460 MPa級螺紋鋼筋的成分設計與生產工藝優(yōu)化
2011-01-04 14:06:06王炳霞周成
天津冶金 2011年1期
王炳霞 周成
(1.北京科技大學材料科學與工程學院,北京100083 2.天津鋼鐵集團有限公司棒材廠,天津 300301)
460 MPa級螺紋鋼筋的成分設計與生產工藝優(yōu)化
王炳霞1,2周成1
(1.北京科技大學材料科學與工程學院,北京100083 2.天津鋼鐵集團有限公司棒材廠,天津 300301)
天鋼采用20MnSi連鑄方坯生產Ф25 mm、Ф40 mm 460 MPa級英標螺紋鋼筋。通過調整20MnSi連鑄方坯Mn、Si的含量,調整冷卻器的開啟程度和壓力以提高冷卻強度,降低回火溫度等工藝優(yōu)化措施,其產品不僅滿足英國BS4449:1997標準,還降低了生產成本,提高了市場競爭力。
螺紋鋼筋 成分 設計 工藝 優(yōu)化
1 引言
隨著建筑行業(yè)的不斷發(fā)展,高層建筑等工程結構對鋼筋性能的要求越來越高。460 MPa級螺紋鋼筋具有強度高、塑性和粘結性好等性能特點,同時具有節(jié)約型材料的特點,在國內外建筑工程中應用很廣,市場上需求很大。天鋼于2006年開始生產460 MPa級螺紋鋼筋,產品規(guī)格為?12~50 mm。為增強市場的競爭力,提高鋼筋的使用性能,降低生產成本,我們對?25 mm、?40 mm螺紋鋼筋的化學成分進行了優(yōu)化,進行了生產工藝的研發(fā)工作。
2 460 MPa英標螺紋鋼筋技術要求
BS4449:1997[1]標準是英國ISE/9/1技術委員會在1997年起草制定的。標準按強度級別不同分為兩個等級,一個是250 MPa,另一個是460 MPa,后者按延性分類(橫肋方向不同)加字母,分為460A和460B,天鋼生產的鋼筋全部為460B。該標準對產品化學成分、力學性能及重量偏差的要求分別見表1、表2、表3。
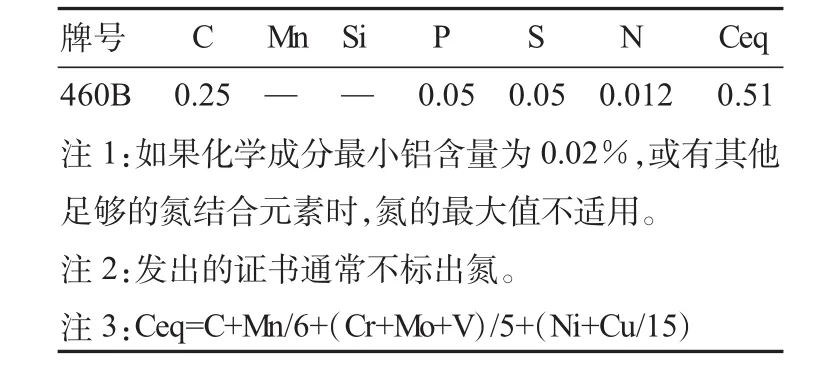
表1 化學成分要求 /≯%

表2 力學性能要求
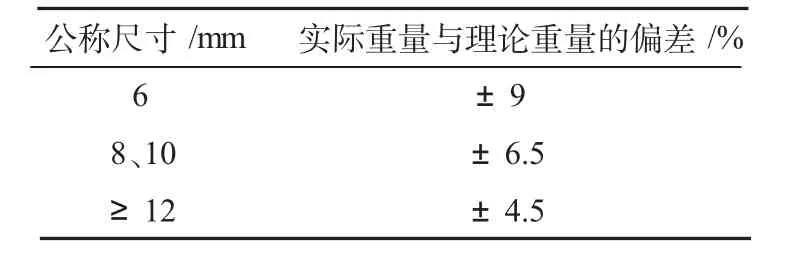
表3 重量偏差要求
3 460 MPa螺紋鋼筋原工藝生產狀況
3.1 化學成分
天鋼使用20MnSi連鑄方坯生產?25 mm、?40 mm 460 MPa級英標螺紋鋼筋,化學成分見表4。

表4 20MnSi化學成分 /%
3.2 工藝控制
目前,這兩個規(guī)格的控冷工藝參數見表5。
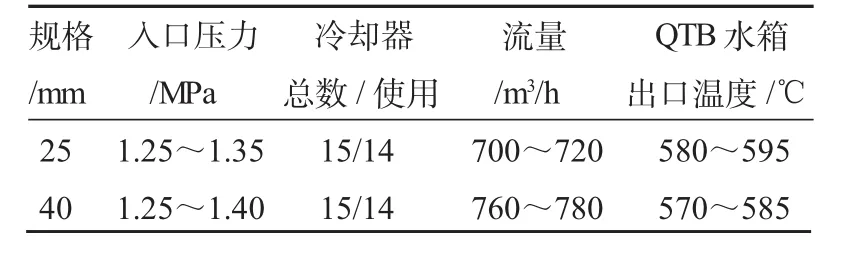
表5 工藝控制
3.3 產品熱檢性能
目前,?25 mm、?40 mm鋼筋實際力學性能指標和重量偏差控制見表6。
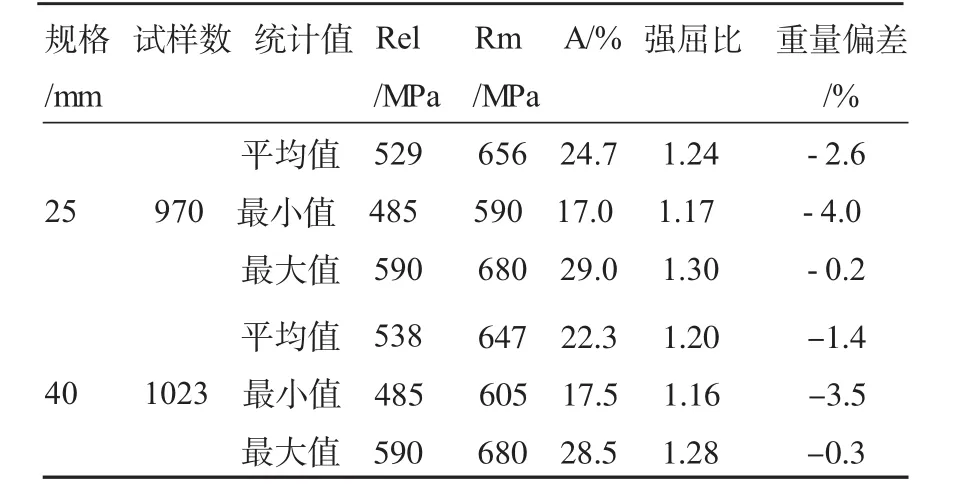
表6 熱檢性能統計
從表6熱檢性能統計數據看出,?25 mm和?40 mm的屈服強度都在485 MPa以上,抗拉強度都在590 MPa以上。?25mm屈服強度平均值超出標準69 MPa,?40 mm屈服強度平均值超出標準78 MPa。兩種規(guī)格的伸長率在17%以上,強屈比都在1.16以上。重量偏差在負偏差范圍,各性能指標均超過了英標標準的要求。
目前的化學成分和控冷工藝生產的螺紋鋼筋均符合甚至超過了英標標準的要求。由于英標標準并未對Si、Mn含量做出具體要求,因此可以進一步考慮優(yōu)化Si、Mn含量。另外,由表5可以看出?25 mm和?40 mm冷卻器還有一個未使用,造成了設備的浪費,可以對其進行優(yōu)化。
4 成分和工藝優(yōu)化和試驗
優(yōu)化研究工作主要是調整化學成分,在現行20MnSi化學成分的基礎上調整Si、Mn的含量,同時調整冷卻工藝,將冷卻器全部開啟,使水箱冷卻能力得到最大利用。
4.1 成分優(yōu)化
根據成分優(yōu)化方案,選取5支坯料,化學成分見表7。從化學成分看出C含量與調整前相比并沒有降低,只是在下限范圍,Si、Mn含量都做了較大幅度的調整。
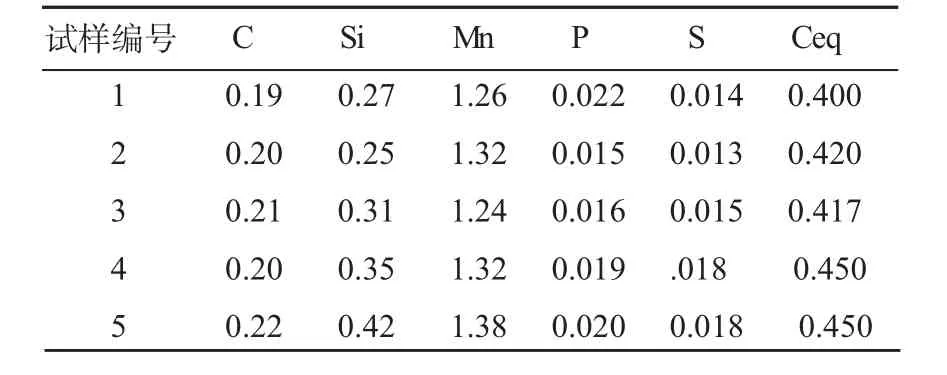
表7 20MnSi試驗材料的化學成分 /%
4.2 生產工藝優(yōu)化
4.2.1 加熱工藝
為了保證坯料加熱均勻,我們設定加熱爐的各段溫度如表8所示,實際生產中嚴格控制。
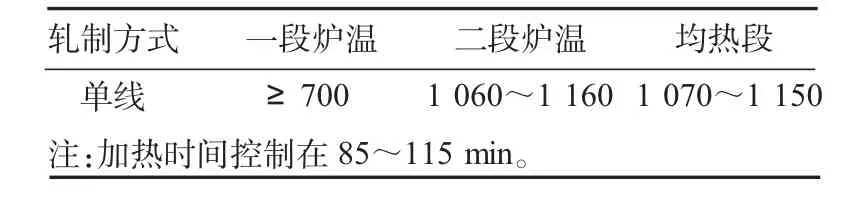
表8 爐溫控制 /℃
4.2.2 軋制工藝優(yōu)化
根據以往生產經驗并結合成分設計,我們制訂開軋溫度控制在1 020~1 180℃,軋制速度?25 mm控制在8.7 m/s,?40 mm控制在5.0 m/s。根據規(guī)格合理制定相應的軋制規(guī)程。
4.2.3 QTB余熱處理工藝
將15段冷卻器全部開啟,壓力調到最大,這樣優(yōu)化后的QTB回火溫度比優(yōu)化前降低了15℃,見表9。為避免性能波動過大,流量偏差控制在20 m3/h范圍內,水壓偏差控制在0.5 MPa范圍內,QTB回火溫度偏差控制在15℃范圍內。
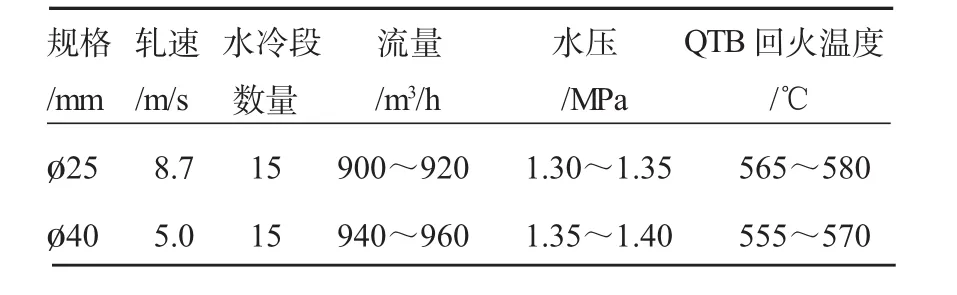
表9 QTB穿水冷卻工藝
4.3 試驗結果
鋼筋下線后立即做熱檢性能,每支鋼坯取兩個試樣進行拉伸試驗,力學性能數據見表10、表11。
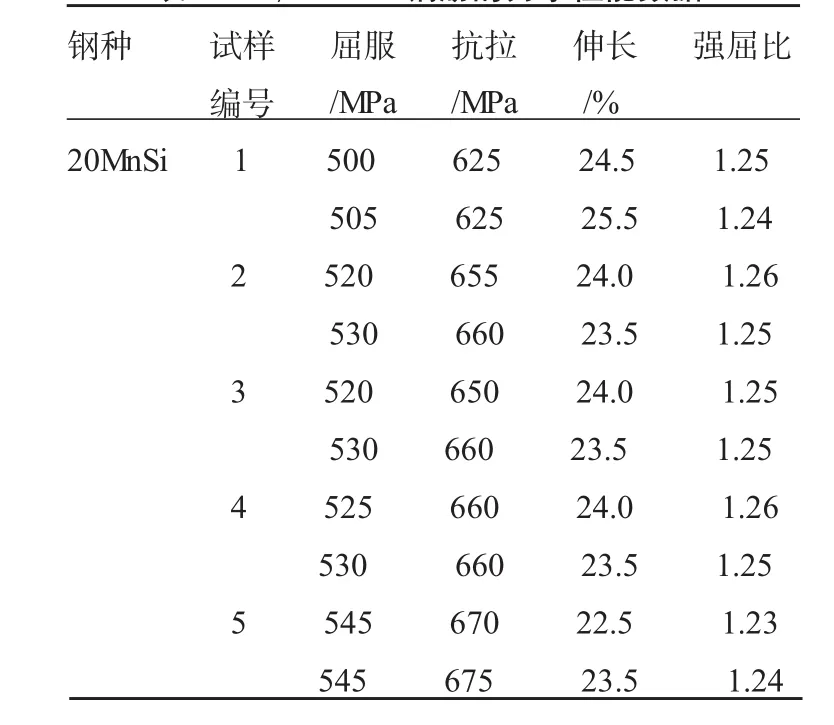
表10 ?25 mm鋼筋的力學性能數據
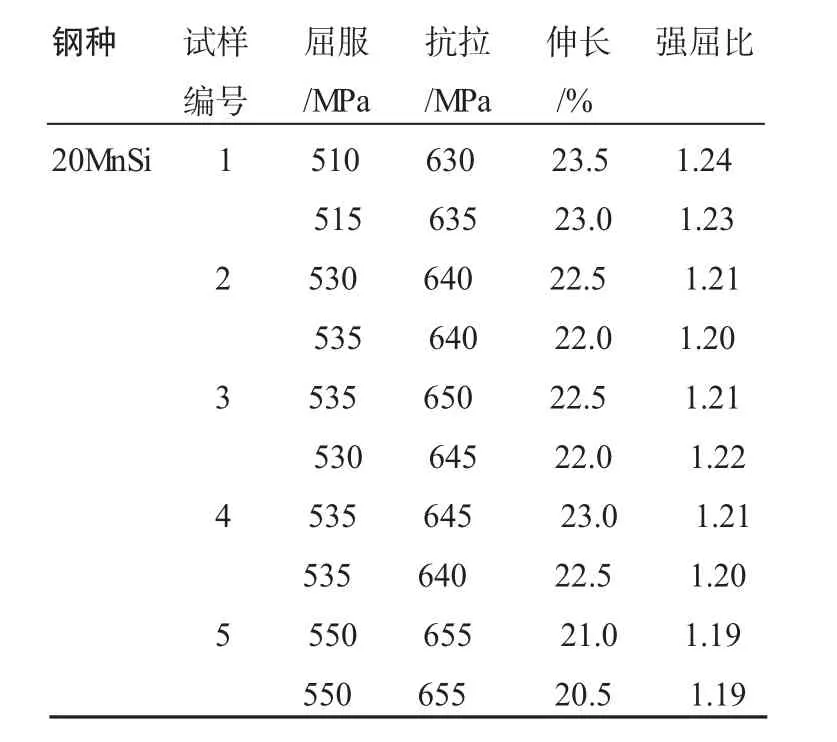
表11 ?40 mm鋼筋的力學性能數據
從表10、表11看出兩個規(guī)格的5個試樣各項性能指標均符合英標標準的要求。試樣的屈服強度都在500 MPa級以上,屈服強度隨著試樣碳當量的增加而增加,碳當量最小對應的屈服強度也最小。碳當量相同的2號、4號試樣,C、Mn含量相同,只是Si相差0.1%,屈服強度和抗拉強度相差不大,說明在此成分范圍和工藝狀態(tài)下,Si含量的多少對強度的影響不明顯。根據以上結果,可將Si下限調整為0.25%,Mn下限調整為 1.25%,即 Si:0.25%~0.5%,Mn:1.25%~1.50%,其余元素化學成分不變。
5 實際生產效果和經濟效益分析
5.1 實際生產效果
采用優(yōu)化后的化學成分與工藝生產了40爐?25 mm、35爐?40 mm螺紋鋼筋,其性能結果見表12。

表12 大生產鋼筋的力學性能
從表12看出,兩個規(guī)格力學性能指標完全合格,從屈服強度來看,最小值超出標準35 MPa,平均值與調整前變化不大,其它性能指標控制較好。
5.2 經濟效益分析
Si下限調整為0.25%,Mn下限調整為1.25%,即Si含量比原來降低0.15%,Mn含量降低0.05%,成本計算見表13。
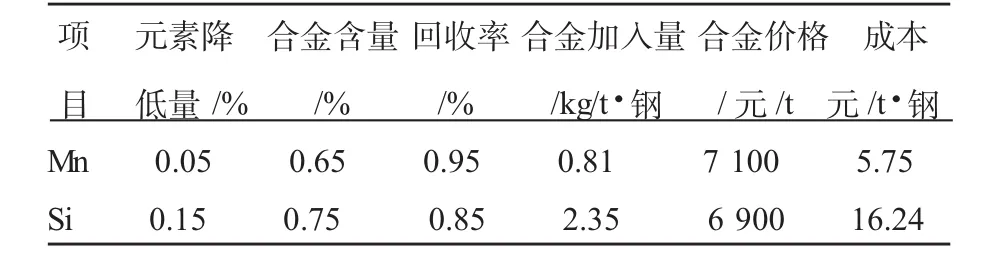
表13 成本計算
經計算降低Si、Mn含量后,?25 mm和?40 mm鋼筋噸鋼成本降低了21.99元。
6 結論
6.1 優(yōu)化成分和合理QTB工藝后,460MPa級鋼筋性能完全符合英標標準的要求,并且性能穩(wěn)定,實現批量生產。
6.2 成分優(yōu)化后,噸鋼成本降低了21.99元。
[1]BS 4449:1997,Specification for Carbon steel bars for the reinforcement of concrete.
Composition Design and Production Process Optimization of 460 MPa Rebar
Wang Bingxia,Zhou Cheng
Tiangang utilized 20MnSi square billet to produce Ф 25 mm and Ф 40 mm 460 MPa rebars of British Standard.Process optimizing measures were taken,such as adjusting Mn and Si contents of 20MnSi square billet,regulating cooler opening and pressure to increase cooling strength and reducing tempering temperature.Consequently,the products meet BS4449:1997 British Standard with lower production cost and higher market competitiveness.
rebar,composition,design,process,optimization
(收稿 2010-11-10 責編 崔建華)
王炳霞,女,北京科技大學工程碩士。天津鋼鐵集團有限公司棒材廠副廠長主要從事天鋼棒材新產品及工藝開發(fā)工作和棒材廠生產管理工作。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
