應用廣泛。
攻絲是屬于比較困難的加工工序,因為絲錐幾乎是被埋在工件中進行切削,其每齒的加工負荷,比其他刀具都要大,并且絲錐沿著螺紋與工件的接觸面大,切削螺紋時必須容納并排除切屑。因此可以說絲錐是在很惡劣的條件下工作的。所以在設計絲錐前,應當按照工件材料的性能、強度、螺紋孔的形式和深度、螺紋的種類尺寸,選擇合適形式的絲錐。
1 絲錐的種類
經常使用的是:直槽絲錐,螺旋槽絲錐,螺尖絲錐,擠壓絲錐,其性能各有所長。如圖1所示。

圖1 經常使用的絲錐種類
(1)直槽絲錐。通用性最強,通孔或不通孔、有色金屬或黑色金屬均可加工,價格也最便宜。但是針對性也較差,什么都可做,什么都不是做得最好。其結構最簡單,刃傾角為零,各切削齒的切削層面積呈階躍式增加,易產生振動,主要起切削作用的是頂刃和兩個側刃。由于小直徑絲錐螺紋型面都不鏟磨,切削后角為零,切削時產生的熨壓力和摩擦力很大,因而攻絲扭矩大。切削錐部分可以有2、4、6牙,短錐用于不通孔,長錐用于通孔。只要底孔足夠深,就應盡量選用切削錐長一些的,這樣分擔切削負荷的齒多一些,使用壽命也長一些。
(2)螺旋槽絲。錐容屑槽是螺旋狀的,根據旋向的不同,分為左旋和右旋。左旋螺旋槽絲錐攻絲時,切屑向下排,適合于通孔;右旋螺旋槽絲錐攻絲時,切屑向上排出,適合于盲孔。螺旋槽絲錐的實際前角增大,切削順利,降低切削扭矩,切入過程平穩,切屑為螺旋狀,易于排出。由于螺旋槽升角較大,絲錐每個切削齒的上下兩個側刃,切削條件明顯不同,一個是以正前角切削,一個是以負前角切削。因此,螺紋左右兩側面的表面品質有所不同,對于精密內螺紋攻絲,一般不采用螺旋槽絲錐。由于螺旋角的緣故,絲錐實際切削前角會隨螺旋角增大而加大。經驗告訴我們:加工黑色金屬的,螺旋角選的小一點,一般在30°左右,保證螺旋齒的強度;加工有色金屬的,螺旋角選的大一點,可在45°左右,切削鋒利一些。
(3)螺尖絲錐。加工螺紋時切屑向前排出。其芯部尺寸設計比較大,強度較好,可承受較大的切削力。加工有色金屬、不銹鋼、黑色金屬效果都很好,通孔螺紋應優先采用螺尖絲錐。
(4)擠壓絲錐。比較適合加工有色金屬,與上述切削絲錐工作原理不同,其為對金屬進行擠壓,使之塑形變形,形成內螺紋。擠壓成形的內螺紋金屬纖維是連續的,抗拉及抗剪強度較高,加工的表面粗糙度也較好,不過擠壓絲錐底孔要求較高:底孔過大,基礎金屬量少,造成內螺紋小徑過大,強度不夠;底孔過小,封閉擠壓的金屬無處可去,造成絲錐折斷。
還有一些特殊的絲錐,如跳牙絲錐,其間隔地去掉一個齒,與工件之間的壓力及摩檫力較小,加工薄壁件內螺紋,不會造成薄壁件變形。
2 絲錐的切削形式
以普通直槽絲錐為例,絲錐的工作部分是由切削和校準部分組成。切削部分齒形是不完整的,后一刀齒比前一刀齒高,當絲錐作螺旋運動時,每一個刀齒都切下一層金屬,絲錐主要的切屑工作,是由切削部分擔負。校準部分的齒形是完整的,主要用來校準及修光螺紋廓形,并起導向作用。
2.1 普通直槽絲錐的切削形式
普通直槽絲錐的切削齒有兩個主切削刃和一個副切削刃(如圖2所示),是以第二主切削刃來完成主要切削工作的。
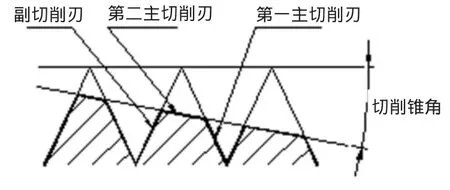
圖2 普通直槽絲錐的切削齒
圖3為切削圖形。

圖3 普通直槽絲錐的切削圖形
這種絲錐的優點是制造容易,切削部分的外徑、中徑、內徑分別各在一個圓柱面上,切削錐部僅沿齒頂鏟磨成一圓錐形,成為不完全牙形。缺點是切削部分的前端是梯形齒,相當平的第一齒在切入時軸向力大,引導不良,在開始切入時往往是刮削,造成內孔擴大。此外第一主切削刃無后角,摩擦大,螺紋光潔度低,刀齒磨損快,絲錐壽命低。
2.2 成組絲錐的切削形式
對于大螺距螺紋孔的加工,為減輕絲錐的切屑負荷,根據被加工螺紋直徑和螺距的大小,以及被加工材料的性能,成組絲錐可設計成2支一組、3支一組或4支一組。通常采用的設計方法有兩種:等徑設計和不等徑設計。
(1)等徑設計方法。是指在一組絲錐中,每支絲錐的大徑、中徑和小徑的名義尺寸均相同,區別僅在于切削錐長度不一樣。第一錐的切削錐長度最長,第二錐次之,第三錐最短。切削錐越長,參加切削的刀齒就越多,每個刀齒分擔的切削負荷相應減小,使用壽命隨之延長;反之,則每個刀齒分擔的切削負荷越大,使用壽命也就越短。由于采用等徑設計,絲錐的刀齒主要是以頂刃參加切削,兩個側刃對螺紋的廓形基本上無修正作用,因此,被加工螺紋的表面粗糙度較差,圖4為其切削圖形。

圖4 等徑設計絲錐的切削圖形
(2)不等徑設計方法。為了提高螺紋的精度和改善表面粗糙度,可采用不等徑設計方法。不等徑設計,是指在一組絲錐中,每支絲錐的大徑、中徑和小徑的名義尺寸各不相同。這種絲錐在切削時,頂刃和側刃同時參加切削,增加了切削的有效長度,切削面薄而窄,散熱條件好,每個刀齒對螺紋的齒廓均有修正作用。由于切削負荷分配合理,使絲錐的使用壽命得以延長,被加工螺紋的表面粗糙度得到改善。目前,在小直徑及大直徑螺紋加工中,成組不等徑絲錐得到了廣泛應用。圖5為其切削圖形。

圖5 不等徑設計絲錐的切削圖形
3 絲錐的各主要參數
圖6為絲錐主要參數的示意圖。
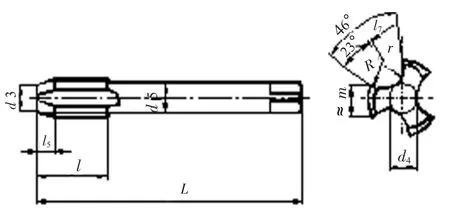
圖6 絲錐主要參數示意圖
絲錐的各主要參數,一般都有相應的標準選取作參考,根據不同的設計要求,按推薦表或計算公式就可以得出。例如:
(1)絲錐的總長L和柄部直徑d5的基本尺寸參照GB967選取,偏差按GB1801選取。
(2)螺紋長度的確定基本取15~19個螺距。
(3)絲錐前端直徑d3的確定。為了使絲錐開始切制螺紋孔時,就切制螺紋并有較好的支承和引導的作用,絲錐前端直徑d3小于過盈螺紋底孔直徑d鉆。d3=(0.1~0.2)d鉆。
(4)切削長度l5的確定:粗錐基本取5個螺距,Ⅰ、Ⅱ錐取1.5個螺距。
(5)絲錐刃瓣數的確定與絲錐公稱直徑有關,公稱直徑d≤12 mm取3個,d>12 mm取4個。
(6)絲錐芯徑d4的確定與絲錐公稱直徑有關,公稱直徑d≤10 mm時,d4取0.40d,d>10 mm時d4取 0.45d。
(7)絲錐槽形尺寸,刃瓣寬度m,槽底R、r、l7。
一般來說,絲錐的前角和后角的選擇,對絲錐的切削功能有較大的影響。對于高強度的工件材料,絲錐的前角通常較小,以增加切削刃強度。前角較大的絲錐,則用在切削扭矩較大的場合。但前角過大,切削刃可能會產生崩刃并嵌入螺紋。一般情況下,長屑材料需較大的前角,以便卷屑和斷屑。另一方面,太鋒利的角度,會使切削刃過于薄弱。另一個受工件材料可加工性影響較大的絲錐角度是后角。加工較硬的工件材料需要較大的后角,以減小磨擦和便于冷卻液到達切削刃,但過大的后角又會減小絲錐切入工件時的自定心能力。加工軟材料時,太大的后角會導致螺孔擴大。所以一般根據被加工材料的特性確定了前角 γ=8°~10°,后角 β=6°~8°。
4 絲錐的應用尺寸
絲錐是用來加工內螺紋的,所以其精度和公差與螺紋有著密切的聯系,在進行絲錐設計時,非常重要的就是絲錐外徑、中徑和內徑的計算。
國家標準規定了絲錐的4種精度等級,其各級絲錐具有不同的公差帶位置(見圖7所示)。H1、H2、H3級適用于磨牙,H4級適用于滾牙,設計者按螺紋孔的精度和加工條件,選用適當的絲錐。
通常設計時,絲錐大徑的下偏差應比螺孔大徑至少加大一定磨損儲備量,絲錐中徑公差帶設計主要考慮絲錐中徑上下偏差大小位置,應保證切制出螺紋孔后,能使通端螺紋塞規順利地旋合,而止端螺紋塞規不通過。同時要給予絲錐中徑以適當的制造公差原則,來確定絲錐中徑公差帶的位置。絲錐最大小徑,均小于被加工螺母的最小小徑,絲錐牙底的圓弧不應超過螺母的最小小徑,以保證絲錐小徑不參加切削,或起修光毛刺的作用。
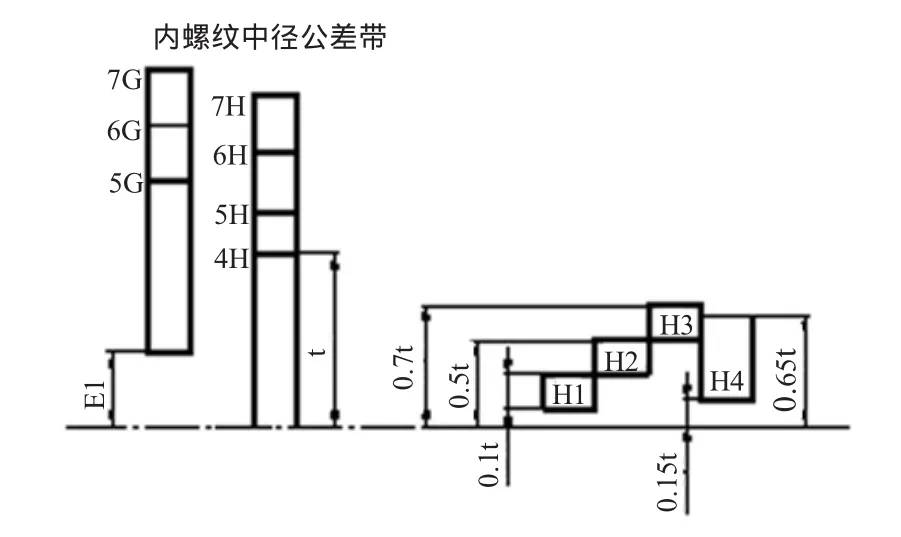
圖7 各精度等級絲錐的公差帶位置
5 絲錐的材料選取
通常根據工件的材料,來選取絲錐的材料,加工普 通 鋼 件 一 般 采 用 W6Mo5Cr4V2,W18Cr4V,W2Mo9Cr4VCo8,W12Mo3Cr4V3Co5Si,W6Mo5Cr4V2Al等高速鋼。
現在隨著科技的發展,硬質合金絲錐的使用增多,像車削中硬質合金刀具逐漸替代高速鋼刀具一樣,硬質合金絲錐也開始更多地用于螺紋孔加工。與高速鋼相比,硬質合金硬度高、脆性大,用硬質合金絲錐攻絲,存在切屑處理的問題。雖然如此,硬質合金絲錐對于加工鑄鐵和鋁合金材料,其使用效果很好比高速鋼絲錐壽命更長。同時多元多層超硬涂層絲錐,也有良好的前景,配以特殊的涂層表面(如TiN、TiCN、CrN或TiAlN),可大大提高絲錐的壽命。這些耐熱的、光滑的涂層,減小了切削力并允許在更高的切削速度下攻絲。
6 結束語
作為航空工業專業刀量具的設計科研企業,致力于專業刀量具的研發、制造、檢測與試驗,通過技術創新,設計出更適用的刀具,確保加工零件質量。
[1]廖念釗.互換性與測量技術基礎[M].北京:中國計量出版社,1994.
[2]GBT 20955-2007,金屬切削刀具[S].
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04