基于UG的鑄造三維工藝模型如何快速放涂料補正量探索
2011-01-06 05:16:16廉振文張清泉
中國鑄造裝備與技術 2011年6期
廉振文,張清泉
(1.廣西玉柴機器股份有限公司,廣西玉林 537005;2.河北電機股份有限公司,河北石家莊 050021)
基于UG的鑄造三維工藝模型如何快速放涂料補正量探索
廉振文1,張清泉2
(1.廣西玉柴機器股份有限公司,廣西玉林 537005;2.河北電機股份有限公司,河北石家莊 050021)
鑄造三維工藝模型在UG的建模過程中直接放涂料補正量,可以有效保證鑄件的壁厚,是現代鑄造精密化、薄壁化、輕量化和節能化的重要措施之一。實踐證明,使用UG里面的抽殼和布爾運算命令巧妙結合可以快速完成砂芯涂料補正量在三維工藝模型上的建模。該方法使用簡便,杜絕了因鑄造工藝模型不完善而導致模具制造過程中放反涂料補正量的發生,從而縮短模具的驗證周期、提高鑄件的尺寸精度。
涂料補正量;抽殼;布爾運算
本公司新上一條鑄造生產線,前期投入生產的幾個機型都發現模具驗證過程中有鑄件壁厚達不到產品圖樣要求的情況。檢查鑄造三維工藝圖與模具實物的尺寸時發現涂料補正量在模具制造過程中放反了或沒放涂料補正量,從而大大延長了模具驗證時間。為不斷完善鑄造三維工藝模型,減少因模型的不完整而影響后續模具制造及驗證工作,鑄造涂料補正量直接反映在工藝模型上就顯得非常重要。作者在鑄造工藝三維模型設計過程中通過不斷學習摸索,總結了在UG環境下建模時如何快速實現放涂料補正量的方法。下面以中文版UG5.0版本作為例子來闡述如何進行操作。
1 鑄造三維工藝模型放涂料補正量的必要性
隨著計算機技術的發展,鑄造工藝計算機輔助設計在鑄造工藝設計中的應用越來越廣泛[1],鑄造工藝模型由二維圖迅速發展到現在的三維圖。由于原來二維工藝圖對于模型的涂料補正量只停留在文字描述上,在二維工藝圖上無法直接放涂料補正量。目前的鑄造三維工藝模型對涂料補正量的處理還是延續原來二維工藝圖的方法使用文字描述,最后涂料補正量是在模具制造過程中通過留量加工的方法來實現,即在模具毛坯加工時通過調整刀具的高度來實現涂料補正量在模具實物上的反映。這種方法的弊端在于模具加工過程中調整刀具時容易把方向調反,主要原因是模具設計者及加工者對具體的鑄造工藝理解有偏差,容易造成模具實物多加工了一個涂料層的厚度,用這樣的模具射制出來的砂芯尺寸會變大,砂芯浸泡涂料后實際的大小就大了兩個涂料層的量,用這樣的砂芯澆注出來的鑄件壁厚會變薄,甚至壁厚達不到產品圖紙的要求。另外還會延長模具的驗證周期,增加模具的改模工作量,減少模具的使用壽命。
此外,由于鑄件形狀復雜,不能簡單地使用“偏置面”、“移動面”、“偏置區域”等直觀命令把涂料補正量放在鑄造三維工藝模型上,因此,鑄造工藝設計者更傾向于把涂料補正量的問題留給模具設計者來完成。這是鑄造三維工藝模型不夠完善的表現,給模具制造過程中可能放反涂料補正量埋下了隱患。
由于涂料補正量一般在0.3mm以下,即使模具加工時涂料補正量的方向反了,目前的檢測方法也很難在后序的檢模工序發現問題。隨著高速數控加工中心在模具制造行業的普及,刀具的加工精度越來越高,模具的質量在很大程度上取定于鑄造三維工藝模型,因此刀具在模具加工過程中只有零對零加工才能更好地保證模具的制造質量,這就要求從事鑄造工藝的設計人員要把涂料補正量直接反映到工藝模型中。
2 總體思路
從三維產品圖上取出砂芯,在完成砂芯芯頭建模及放鑄造收縮率后再放涂料補正量比較合適。首先要確定砂芯的芯頭那些部位需要放涂料補正量,對于不需要涂料補正的芯頭位置在應用“抽殼”命令時將該面作為“移除面”;第二將砂芯多復制一份作為抽殼用;第三是涂料補正量的輸入,即在“抽殼”命令的“厚度”選項框中輸入需要的涂料厚度值;第四按第一步的方法進行“抽殼”,把抽殼后形成的實體與原砂芯作“求差布爾運算”即可完成。
3 實例應用
下面就本公司某型號柴油機氣缸體在鑄造工藝設計過程中如何放涂料補正量為例子加以說明,選形狀復雜的主體芯作為例子。
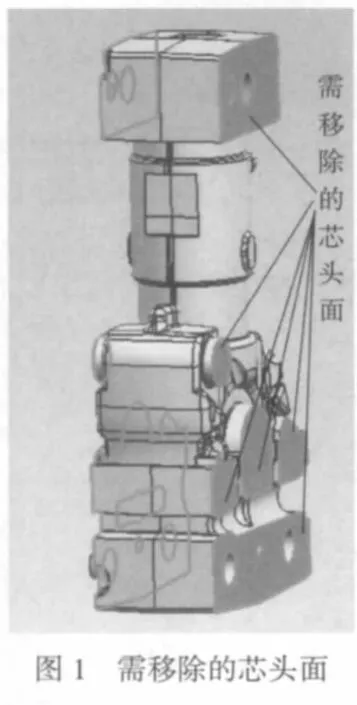
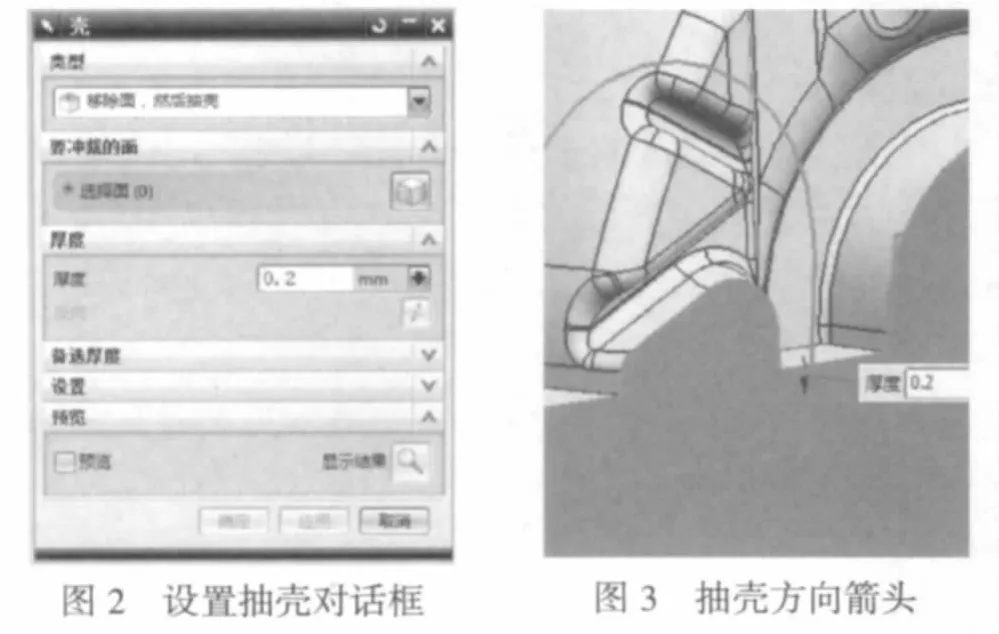
首先確定不需要放涂料量的芯頭面(見圖1標出的面及其對稱面)作為“移除面”;第二把工藝模型復制一份;第三選取“抽殼”圖標 ,設置“抽殼”對話框,類型選“移除面,然后抽殼”(如芯頭面全部要放涂料量則選“抽殼所有面”),厚度值為0.2,如圖2所示。
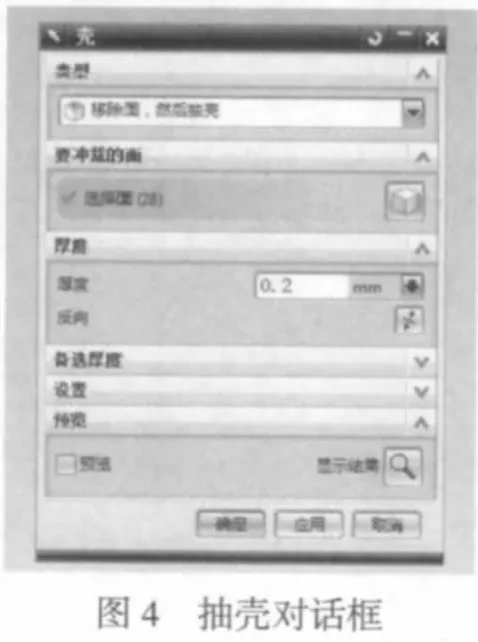
抽殼對話框設置完后接著選取要移除的面,選取不需要涂料補正的芯頭面作為要移除的面,此時要確認“厚度”的方向箭頭指向(見圖3):指向砂芯內部則抽出來的殼體求差布爾運算后砂芯變小,指向外部則抽出來的殼體無法做求差布爾運算(此方向只適合外型模,此時應做求和布爾運算);再選“抽殼”對話框的“應用”或“確定”按鈕即可,如圖4所示。
抽殼完成后,再進行求差布爾運算,求差時注意:目標體為抽殼前的模型,刀具體為抽殼后的模型。
4 抽殼不成功常見的兩個問題及解決辦法
(1)抽殼實體形狀太復雜。實體形狀太復雜則一次抽殼可能不成功(如氣缸體的水套芯、氣缸蓋的主體芯),出現這種情況時需要把實體分割成小塊的實體再抽殼。分割實體時按照提示把高亮顯示有問題的實體部分先分割出來單獨抽殼,依此辦法把剩余的實體分割后抽殼,這樣可以大大節省設計時間。
(2)抽殼實體局部殘缺。抽殼實體局部殘缺主要表現為局部有不規則凹坑、凸起或實體局部的面被移除后形成漏風現象,出現這種情況抽殼時殘缺的實體部位會高亮顯示,把殘缺部位填補完成就能成功抽殼。
5 結語
(1)在三維鑄造工藝模型建模過程中利用“抽殼”命令可以快速完成涂料補正量的反映。
(2)對于形狀復雜、殘缺的實體可以采用將實體切割后再“抽殼”、填補殘缺部位后再抽殼的辦法。
(3)涂料補正量直接反映在鑄造三維工藝模型上,不斷完善工藝模型,提高后期模具的制造質量。
[1]代兵,胡紅軍,羅靜.計算機技術在鑄造工藝CAD軟件開發中的應用[J].熱加工工藝,2006,35(5):64-66.
Exploration of Quickly Setting Amount of Correction with Coating on UG-based Three-Dimensional Technology Model
LIAN ZhenWen1,ZHANG QingQuan2
(1.GuangXi Yuchai Machinery Co.Ltd.,Yulin 537005,GuangXi China;2.HeBei Motor Co.Ltd.,Shijiazhuang 050021,HeBei China)
Three-dimensional model of casting process modeling in UG can make corrections directly put the amount of coating,effectively guarantee the casting wall thickness,one of the most important measures with modern casting precision,thin-wall,light weight and energy.Practice has proved that unique combination of UG operation commands pumping shell and Boolean could quickly corrected the amount of coating on the model in three-dimensional modeling process of sand core.The method was easy to use to eliminate the imperfect model for casting mold manufacturing process which led to put the amount of antioccurrence of coating correction,shortening the verification cycle of the mold to improve the dimensional accuracy of castings.
Amount of coating correction;Shell;Boolean
TG24;
A;
1006-9658(2011)06-2
2011-07-18
2011-109
廉振文(1982-),男,助理工程師,主要從事鑄造工藝、工裝設計;新技術應用、新材料開發等工作
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03