南堡35-2-A6mh井復雜套銑工藝探討
2010-12-23 09:45:32邵明仁張春琳
海洋石油 2010年1期
關鍵詞:作業
魏 剛,邵明仁,張春琳
(1.中海石油基地集團監督監理技術公司,天津塘沽 300452;2.中海石油基地集團采油技術服務公司,天津塘沽 300452)
南堡35-2-A6mh井復雜套銑工藝探討
魏 剛1,邵明仁1,張春琳2
(1.中海石油基地集團監督監理技術公司,天津塘沽 300452;2.中海石油基地集團采油技術服務公司,天津塘沽 300452)
南堡35-2-A6mh井設計為一口多底水平分支井,下主支完成后,通過下入膨脹管,斜向器進行開窗側鉆上主支作業,并在上主支下入 Ф177.8 mm尾管,然后套銑尾管及斜向器溝通上、下主支。介紹了NB35-2-A6mh井套銑尾管及斜向器的作業難點及現場施工作業中遇到的問題,探討了該井未套銑成功的原因,并提出幾點保證套銑作業順利進行的建議,為以后海上4級完井作業中套銑尾管及斜向器提供借鑒和參考。
多底井;套銑;斜向器;鉆井參數
為充分利用儲層特點,提高單井產能,中海油實施了一口多底水平分支井南堡35-2-A6mh井,該井也是中海油獨立組織實施的 TAMLLevel 4(4級完井)多底井的先導試驗井(井身結構見圖1)。A6mh井下主支鉆水平分支井鉆完井作業已結束,生產期間含水達到了84%左右。A6mh井采用了中國石油勘探開發研究院機械研究所研制的膨脹管、斜向器及套銑工具,勝利石油管理局鉆采工藝所研制的開窗側鉆工具以及中國海洋石油基地集團監督監理公司研制的尾管液壓脫手工具進行上主支作業,順利完成了座封膨脹管、開窗側鉆、上主支井眼鉆井、下尾管固井、上主支水平分支井段鉆完井作業后,在進行套銑尾管及斜向器溝通主井眼作業中遇到了問題,本文就這些問題進行了探討與研究。
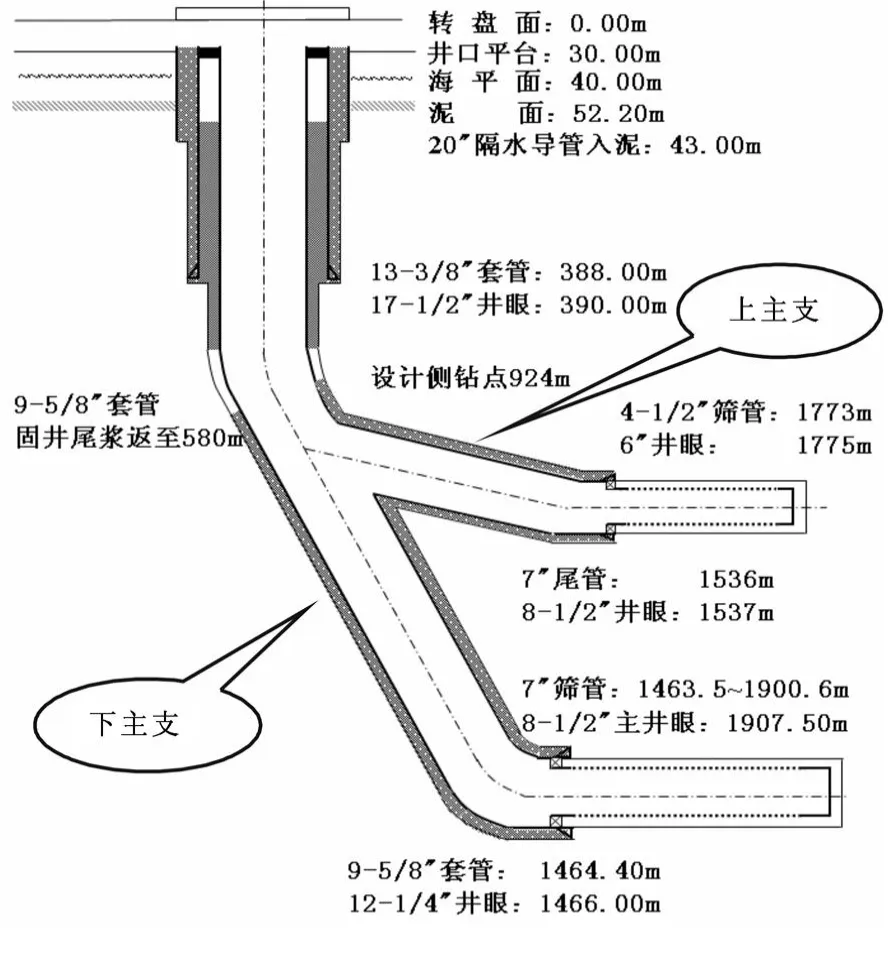
圖1 NB35-2-A6mh井設計井身結構示意Fig.1 Well NB35-2-A6mh casing program sketch map
1 套銑作業現場施工難點及套銑工藝設計
1.1 套銑作業現場施工難點
本次套銑作業既要套銑尾管,又要套銑斜向器,它們以水泥固結(圖2),且開窗處井斜角已達到34.6°,與渤海地區以往的套銑作業相比,套銑作業難度較大[1]。
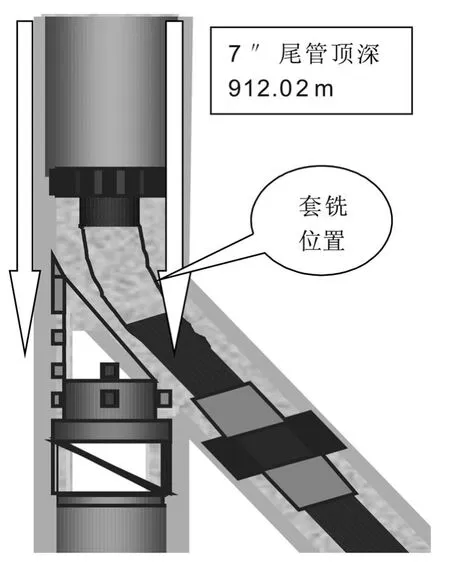
圖2 套銑結構示意Fig.2 Washover structure sketch map
套銑參數控制較難。如果鉆壓及轉速較大,可能會導致套銑扭矩較大,容易憋停頂驅,如果參數較小,可能導致套銑速度太慢,時間太長會導致作業成本大增加。因此,必須找到一個較好的平衡點能平衡兩方面的不足且能保證套銑成功。
鋁屑作為套銑斜向器的標志在后期不易識別。雖然在套銑斜向器過程中會遇到多個鋁質扶正塊,但在震動篩處能觀察到的鋁屑數量還是較少,即使多次替稠鉆井液攜帶鐵屑及鋁屑也難免有一些不能及時返出井筒。
如果頂驅憋停,上提幅度不易控制。由于頂驅憋停后,上提多少可以使頂驅恢復轉動不是一個固定值,這就可能造成上提幅度過大而使套銑鞋不能進入原套銑段,或者需要重復套銑才能到達原套銑段,特別是在套銑到斜向器后,如果上提過多而提出斜向器,會導致套銑鞋跟隨尾管套銑尾管外水泥環無法再進入斜向器。
由于A6mh井下主支已生產一段時間,在下入斜向器前井筒內為替入的完井液,在套銑完斜向器溝通上、下支井眼后,存在井漏及井噴的風險,因此套銑作業采用的鉆井液必須有良好的性能,即保證不會發生嚴重漏失,也能避免井噴風險,同時還要保證不能污染油層。
1.2 套銑工藝設計
鑒于以上作業難點,為保證套銑作業順利進行,分別設計了相應的套銑工藝[1-3]:
(1)精心選擇套銑鞋,盡量采用強度大、結構優化的套銑鞋,保證一次套銑成功;套銑成功后判斷容易:套銑到設計位置之前有150 mm的空行程,套銑到設計位置時,套銑鞋完全套住斜向器打撈機構,機械鉆速降低至零;
(2)盡量控制套銑參數,根據套銑扭矩情況隨時調整參數,防止扭矩過大憋停頂驅;
(3)如果套銑過程中,扭矩大,替入稠鉆井液(漏頭黏度大于120 s)攜帶套銑出的鐵屑;
(4)精心操作,控制套銑扭矩,如果頂驅憋停,盡量控制上提幅度;
(5)在套銑鉆具中加入震擊器,以防在套銑作業過程中出現意外卡住套銑鞋時震擊解卡;套銑鉆具:Ф214 mm套銑鞋+Ф214 mm套銑管扶正器+Ф206 mm套銑管×2+變扣接頭+Ф165.1 mm(撓性接頭+震擊器)+Ф127 mm加重鉆桿×14;
(6)優選鉆井液體系,保證良好的鉆井液性能,避免井控風險,保證攜砂性能優良,使套銑出的水泥及鐵屑等及時返出。
2 套銑作業中出現的問題
下入套銑鉆具到底(探尾管頂在912.02 m)后,轉化完井液為PRD無固井鉆井液(密度1.05 g/cm3,漏斗黏度 43 s)。套銑、切割 Ф177.8 mm尾管至927.5m(期間頂驅多次憋停)頂驅憋停;上提頂驅轉動后繼續套銑至928.55 m頂驅憋停,緩慢上提遇卡,下放至中性點;緩慢釋放扭矩,上提至927.8 m(過提8 T),鉆具開始轉動;緩慢下放至928.2 m,頂驅憋停;重復多次,不能下放到底,起鉆,套銑鞋底部殘缺7塊切削單元(共13塊)。
組合套管撈矛工具打撈尾管,撈住尾管后,多次過提5 T未能提出尾管,判斷尾管未能完全套銑斷;起鉆。
下入新套銑鞋繼續套銑切割尾管及斜向器,探尾管頂后,繼續緩慢下放至原套銑深度,繼續套銑至929.64 m,進尺極其緩慢,起鉆,套銑鞋底部硬質合金切削刃被整體磨短2.5 cm。
3 原因分析及采取的技術措施
第一次套銑過程中,隨著套銑進尺的增加,扭矩逐漸增大,由于套銑速度緩慢,增加鉆壓并提高了轉速,導致扭矩逐漸增加,扭矩增大后,多次替入稠鉆井液攜帶鐵屑并增加循環時間,但并沒有使扭矩大的狀況有所改善。在套銑作業中,多次憋停頂驅,不得不上提鉆具,在最后的套銑進尺中,即使在鉆壓較小的情況下,扭矩也一直較高。
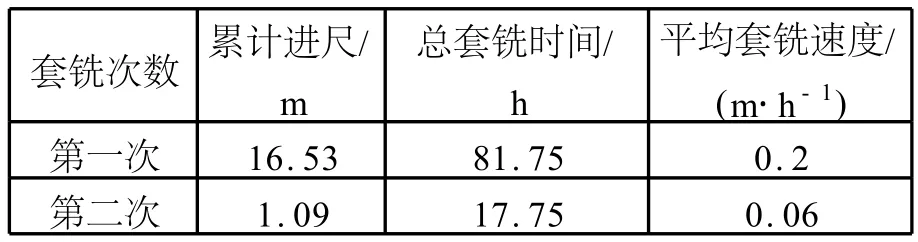
表1 兩次套銑作業進尺及速度統計Tab.1 Washover operation footage and ROP statistics
通過表1中的兩次套銑速度可以看出在兩次套銑作業中,套銑速度均較慢,特別是第二次套銑作業中,由于底部留有第一次套銑過程中的多片套銑鞋殘塊,導致套銑速度更低,而且在原已套銑段下放過程中速度也很慢。由于套銑進尺緩慢,不得不頻繁改變鉆井參數,增加鉆壓和轉速雖然能在某種程度上提高套銑速度,但會引起扭矩的上升,其直接后果是導致頂驅多次憋停,最終使套銑鞋磨損嚴重并斷裂。
兩次套銑過程中,均發現部分鋁屑,由于難以判斷井下套銑情況,第一次套銑時,頂驅憋停后多次上提后均能順利下放到原位置,無法判斷套銑至927.5 m后脫離斜向器而套銑尾管外水泥環。
通過電纜成像測井觀測窗口處尾管狀態,測井段:910~925.7 m(儀器下放至926.4 m遇阻)。測井結果:尾管頂 912.3 m;尾管分別在914.6~917.2 m、922.4~925.7 m有磨損缺口。下入Ф152.4 mm尖嘴磨鞋順利通過窗口進入上主支井眼,起鉆,再次成像測井,發現927.5 m為套銑結束點。從第二次成像測井結果看,在套銑至927.5 m以后,就再無套銑成果。
在第一次套銑過程中,套銑至927.5 m憋停頂驅一次,小幅上提頂驅無法轉動,多次小幅度上提后頂驅才轉動,但此時已提離斜向器頂,再次下入時,套銑鞋脫離斜向器跟隨 Ф177.8 mm尾管走,套銑尾管外水泥環直至928.55 m頂驅憋停,無法下放至原套銑位置。斜向器與尾管之間的水泥以及尾管外部的水泥環都容易被破壞,在長時間的套銑過程中,水泥一旦被破壞掉,套銑鞋提出斜向器頂后脫離斜向器的可能性就很大。
從理論上推算尾管已經被套銑斷,但在下入套管撈矛撈住套管上提無效后,可以判斷尾管并未完全套銑斷,說明在有一定井斜角下的套銑作業的井下情況更復雜。
雖然套銑過程中,總的扭矩偏大,但在海洋鉆井中這樣的扭矩值并不算高,而在此種情況下,套銑鞋卻被蹩斷,從第一次起出的套銑鞋情況來看,套銑鞋斷裂處均在套銑鞋的內臺肩處,此臺肩是為了套銑完成后打撈斜向器的打撈機構。因此套銑鞋的結構設計也存在一定的缺陷,有待進一步改進。套銑鞋打撈臺肩和內外水槽處的應力集中,導致其強度的減弱;套銑鞋的強度不夠,在套銑過程中,扭矩偏大,容易使套銑鞋切削刃沿應力集中槽和臺階處破開、斷裂。
開窗點的選擇[2]需進一步優化,一定要避開Ф244.5 mm套管接箍及套管扶正器,保證套銑順利;因油藏方面堅持要求,本次實際作業開窗點比原設計選定的開窗點提高了5 m,接近了套管接箍,為開窗和后續套銑作業增大了難度。在第二次套銑筒出井時帶出了一大一小共兩塊 Ф244.5 mm套管接箍碎塊,可見對套銑作業的影響很大。
由于套銑尾管及斜向器溝通下部主井眼失敗,且下主支含水較高,決定先對上主支井眼進行完井作業,以后再根據情況決定重新套銑尾管及斜向器并對下主支井眼完井。
4 認識及建議
(1)鉆進過程中,必須密切注意扭矩變化,防止憋停頂驅;盡量控制鉆壓,防止鉆壓過大,先期破壞套銑鞋切削刃,如果套銑鞋切削單元損壞落井后,再次套銑時難度會遠遠大于首次套銑時的難度。
(2)如果發生憋停頂驅現象,盡量小幅度上提,防止大幅度上提導致套銑鞋跟隨套管走;斜向器與尾管之間的水泥石強度不可能很高,在長時間套銑過程中兩者極有可能分開,如果上提過多,會導致套銑鞋與斜向器分開。
(3)提高套銑鞋的強度,防止在套銑過程中更換套銑鞋;改善套銑鞋臺肩處的應力集中,改進套銑鞋的結構,如水槽過多,且內外位置相同,導致強度不夠。
(4)建議對套銑管柱受力進行計算,采用合適能力的鉆機設備,優化套銑參數,避免頻繁憋停頂驅。
(5)建議在后期作業中先對上部已套銑過的尾管進行切割、打撈,反循環出井眼內損壞落井的切削單元,然后采用帶馬達的套銑鉆具:Ф214 mm套銑鞋+Ф214 mm套銑管扶正器+變扣接頭+Ф165.1 mm螺桿馬達+Ф165.1 mm(撓性接頭+震擊器)+Ф127 mm加重鉆桿×14,直接套銑斜向器并打撈。
[1]靳樹忠.套管側鉆分支井鉆井工程設計及應用原則[J].石油鉆探技術,2003,31(2):4-5.
[2]譚家虎,夏宏南,韓俊杰.套管開窗側鉆工藝研究[J].西部探礦工程,2003,83(4):71-73.
[3]章桂庭,郭樹彬,雷剛,等.深斜井永久式封隔器兩種套銑方式風險分析與優化措施[J].石油鉆采工藝,2007,29(5):111-116.
The discussion of complex washover technology applied to NB35-2-A6mh well
Wei Gang,Shao Mingren,Zhang Chunlin
(1.CNOOC Energy Technology&Services Ltd.Supervision and Technology Co.,Tanggu 300452;2.CNOOC Energy Technology&Services Ltd.-Oilf ield Technology Service Co.,Tanggu 300452)
NB35-2-A6mh well is a multilateral well.Run in expandable tubular and whipstock to drill the up-lateral and run in theФ177.8 mm liner after the completion of the down-lateral,then washover the liner and the whipstock to connect the up-lateral and the down-lateral.In this thesis,the complexity and the field operation’s problems of the washover liner and the whipstock are introduced,the reason of the unsuccessful washover is discussed,and some suggestions to assure washover are made.All of these can offer a reference for washover liner and whipstock in the TAML-Level 4 completion.
multilateral well;washover;whipstock;drilling parameter;
TE243
A
10.3969/j.issn.1008-2336.2010.01.0101
1008-2336(2010)01-0101-04
2009-11-25;改回日期:2009-12-14
魏剛(1978—),男,碩士,工程師。2004年畢業于石油大學(北京)油氣田開發石油工程專業,現從事鉆井監督工作。E-mail:weigang2@cnooc.com.cn。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08