聚乙二醇二甲醚脫硫技術在醋酸生產中的應用
2010-12-08 01:07:38任衍廣彭智興岳海濱
化工生產與技術 2010年2期
任衍廣 王 彬 彭智興 岳海濱
(兗礦國泰化工有限公司 山東 滕州 277527)
經驗交流
聚乙二醇二甲醚脫硫技術在醋酸生產中的應用
任衍廣 王 彬 彭智興 岳海濱
(兗礦國泰化工有限公司 山東 滕州 277527)
介紹了NHD脫硫吸收原理、技術特點及操作對吸收效果的影響,分析了羰基合成醋酸生產中脫硫吸收溶液溫度、再生塔壓力、塔頂溫度,NHD溶液中水含量對溶液的再生度脫硫指標的影響。實際生產表明,脫硫塔溫度必須在30℃以內,NHD中水的質量分數以2%~6%為最佳,再生塔塔頂再生氣壓力在20 kPa左右、溫度在103~106℃為最佳。
聚乙二醇二甲醚;脫硫;醋酸
某公司采用甲醇羰基合成法生產醋酸,主要原料為甲醇與高含量的CO氣。由富氧造氣爐生產出的CO氣中含有大量H2S、COS,系統利用NHD吸收CO氣中的硫分,生產出合格的CO氣來滿足醋酸生產的需要。
1 原理及特點
聚乙二醇二甲醚(NHD)沸點高、冰點低、蒸汽壓低,化學穩定性、熱穩定性好,揮發損失小,對碳鋼設備亦無腐蝕性。灑落地下時可被生物降解,對人及生物環境無毒害,因此NHD氣體凈化技術為清潔生產工藝。
根據廣義酸堿理論,在NHD分子結構中,醚基團內的氧為硬堿性中心,而—CH3和—CH2—CH2—基則為軟酸部分。因此,NHD溶劑對硬酸性氣體(如H2S、CO2、COS)和軟堿性氣體均有較強的溶解吸收能力,從而達到脫除酸性氣體的目的[1-2]。
技術特點:
1)NHD溶劑吸收能力為碳酸丙烯酯的1.15倍,加之采用常溫吸收原料氣中的羰基硫、硫化氫,脫硫效率高;氣相夾帶少,可省去復雜的回收裝置,流程簡單,加之NHD溶劑無腐蝕,設備可全部采用碳鋼制作,因此投資省。
2)溶劑的化學穩定性和熱穩定性好,遇氨后不降解。NHD最高脫水操作溫度可達175℃,而其冰點則為-22~29℃。
3)控制溶劑溫度在35℃以下,溶劑循環量小,在180 m3/h以下;氣體凈化度高,脫硫后的氣體中硫的質量分數可達到0.2×10-3以下。
4)NHD性質穩定、蒸汽壓低,在杜絕跑冒滴漏和嚴格控制脫水指標的情況下,在羰基合成醋酸生產工藝中,正常損耗為40~50 g/t。以300 kt/a醋酸產能計算,每年損耗NHD最多為15 t。
5)NHD脫硫采用常溫吸收,循環量小,溶劑蒸氣壓低,因此能耗低。
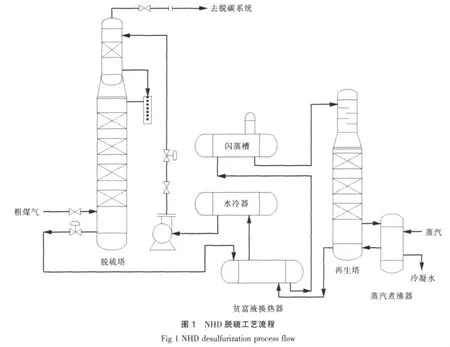
2 工藝流程
工藝流程見圖1。
2.1 氣相流程
CO原料氣進入脫硫塔底部,與自塔上部進入的24~30℃的NHD脫硫貧液在填料上逆流接觸,其中的H2S、絕大部分COS被物理溶解吸收,CO2氣體被部分吸收。出脫硫塔頂的脫硫氣中H2S和COS的體積分數分別≤1.0×10-6、≤0.2×10-3。
2.2 脫硫溶液流程
自脫硫塔底部排出的含酸性氣體的富液,經減壓至0.8 MPa左右,進入脫硫高壓閃蒸槽進行閃蒸,脫硫高壓閃蒸氣在閃蒸氣分離器分離掉霧沫夾帶的NHD后去預脫硫工段,回收CO。脫硫高壓閃蒸液進入貧富液換熱器Ⅰ管程與脫硫貧液換熱后進入脫硫低壓閃蒸槽,低壓閃蒸氣經水冷器冷卻后進入再生氣分離器,分離掉霧沫夾帶的NHD后送入造氣工段;低壓閃蒸液進入貧富液換熱器Ⅱ管程,換熱至102℃左右,進入再生塔。再生塔底溶液在蒸汽煮沸器內由蒸汽加熱至(130±5)℃,解析出溶解氣,溶液得以再生。貧液經貧富液換熱器Ⅱ換熱,貧液水冷器Ⅱ與循環水進行換熱,溫度降至24~30℃。由脫硫貧液泵Ⅰ加壓后送至脫硫塔上部循環使用。
脫硫液采用2級閃蒸、蒸汽加熱再生。
相關參數如表1。

表1 NHD脫硫參數Tab 1 NHD desulfurization paraments
3 吸收條件的控制
通過對系統進行優化操作,可提高脫硫系統對硫分、CO2的脫除效果。
3.1 再生塔及NHD水分
脫硫系統硫分指標的控制取決于能否將富液內含的硫分完全解析出來,提高溶液的再生度關鍵在于再生塔的操作。已吸收硫分的脫硫富液經2級閃蒸后進入再生塔內進行熱再生,再生系統控制就是對再生塔溫度、壓力、NHD溶液水含量的控制。
3.1.1 壓力
脫硫富液在高壓閃蒸槽的閃蒸壓力為85 kPa,閃蒸出氣中CO2和CO的體積分數分別約為70%和30%。經過高壓閃蒸槽后,富液未解析的氣體中CO的體積分數能降到2%以下。然后進入到脫硫低壓閃蒸槽內,閃蒸壓力為0.2 MPa,閃蒸氣中CO2和CO的體積分數分別達到98%和2%。進入再生塔的脫硫富液中CO、CO2絕大部分已閃蒸出來,剩余的主要為H2S、COS等硫分。
硫分經過再生塔中的熱再生從NHD溶液中解析出來。根據吸收解析原理,壓力越低越利于解析,但壓力過低,就會影響到再生塔的塔頂溫度。當塔頂壓力過低時,飽和蒸汽溫度下降,塔頂溫度難以達到100℃以上;壓力過高,就會影響到解析效果。根據實踐可得,壓力控制在10~20 kPa最為合理。
3.1.2 溫度
再生塔內溶液利用蒸汽加溫,使溶液中的水分蒸發出來,同時將硫分帶出來,達到再生的目的。蒸汽煮沸器對塔底溶液加溫,要把溶液溫度增加到130℃左右,然后水從塔底溶液中蒸發出來向塔頂流動,將熱量帶到塔頂。要保證水分以水蒸汽的狀態方可將硫分帶出塔頂,即要保證再生塔頂部溫度控制在103~106℃。
3.1.3 脫硫NHD水含量
本溶液系統的回流水流量的控制是根據溶液的水含量來確定的,根據實踐操作得知,NHD中水的質量分數控制在2%~6%為最佳。
水含量偏低(質量分數低于2%),再生塔中經過加熱后的NHD溶液(120~135℃)中的水蒸發量就會減少,也就降低了從溶液中帶走一些酸性氣體(H2S、COS等)的量,從而就會降低溶液的再生度。如果再生度一旦超標,時間長了就會影響脫硫塔的硫分的吸收,最終導致系統硫分超標,此時就必須補充回流水。
水含量偏高(質量分數高于6%),溶液中NHD的有效成分就會降低,在氣量未滿的情況下,可適當增加溶液的循環量來彌補。但是如果系統的氣量已滿,循環量的增加受脫硫泵的功率制約時,現有的溶液循環量便不能滿足氣體的凈化,此時必須減少回流水的補充量,來降低脫硫溶液的水含量。溶液中水含量過高還會導致再生塔塔釜溫度降低。在蒸汽量不足的情況下,塔釜溫度難以維持,溫度下降,NHD中的水難以蒸發出來,水含量進一步上升,就形成一個惡性循環,最終也會導致硫分超標。
脫硫系統再生塔的壓力、溫度及NHD水含量的控制是相互影響、相互制約的。表2是脫硫塔溶液在30℃以下的再生塔不同操作指標下的吸收效果。
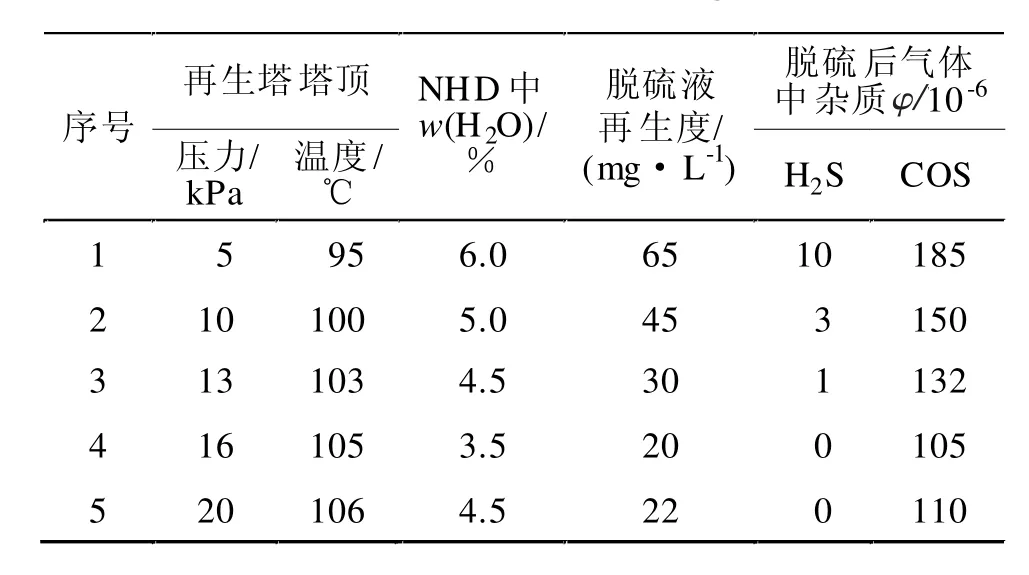
表2 再生塔壓力、溫度、NHD水含量與NHD溶液再生度的關系Tab 2 Relationship between regenerating pressure,temperature,NHD moisture and NHD solution regeneration
3.2 脫硫塔進口塔溶液溫度
脫硫塔溫度控制在25~35℃為最合理的吸收范圍。根據影響溶液物理吸收與解析的原理得知,溫度越高吸收效果越差,當溫度超過35℃以后,吸收效果開始出現下降趨勢,溫度高于40℃以后吸收效果下降明顯加快。40℃比35℃的溶液吸收能力下降約1/5,45℃比40℃的溶液吸收能力下降約1/2。根據設計余量20%來計算,吸收溫度一旦高于40℃以上,脫硫指標便很難達到所設計的要求。見表3。
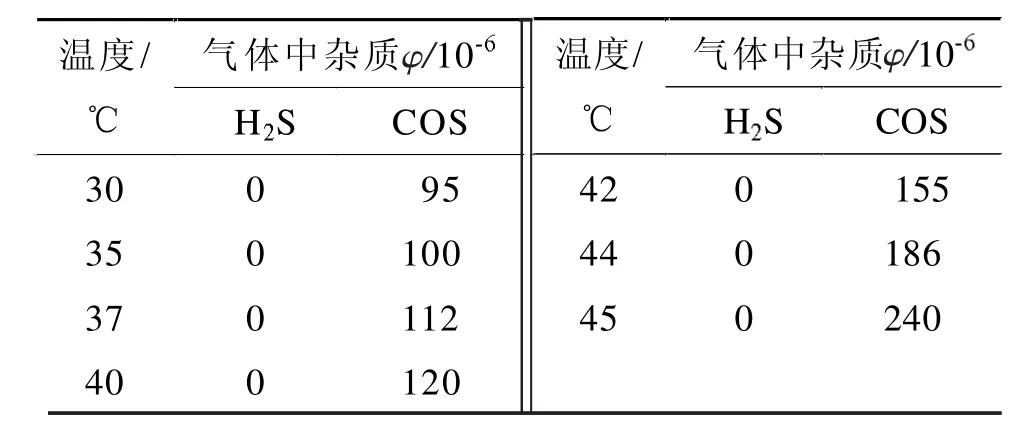
表3 脫硫塔溫度與脫硫塔出口指標對比Tab 3 Target comparsion between desulfurize tower and desulfurize tower exit
再生塔出來的溫度130℃的脫硫貧液,經過貧富液換熱器Ⅰ、貧富液換熱器Ⅱ與脫硫塔來的富液換熱后進入貧液水冷器Ⅰ、貧液水冷器Ⅱ與循環水換熱和一次水換熱,貧液溫度降到24℃左右,再經貧液泵加壓送往脫硫塔內。在泵加壓的過程中,產生大量的機械熱,溫度增加到28℃,進入脫硫塔后與壓縮機來的粗CO氣換熱后達到30℃左右,對氣體中的硫分進行吸收。貧富液換熱器的換熱能力在設備制造完畢后便定型,對脫硫溶液溫度的控制主要是對貧液水冷器換熱水量的控制。貧液水冷器出口溫度控制在24℃以內為最佳。
4 結論
NHD脫硫技術的應用是一個優化的過程,影響脫硫NHD溶液吸收能力因素主要有3個:脫硫塔溫度必須控制在30℃以內,NHD中水的質量分數以控制在2%~6%為最佳,再生塔塔頂再生氣壓力應控制在20 kPa左右、溫度在103~106℃為最佳。
影響脫硫指標的因素并不是單一的,而且其中的各種因素又會相互制約、相互影響。在指標優化的過程中,要從系統整體考慮、尋找一個最佳控制點,方能發揮NHD脫硫的最佳效果。
[1]劉旺,王素榮.NHD凈化技術在我公司脫碳工藝上的應用[J].氣體凈化,2006,6(C00):28-30.
[2]李正西,秦旭東,宋洪強,等.聚乙二醇二甲醚的物化性質[J].石油與天然氣化工,2006,35(6):436-439.
Applications of Polyethylene Glycol Dimetyl Ether(NHD)Desulfurization Technology in Acetic Acid Production
Ren Yanguang,Wang Bin,Peng Zhixing,Yue Haibin
(Yankuang Guotai Chemical Co,Ltd,Tengzhou,Shandong 277527)
NHD desulfurization and absorption theory,its technological features and effect of operation on absorption are introduced.Effect of desulfurization and absorption solution temperature,regenerating tower pressure,tower top temperature in acetic acid production from carboxyl group and water content in NHD solution on the regeneration desulfurization of the solution are analyzed.Production practice shows that temperature of the desulfurization tower must be controlled within 30℃,the best mass fraction of the water in NHD is 2%~6%,generating gas pressure of the regenerating tower is 20 kPa or so,the best temperature is 103~106℃.
desulfurization indicators;pressure;temperature;water content;NHD solution
TQ 225.12+2
BDOI10.3969/j.issn.1006-6829.2010.02.014
2010-01-04;
2010-02-09