萊鋼棒材廠減量化低成本生產實踐
2010-12-08 06:37:24黃文初耿超趙海洋江洪廣
河南冶金 2010年4期
關鍵詞:工藝
黃文初 耿超 趙海洋 江洪廣
(1.北京科技大學; 2.萊蕪鋼鐵股份有限公司)
萊鋼棒材廠減量化低成本生產實踐
黃文初1,2耿超2趙海洋2江洪廣2
(1.北京科技大學; 2.萊蕪鋼鐵股份有限公司)
介紹了萊鋼棒材廠利用無槽軋制與多線切分組合技術,同時運用控軋控冷技術,實現精軋機組之前所有道次的孔型、料形完全共用,降低合金元素加入量,降低生產成本,提高生產效率,達到減量化清潔生產的實踐經驗。
無槽軋制 多切分 控軋控冷 清潔生產
0 前言
萊鋼棒材廠第二軋鋼車間主要承擔萊鋼Φ16 mm、Φ22 mm、Φ25 mm三個規格螺紋鋼的生產任務。隨著萊鋼節能減排任務的逐年增加,同時為提高利潤指標,選擇合理的生產工藝以達到實現減量化清潔生產的目的成為必然。
1 生產條件
2009年萊鋼棒材廠第二軋鋼車間實施了再造式工藝改造,現有 28.6 m×10.8 m單蓄熱步進梁式加熱爐一座,粗軋為四架Φ650 mm及二架Φ450 mm平立交替軋機構成,中軋為Φ430 mm四架直流單傳平軋機,精軋為Φ350 mm直流單傳軋機 6架(其中 K5為立軋機),108m ×12 m步進式冷床一臺,850 t固定冷剪一座,中精軋之間、精軋成品軋機后各有一段穿水控溫設備,年設計能力 100萬 t。車間工藝布置如圖 1所示。

圖1 車間工藝布置
2 方案選擇與實施
分析當前工藝設備條件,主要解決:
1)車間所負責三個品種規格中粗軋孔型、料形完全共用問題,粗中軋采用無槽軋制工藝實現大壓下、大延伸工藝,達到細化奧氏體晶粒的目的,同時保證孔型、導衛的同一性。
2)精軋機組對三個品種分別實現不同的生產工藝:對Φ25 mm規格實施常規單線生產工藝,對Φ22 mm規格采取國內首創的大規格雙切分工藝,對Φ16 mm規格采取單道預切三切分工藝。
3)利用形變誘導相變 (D IFT)理論與技術,控制合金元素的加入量,實現“一鋼多級”。
2.1 粗中軋無槽軋制工藝特點與實施要點
2.1.1 工藝特點
無槽軋制是指軋件在上、下兩個不刻槽的平輥間軋制,輥縫的高度即為軋件的高度,軋件寬度即為自由寬展后的軋件寬度,沒有軋槽側壁的夾持、參與變形作用。軋制時只需改變輥縫就可調整軋件的斷面尺寸,軋制的適應性極強,能優化棒線材連軋機的生產工藝。但無槽軋制因其自身變形特點,在使用的過程中容易出現一些問題,主要表現在:
1)受軋件壓下量及來料形狀 (高寬比)的影響,軋后軋件易出現鼓形,如出現軋件側面內凹狀的雙鼓 (曲率為負值),則易產生折疊等軋制缺陷;
2)影響軋件寬展因素很多,軋件寬展量不易估算;
3)無槽軋制過程中,軋件角部區域存在較強的三向拉應力,相對其它區域,相對孔型軋制產生裂紋的可能性大;
4)無槽軋制對進出口導衛的尺寸、材質要求更加嚴格,稍有不當,易出現扭轉、倒鋼等軋制事故,影響軋制穩定。
2.1.2 工藝實施要點
自由寬展量的獲取與軋件高寬比的選取:受軋制溫度、鋼種及軋輥直徑等因素的影響,不同工藝線將會有出現不同的軋制自由寬展量,利用 Z.Wusatowski(烏薩托夫斯基)寬展公式及其坯料初始條件對軋件尺寸進行初設,然后根據實軋料形對其加以修正。該公式的數學表達式是:

式中:δ=b0/h0; εd=h0/D; λ=h1/h0;
β=b1/b0; η=H1/H0
實踐結果表明:入口軋件的高寬比宜小于 1.5,最佳壓下率在 0.7 Rs和 1.3 Rs之間 (Rs指變形在單鼓和雙鼓之間的臨界壓下率)。
進出口導衛間隙選取及導衛耐磨性保證:自由寬展狀態下的導衛相對間隙比孔型軋制狀態下要求更嚴格,有失穩現象,一般表現為:在導板間距不變的條件下,相對導板間隙隨軋件高寬比增加而減少,即導板對軋件的扶持作用加大。
角部韌性裂紋控制及無槽道次的選取:在變形區中,軋件角部出現三向拉應力,若該區域存在冶金缺陷或者位錯塞積,容易形成裂紋源,在后續軋制中受拉應力作用擴展,形成裂紋,并且無槽道次越多,出現裂紋的可能性越大,因此對無槽軋制道次數量選取非常關鍵。本案中選擇粗軋前個四道次、中軋前二個道采取無槽軋制,其余道次采取孔型軋制。
2.2 精軋軋制方案選取
精軋主要工藝思想:采取高效軋制方式,充分發揮設備能力,保證每一規格設計產量不低于150 t/h;充分考慮導衛的共用性,保證連續穩定軋制的需要。
坯料經粗中軋 10個道次軋制后,變成 Ф48 mm圓料,即為所軋三個規格中軋來料。經精軋 6個道次軋制后,實施常規單線生產工藝生產Φ25 mm規格,采取國內首創的大規格雙切分工藝生產Φ22 mm規格,采取單道預切三切分工藝生產Φ16 mm規格螺紋鋼。
2.1.1 精軋工藝要點及設備條件要求
1)對于切分軋制,這兩個規格均采取 K5為矩形料的切分軋制方式 (其中 Ф16 mm三切分孔型系統如圖 2所示)。這種軋制方式比較適應 K5軋機為立式布置的機架形式。

圖2 精軋機組三切分孔型系統示意圖
2)由于精軋前有一穿水段,中精軋距離較大,且中軋機組為平軋機的原因,在進行切分軋制時采取單道預切軋制方式。單道預切相對二道或者多道預切而言,精軋道次 (尤其是 K6)壓力量大,電機負荷高,變形不均勻,不利于穩定軋制,需要從軋輥、導衛方面采取相應措施來彌補。采取 RE65WBF寬體六輪滾動預切分、切分進口導衛,采用寬體閉口式切分導衛出口,關鍵道次均采用高速鋼軋輥等措施保證軋制的連續穩定性。
3)由于軋制變形量及采取控制軋制的原因,精軋負荷較高,在設備選型時要考慮一定富余量。本案中成品及成品前及預切道次電機均采用功率為1400 kW的直流電機。
3 控制軋制與控制冷卻工藝實施
棒材廠第二軋鋼車間以形變誘導相變 (D IFT)理論為基礎,采用在臨界奧氏體區控軋及軋后控冷的工藝,通過對加熱溫度,軋制溫度,二段穿水器水壓水量的控制,利用形變誘導鐵素體和鐵素體再結晶機制細化組織,從而提高產品性能指標,以達到減少合金元素或者不添加合金元素,降低生產成本的目的。下面以該生產線 Ф16 mm澳標帶肋鋼筋為例闡述工藝控制過程。
3.1 熔煉成分
確定不含 V、Nb、Ti等微合金元素的化學成分設計,澳標帶肋鋼筋的化學成分見表 1,實際生產中化學成分按中上限控制。

表1 澳標帶肋鋼筋的化學成分 w%
3.2 控軋控冷工藝
開軋溫度為 920℃~1000℃;中精軋穿水器使用一段,壓力為 0.6 MPa~0.8 MPa,流量150 m3/h~200 m3/h,出口溫度800℃~900℃;軋后穿水器使用三段,壓力為 1.0 MPa~1.3 MPa,流量320 m3/h~400 m3/h,出口溫度 630℃~700℃。
3.3 鋼筋的顯微組織及力學性能
對成品鋼筋取樣作金相組織、晶粒度檢測。結果表明金相組織為鐵素體和珠光體,且兩種組織呈均勻分布。鐵素體晶粒度達 11.5級,產品的強度及延伸率指標均滿足標準要求。Ф16 mm澳標帶肋鋼筋金相組織如圖 3所示。
4 實施效果
通過以上技術手段的實施,車間軋輥消耗由1.2 kg/t降為目前的 0.871.1 kg/t,煤氣單耗由1.1 GJ/t降為現在的 0.9G J/t,制造費用降低23.85元 /t,鋼坯成本也大幅降低,取得了顯著的經濟效益和社會效益。
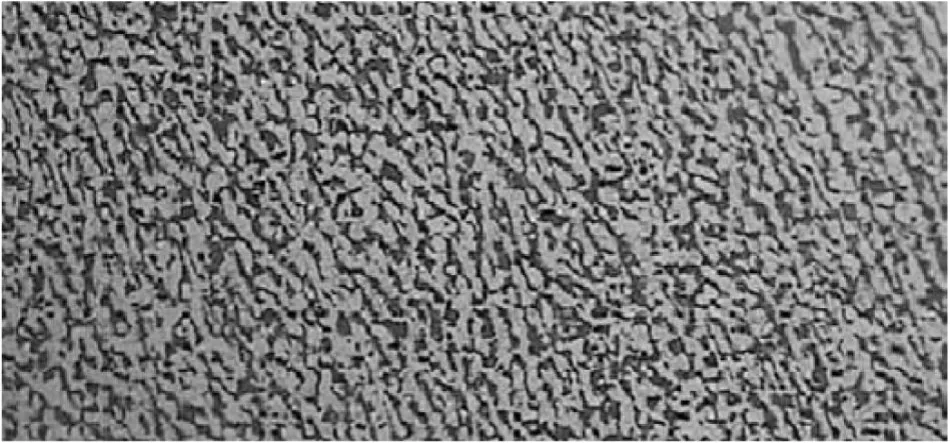
圖3 澳標帶肋鋼筋金相組織
5 結語
通過技術創新,不斷采取新工藝、新技術,可顯著降低生產成本,大幅減少各種單耗,實現減量化低成本清潔生產的目的,打造企業核心競爭力。
[1] 李芳春,徐林平.切分軋制[M].北京:冶金工業出版社,1995:83-96.
[2] 翁宇慶.超細晶鋼—鋼的組織細化理論與控制技術 [M].北京:冶金工業出版社,2003:23-27.
[3] 韋東濱,程鼎,吳迪,等.無孔型軋制壓下規程制定方法的實驗研究[J].鋼鐵研究,1999(5):22-24.
PRODUCTION PRACTICEW ITH REDUCTION AND LOWCOST IN BAR PLANT OF LA IW U IRON&STEEL STOCK CO.,LTD
HuangWenchu1,2Geng Chao2Zhao Haiyang2Jiang Hongguang2
(1.BeijingUniversity of Science and Technology; 2.Laiwu Iron&Steel Stock Co.,Ltd)
The Bar Plant ofLa iwu Iron and Steel Co.,Ltd.has the pass and shear type of every path that before the finishingmill group put to effectwith the tecnics of passless rolling andmulti-segment,also using the theory of rolling and cooling control.Reducing the contents of alloy elements will lower the cost of production raise the productivity effect and reach the purpose of product reduced and cleanly.
passless rolling multi-segment rolling and cooling control product cleanly
*
2010—4—27
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
