油井鋼管圓螺紋接頭機緊狀態下的力學分析
2010-12-11 02:46:00周永麗朱火燕
石油礦場機械 2010年12期
關鍵詞:分析
王 杰,周永麗,焦 鋒,朱火燕,雷 毅
(1.南通出入境檢驗檢疫局,江蘇南通226005;2.江蘇出入境檢驗檢疫局,南京210001; 3.中國石油大學,山東東營257061) *
油井鋼管圓螺紋接頭機緊狀態下的力學分析
王 杰1,周永麗2,焦 鋒1,朱火燕1,雷 毅3
(1.南通出入境檢驗檢疫局,江蘇南通226005;2.江蘇出入境檢驗檢疫局,南京210001; 3.中國石油大學,山東東營257061)*
通過建立機緊狀態下的扭矩方程,應用MATLAB軟件對P110油井鋼管圓螺紋接頭在正常機緊、過機緊和欠機緊狀態下的扭矩進行仿真,并借助ANSYS軟件分析了圓螺紋接頭在不同機緊狀態下的力學狀態。研究結果表明:油管和接箍嚙合的開始部位存在明顯的應力集中區,在過機緊(2.5圈)狀態下,應力集中區將超過規定值而增大螺紋接頭粘扣的趨向。
油井鋼管;圓螺紋;粘扣;受力分析;仿真
隨著井深增加,油井鋼管的工況條件變惡劣,粘扣、刺扣、泄漏、滑脫掉井、擠毀、疲勞斷裂、腐蝕等失效事故時有發生,且造成巨大的經濟損失。在諸多失效形式中,油管螺紋的粘扣占較大比例[1-11],輕者表現為損傷螺紋表面,影響油管的反復上卸扣能力和上扣扭矩,嚴重時降低油管的密封性及連接強度,使之在螺紋連接處發生泄漏或掉井事故。通過油井鋼管圓螺紋接頭受力過程的分析,借助計算機仿真技術,研究油井P110鋼管圓螺紋接頭在不同機緊狀態下的力學狀態,從而為現場實際操作提供理論指導。
1 齒面接觸力扭矩方程分析
油管在服役中螺紋接頭部位要經歷反復上卸扣的扭矩作用,是整個油管中最脆弱、最容易損壞的部分,油管上卸扣時橫截面如圖1所示。
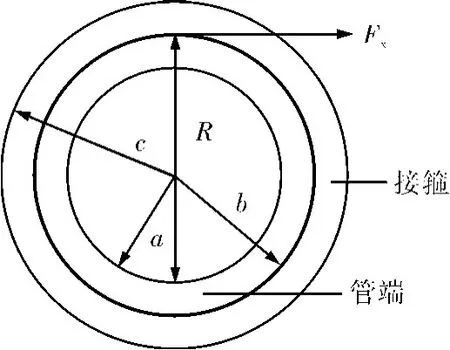
圖1 上卸扣時油管和接箍的橫截面
上卸扣扭矩為

式中,Fx為軸向拉伸應力。
上扣接觸應力為


式中,R為嚙合處公稱節圓半徑,mm;L為軸向嚙合長度,mm;μ為摩擦因數;a為油套管內半徑,mm;b為螺紋中徑,mm;c為接箍外半徑,mm。
可見,錐管螺紋上扣位置與扭矩及過盈量成正比,旋扣位置越長(嚙合螺紋越多),上扣扭矩越大。采用帶鉗或B型大鉗操作,管材夾持部位有適量的夾持力作用,接頭螺紋旋接同樣形成齒面接觸應力與扭矩引起的徑向、環向應力,上扣扭矩越大,齒面接觸應力與復合應力越大。在上扣過程中,隨著嚙合螺紋的增加,螺紋之間的復合應力和齒面接觸應力越來越大,螺紋之間的摩擦力也隨之增加。
P110油井管基本參數:
油套管內半徑 38 mm
接箍外半徑 56 mm
油管螺紋端半徑 45.80 mm
軸向嚙合長度 54.36 mm
油管螺紋錐度 50.825 mm/m
螺紋齒頂高 1.226 mm
每英寸螺紋牙數 8牙
有效螺紋長度內的螺紋圈數 17.12圈
根據API RP 5CI標準[12],API圓螺紋接頭在使用時,需要施加一定的扭矩使其達到合理的上扣位置(機緊圈數)。標準機緊狀態下?88.9 mm× 6.45 mm的P110油管在使用時要求有2圈的機緊圈數,欠機緊狀態下為1.5圈的機緊圈數,過機緊狀態下為2.5圈的機緊圈數。選取單元距油管螺紋端長度為x(mm),則得到標準機緊、欠機緊、過機緊3種狀態下相關的參數如表1。

表1 3種機緊狀態下螺紋嚙合相關參數
應用MATLAB 6.01軟件編程、計算和仿真,得到如圖2所示的3種機緊狀態下上扣所需扭矩曲線。由圖2可以看出,在過機緊0.5圈狀態下,上扣扭矩將達到3 020 N·m,已經超過P110油管規定扭矩范圍(1 750~2 930 N·m)。由于過機緊狀態下的有效螺紋長度增大,使上扣扭矩增加,齒面接觸應力增高,塑性應變的變形增大,螺紋粘扣傾向隨之增大。欠機緊狀態下0.5圈上扣,所需扭矩比標準機緊狀態所需扭矩小,但是欠機緊狀態是內、外螺紋配合公差形成“小腦袋帶大帽子”的情況,將影響螺紋接頭的抗滑脫能力。在標準機緊狀態下,上扣所需扭矩在規定的扭矩范圍內,同時有利于油管密封及防止接頭滑脫。分析認為:過扭矩情況下油管所受的軸向外力最大,也最容易發生粘扣。
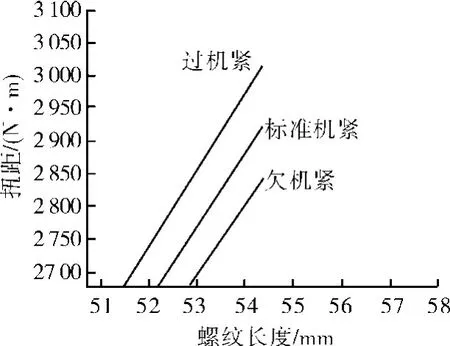
圖2 3種機緊狀態下上扣扭矩
2 上卸扣扭矩和齒面接觸應力仿真
考慮到油套管上卸扣和拉伸過程中加載荷是對稱于其中心軸線的,而且在旋合過程中螺紋升角< 2°,力學分析模型可做軸對稱處理。本研究中使用ANSYS5.7有限元分析仿真軟件,在Windows環境下進行分析仿真。
首先對幾何模型進行網狀有限元模型的劃分,以油管的軸線為x軸,油管螺紋小端面為 y軸建立笛卡爾坐標系。所研究的油管為P110?88.9 mm× 6.45 mm加厚油管,其中接箍外徑?112.0 mm,管體外徑?88.9 mm,管體壁厚?6.45 mm。為了研究軸向力的影響,對接箍的一端施加全約束,左邊施加x方向的約束,對油管內壁施加 y方向的約束。分別在正常扭矩、過扭矩、欠扭矩3種情況下對油管接頭施加800 kN的軸向載荷,根據所加的約束和載荷以及指定的關鍵路徑繪出相應的仿真圖形。標準扭矩機緊狀態、過扭矩機緊狀態和欠扭矩機緊狀態的仿真結果分別如圖3~5所示。
由圖3可以看出:嚙合螺紋兩端接觸應力非常高,最大值出現在油管螺紋嚙合的第 1牙,為946.015 MPa,接箍最外端的螺紋扣受力達到756.816 MPa,而且外螺紋頂端有效螺紋長度范圍內承載面接觸力比較大,導向面接觸應力幾乎為零;但在外螺紋小端8~9牙以內,承載面與導向面上接觸應力都很小,這種接觸應力分布特征顯然與軸向力有關。從外螺紋有效螺紋開始,接觸力驟然變大,即在開始的一兩處存在著明顯的應力集中。此后,接觸力逐漸變小,從第5牙起至第12牙,接觸應力小到幾乎為零,至于從第13牙起至大端應力又升高,顯然與上扣機緊扭矩有關。分析結果表明:油套管在上扣過程中,螺紋粘扣在螺紋的2個面均可發生,而且嚙合螺紋兩端粘扣傾向嚴重。有軸向力作用后,承載面容易產生粘扣,而且螺紋頂端接觸應力較大處的粘扣傾向嚴重。
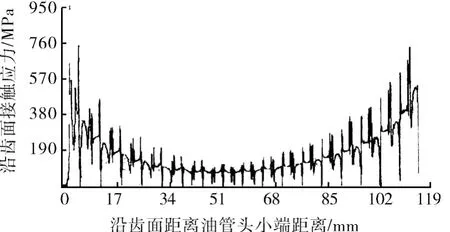
圖3 標準扭矩機緊狀態仿真結果
圖4為螺紋機緊2.5圈時800 kN軸向拉力條件下沿齒面的齒面接觸力圖形,可以看出,沿螺紋牙側面(包括承載面和導向面)接觸應力分布規律與圖3基本一致,但是最大接觸應力值達到 978.408 MPa,比標準扭矩機緊狀態下的最大值高3.42%。所以,隨著上扣扭矩增加,齒面接觸應力增高,塑性變形傾向增大,導致螺紋粘扣傾向隨之增大。
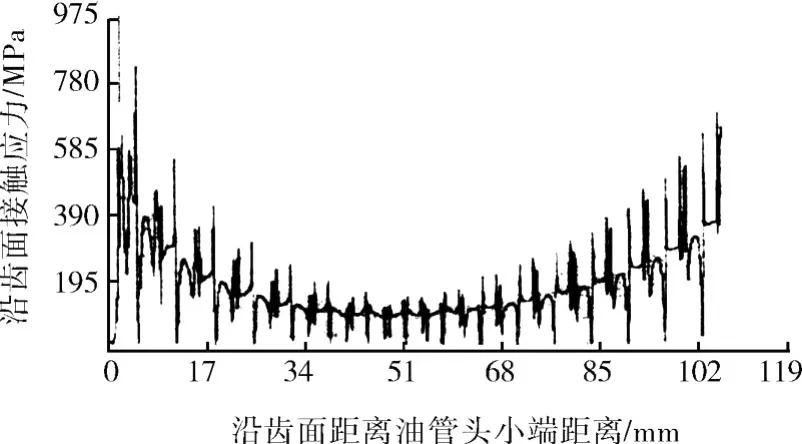
圖4 過扭矩機緊狀態仿真結果
由圖5可以看出,欠扭矩時螺紋的齒面接觸力分布也和標準扭矩以及過扭矩的齒面接觸力分布趨勢基本一致。機緊1.5圈時,接觸應力的最大值為807.344 MPa,分別比標準扭矩機緊狀態下低14.66%,這說明欠扭距時齒面接觸力有所下降。從力學方面看,欠扭矩上扣可以緩解螺紋粘扣。但是機緊不到位使內外螺紋嚙合的齒數少,且各牙齒嚙合的深度淺,即內外螺紋之間在徑向有很大的間隙。當吊起試樣時,內外螺紋會形成偏心,外螺紋接頭端面尖角就會與內螺紋相撞,從而在上扣過程中也有可能發生粘扣現象。另外,機緊不到位直接影響油管的密封性和螺紋接頭的抗滑脫強度。
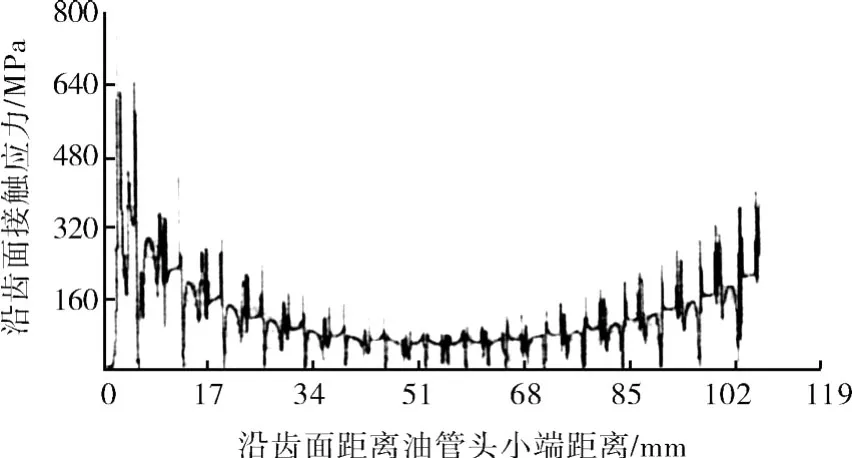
圖5 欠扭矩機緊狀態仿真結果
3 結語
通過MA TLAB對扭矩的仿真結果可知,機緊圈數直接決定著上卸扣扭矩,當上卸扣圈數超過規定的圈數時,上卸扣扭矩會明顯增大。通過ANSYS分析和仿真的結果可知,齒面接觸力的最大值總是出現在油管螺紋接頭的第1~2有效螺紋嚙合處,且隨機緊圈數增加,齒面接觸力增大。API圓螺紋接頭在正常機緊、過扭矩機緊、欠扭矩機緊3種情況下,嚙合螺紋兩端都存在較大的接觸應力,產生較大的塑性變形,一旦發生粘扣首先產生于嚙合螺紋兩端,特別是倒角面上的起始牙,然后向中間發展。這和油管實際失效情況基本吻合。上扣機緊扭矩低可以減輕粘扣傾向,卻使螺紋接頭滑脫強度降低,在一定范圍內過扭矩機緊可以提高螺紋接頭抗滑脫強度,但卻存在粘扣加重的傾向。
[1] 姚榮榮,雷 毅.油管接口損傷主要影響因素分析[J].中國石油大學勝利學院學報,2007,21(3):4-6.
[2] 趙俊穎,楊春艷,唐曉文,等.淺談油管螺紋粘扣原因與對策[J].石油專用管,2001(1):75-78.
[3] 呂拴錄,張 鋒,吳富強,等.進口P110EU油管粘扣原因分析及試驗研究[J].石油礦場機械,2010,39(6): 55-57.
[4] 呂拴錄,駱發前,趙 盈,等.防硫油管粘扣原因分析及試驗研究[J].石油礦場機械,2009,38(8):37-40.
[5] 呂拴錄,張福祥,李元斌,等.塔里木油氣田非API油井管使用情況分析[J].石油礦場機械,2009,38(7): 70-74.
[6] 劉巨保,丁宇奇,韓禮紅.基于三維有限元模型的鉆具連接螺紋上扣扭矩影響分析[J].石油礦場機械,2009, 38(3):28-32.
[7] 呂拴錄,康延軍,孫德庫,等.偏梯形螺紋套管緊密距檢驗粘扣原因分析及上卸扣試驗研究[J].石油礦場機械,2008,37(10):82-85.
[8] 張全勝.油田套管損傷的治理技術研究[J].石油礦場機械,2008,37(6):20-23.
[9] 肖建秋,彭 嵩,程方強,等.API偏梯形套管螺紋接頭極限抗拉能力分析[J].石油礦場機械,2008,37(3):53-56.
[10] 袁鵬斌,呂拴錄,姜 濤,等.進口油管脫扣和粘扣原因分析[J].石油礦場機械,2008,37(3):74-77.
[11] 張永強,王新虎.油套管螺紋抗粘扣技術研究進展[J].石油礦場機械,2008,37(2):78-81.
[12] API SPEC 5CT,Specification for Casing and Tubing (Metric Units)[S].
Mechanical Analysis on Round Thread Connection of Oil Well Steel Pipe in Pivot-tightened State
WANGJie1,ZHOU Yong-li2,J IAO Feng1,ZHU Huo-yan1,L EI Yi3
(1.N antong Entry and Exit Inspection and Quarantine B ureau,N antong226005,China; 2.J iangsu Entry and Exit Inspection and Quarantine B ureau,N anjing210001,China; 3.China University ofPetroleum,Dongying257061,China)
By the torque equation in pivot-tightened state being established,Matlab software is applied to simulate the torque of P110 oil well steel pipe’s round thread connection,which is in the natural-pivot-tightened state,more-pivot-tightened state and less-pivot-tightened state,and ANSYS software is assisted to analyze the mechanics behavior of round thread connection at different pivot-tightened states.The result showed:stress concentration region existed clearly at the beginning part of oil pipe meshing with coupling.In the more-pivot-tightened state(2.5 circle),stress concentration region surpassed prescribed limit and increased thread connection’s galling.
oil well steel pipe;round thread;galling;force analysis;simulation
1001-3482(2010)12-0007-04
TE931.2
A
2010-06-29
王 杰(1964-),男,江蘇南通人,高級工程師,主要從事進出口機電設備檢驗,E-mail:ntwangjie@pub.nt.jsinfo.net。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
