超高速注塑機電液系統的分析與仿真研究
2010-11-29 08:52:12蔡康雄文生平溫展飛
中國塑料 2010年2期
蔡康雄,文生平,溫展飛,金 暉
(1.華南理工大學聚合物成型加工工程教育部重點實驗室,廣東廣州510640;2.貝加萊工業自動化(上海)有限公司廣州分公司,廣東廣州513630)
超高速注塑機電液系統的分析與仿真研究
蔡康雄1,文生平1,溫展飛1,金 暉2
(1.華南理工大學聚合物成型加工工程教育部重點實驗室,廣東廣州510640;2.貝加萊工業自動化(上海)有限公司廣州分公司,廣東廣州513630)
通過分析超高速注射液壓系統中的比例壓力閥、比例流量閥、蓄能器和液壓缸的物理結構,建立了注射系統的理論數學模型,搭建了MATLAB模型并對其進行系統仿真。通過系統的動態特性找到了控制超高速注射速度的關鍵因素。仿真結果表明,注射系統對注射速度的響應時間要求比較嚴格時可采用控制伺服閥的方式;注射系統對注射速度的幅值要求比較嚴的可采用控制比例方向閥的方式。
超高速;注塑機;電液系統;仿真
0 前言
注射成型是規模化、自動化,機械化加工塑料產品的重要方法。進入21世紀后,IT行業的小型化,產品的多樣化、精密化成為發展趨勢,要求注射成型向著高精度、高重復性、節能、高效、超高速、省空間及環保等方向發展[1]。超高速注射速度具有以下優點:(1)極高的剪切速度使得塑料的黏度下降,在低黏度的情況下容易實現超薄成型以及減少制品的扭曲和翹曲變形[2];(2)減少表面的流紋與熔接線,提高制品的表面光澤,提高熔接部位強度,防止冷卻變形[3];(3)縮短了注射周期,提高注射效率和節能效果。因此,超高速注射速度受到國內外注塑機廠商的追捧,日本注友機械有限公司推出多款注射速度高達4000 mm/s的液壓注塑機。
超高速注射速度的實現有如下幾個困難:(1)要保證在注射過程中液壓系統能夠提供足夠的液壓能;(2)要解決注射過程中引起的震動、沖擊等問題。Tsai[4]、Wang[5]、Yu[6]等指出,超高速液壓注塑機采用超高速響應和高精確的大容量的蓄能器以及快速響應的伺服、比例閥后能夠達到超高速注射速度要求;在減速閥前加一個小蓄能器能夠有效地減少震動和沖擊。該方法已經在工業中應用,例如Ine Well Machinery公司的SW-HSB系列、Sumitomo公司的SE-HY系列、BMC公司的FT-260BMC型號等。根據上述方法研制成的注塑機液壓系統示意圖如圖1所示。
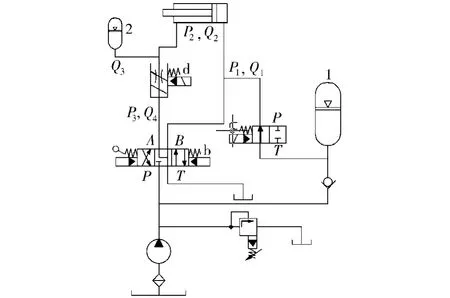
圖1 液壓系統示意圖Fig.1 Diagram of the hydraulic system of the injection molding machine
為得到關于注射速度的系統數學模型,本文首先對液壓系統進行如下假設:(1)速度調節過程中液壓系統的系統壓力不發生改變;(2)液壓管道的油介質阻尼和泄露忽略不計;(3)在速度調節過程中只考慮緩沖蓄能器。
1 數學模型
1.1 比例方向閥的數學模型
比例方向閥的內部結構較復雜。為了研究方便,忽略比例方向閥結構中的一些次要因素,得到的比例方向閥的結構圖示意圖如圖2所示[7]。
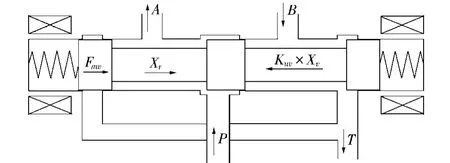
圖2 比例方向閥結構示意圖Fig.2 The schematic diagram of proportional direction valve
比例方向閥中的電感和電容阻抗值較小,可以忽略不計,只考慮其中的電阻因素后,電磁鐵對滑塊的電磁吸力(Fmv)與輸入電壓值(u)的關系式為:

比例方向閥閥芯的動量方程為:

式中 f——摩擦力,N
mv——閥芯質量總和,kg
Bi——黏滯阻尼系數,N·s/m
kv——閥的彈性剛度,N/m
av——閥芯加速度,m/s2
vv——閥芯的速度,m/s
kuv——比例系數
xv——閥芯位移,m利用式(1)和(2)得到比例方向閥的MA TLAB/SIMULIN K仿真子系統圖,如圖3所示。
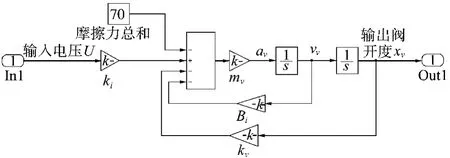
圖3 比例方向閥的MATLAB/SIMULINK子系統Fig.3 The subsystem of MATLAB/SIMULINK ofproportional direction valve
比例方向閥的流量方程為:
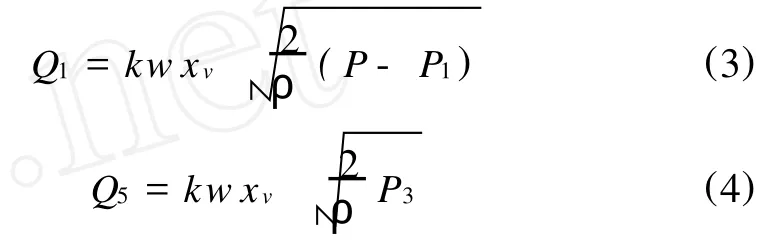
式中 Q1——比例方向閥入口流量,m3/s
k——比例方向閥的流量系數,m4/s
w——比例方向閥的相對面積梯度
P——比例方向閥入口液壓壓力,N
Q5——比例方向閥回油流量,m3/s
P3——比例方向閥回油液壓壓力,N
P1——液壓缸注射液壓壓力,N
ρ——流體密度,kg/m3
1.2 伺服節流閥的數學模型
一級比例伺服節流閥的流量比較小,這里采用二級噴嘴伺服閥。為研究方便,忽略伺服閥結構中的反饋和其他一些次要因素后,伺服閥的物理結構如圖4所示。
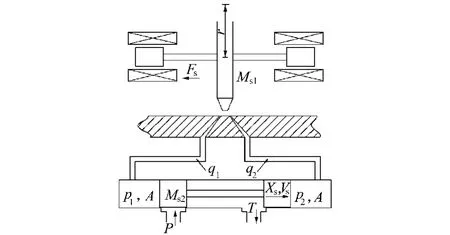
圖4 噴嘴伺服閥物理結構示意圖Fig.4 The structure of the servo valve
同理在只考慮電阻的情況下,噴嘴所受的力Fs與輸入電信號us成正比關系:

伺服閥噴嘴處的動量方程為:

式中 Ms1——伺服閥噴嘴結構的當量質量,kg
r——噴嘴的受力半徑,m
θ——噴嘴向左旋轉的角度,rad
fs1——噴嘴旋轉的阻尼,可以忽略不計,N·m
Bs1——伺服閥噴嘴結構的黏滯阻尼系數,N·s/m
ks1——伺服閥噴嘴結構的彈性剛度,N/m
噴嘴導管的流量方程為:
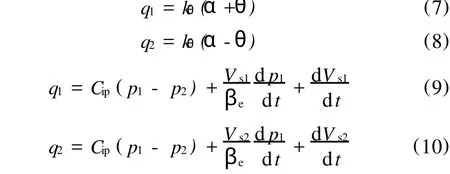
式中 q1——導管左邊的流量,m3/s
q2——導管右邊的流量,m3/s
Vs1——導管右邊的體積(加上二級閥的驅動腔的體積),m3
Vs2——導管左邊的體積(加上二級閥的驅動腔的體積),m3
kθ——噴嘴處的流量比例系數,m3/s
α——噴嘴處比例常數
p1——導管左邊的壓力,N
p2——導管右邊的壓力,N
Cip——液壓缸內泄露系數,m4·s/kg其中由于閥芯的運動量較小,所以把Vs1與Vs2看成近似相等。對式(7)~(10)進行處理后得:

式中 pl——噴嘴的驅動負載,pl=p2-p3
βe——液壓油的彈性模量,kg·m/s2
伺服閥二級閥的動量方程為:

式中 A——二級閥的閥芯面積,m2
Ms2——二級閥的當量質量,kg
xs——二級閥閥芯的位移,m
fs2——二級閥阻尼系數,可以忽略不計,N·m
Bs2——二級閥的黏滯阻尼系數,N·s/m
ks2——二級閥噴嘴結構的彈性剛度,kg·m2/s2
利用式(5)、(6)、(11)和(12),得到伺服閥的MATLAB/SIMULIN K仿真子系統圖,如圖5所示。
比例伺服節流閥的流量方程為:

式中 Q4——伺服閥回油流量,m3/s
P2——伺服閥進油腔的液壓壓力,N
1.3 緩沖蓄能器的數學模型
超高速注塑機在注射速度改變的瞬間,由于液壓缸的活塞的慣性作用,會對整個液壓系統產生很大的沖擊。緩沖蓄能器安裝在伺服閥的前面,能夠有效地減少液壓引起的震動和沖擊。
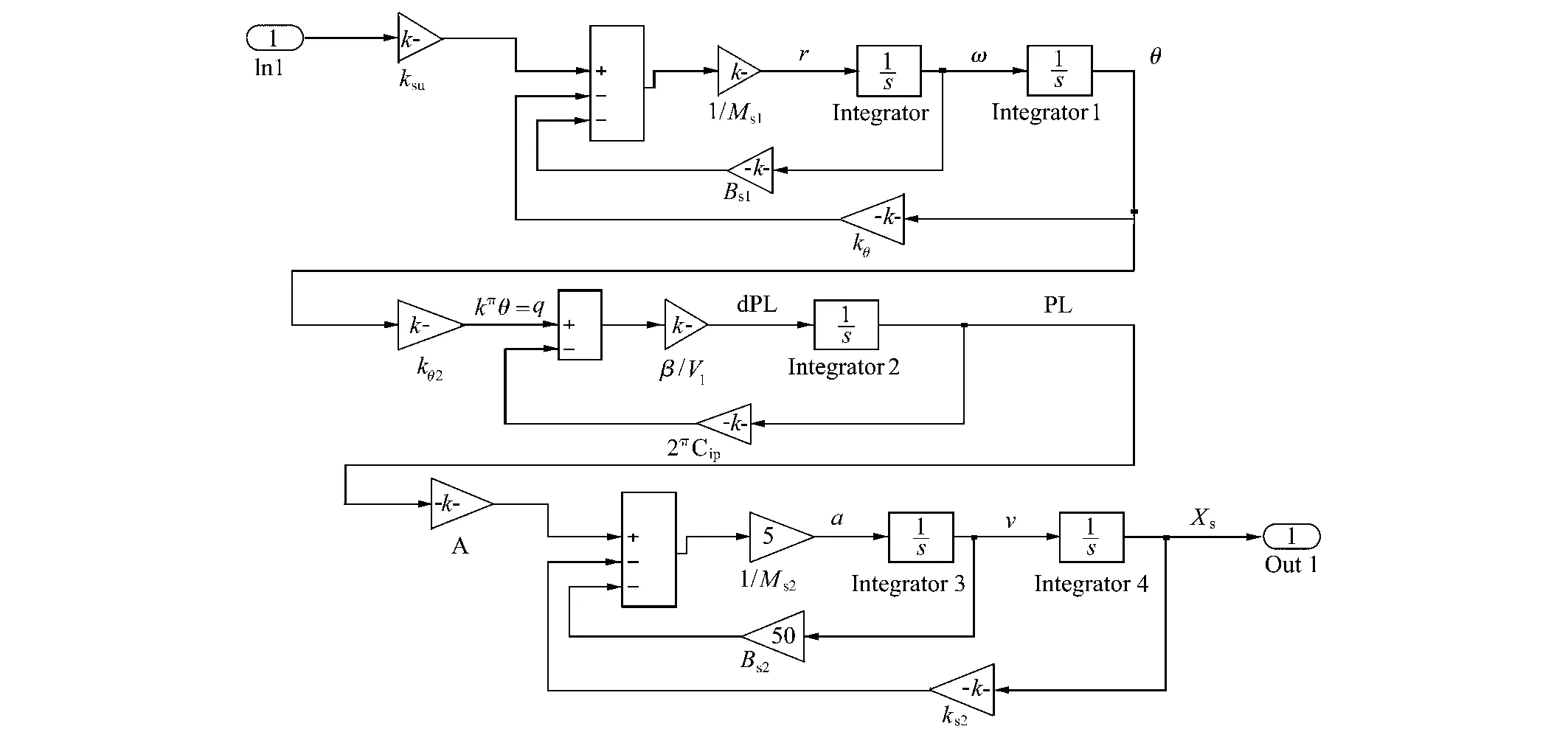
圖5 伺服閥的MATLAB/SIMULINK子系統Fig.5 The subsystem of MATLAB/SIMULINKof the servo valve
蓄能器吸收和釋放液壓油的過程中,只需考慮P2和蓄能器內氣體的壓力(Pa)之間的力學平衡關系和蓄能器內氣體的絕熱過程[8]。
液壓油壓力P2和Pa之間的力平衡方程為:

式中 Aa——蓄能器的內環面積,m2
Ab——油管的內環面積,m2蓄能器內氣體的絕熱過程為:

式中 C——常數
對式(14)和(15)在(Pa,Va)進行求導處理并略去高次項,得:
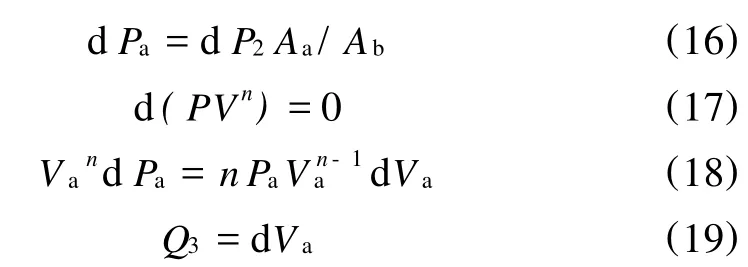
把式(16)和(19)代入式(18)式后,得:

式中 n——氣體狀態系數,n=1.4
Q3——蓄能器流出或者流入的液壓流量,m3/s
Va——蓄能器在注射速度剛開始改變時的氣體
容量,m3
1.4 注射液壓缸的數學模型
注射液壓缸是此系統的執行機構。忽略液壓缸結構中的次要因素,得到注射液壓缸的結構示意圖,如圖6所示。
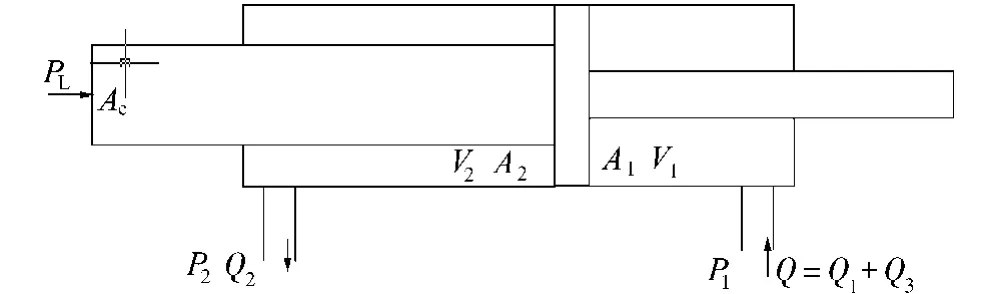
圖6 液壓缸的結構示意圖Fig.6 The structure of hydraulic cylinder
考慮液體的可壓縮性,密閉容腔有流量進出,容積變化以及有壓力作用時,液壓缸前后腔的流量連續性方程為[9]:
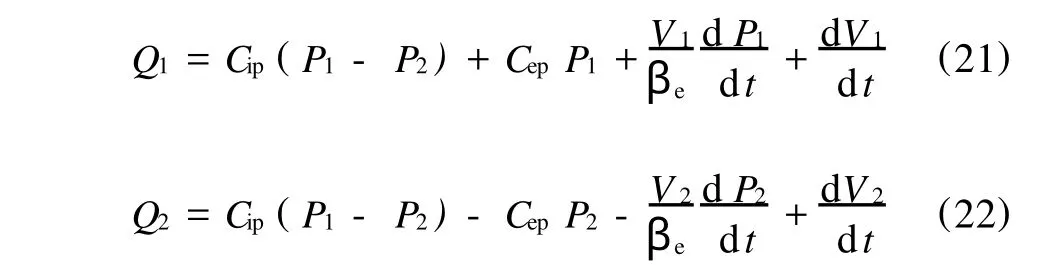
式中 Q1——液壓缸進油流量,m3/s
Cep——液壓缸外泄露系數,m4·s/kg
V1——液壓缸進油端的體積,m3
V2——液壓缸出油端體積,m3
βe——液壓油的彈性模量,kg/(m·s2)
液壓管道中伺服閥與注射油缸、蓄能器之間,比例方向閥與伺服閥之間的流量關系為:

把式(4)和(13)代入式(24)得:

對其進行整理后有:

而對于液壓缸兩端的液壓壓力和活塞的力平衡方程:

式中 M——活塞的當量質量,kg
By——活塞的黏滯阻尼系數,N·s/m
KS——活塞的當量彈性剛度,kg·m2/s2
PL——注射當量負載壓力,N·m
Ae——活塞負載端當量面積,m2
對式(13),(20),(23),(26),(22)進行處理,消去Q2、Q3、Q4和P3,得到:

把式(3)、(21)進行處理,得:
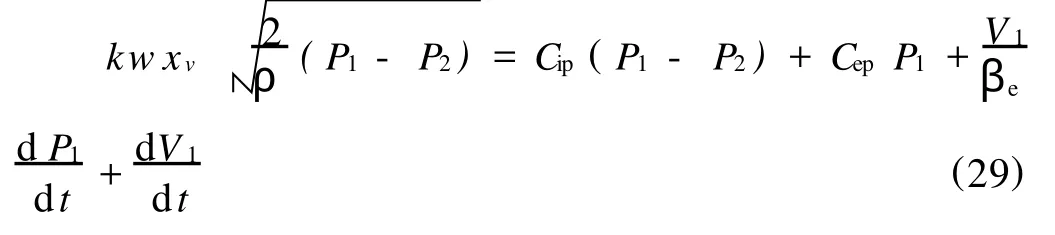
根據式(27)、(28)和(29)得到液壓缸的MATLAB/SIMULIN K子系統結構圖,如圖7所示。
2 系統仿真
仿真系統中的系統參數參照實際的產品尺寸和液壓系統進行設定。根據伺服閥和比例方向閥產品的技術參考資料,可以得到閥芯的質量mv=0.4 kg和剛度系數ks=20000N/m,kv=20000N/m,Bs1=100 N·s/m,Bs2=115 N·s/m,Bi=250 N·s/m。
根據液壓缸和蓄能器的工況,得到A1=179.1 cm2,
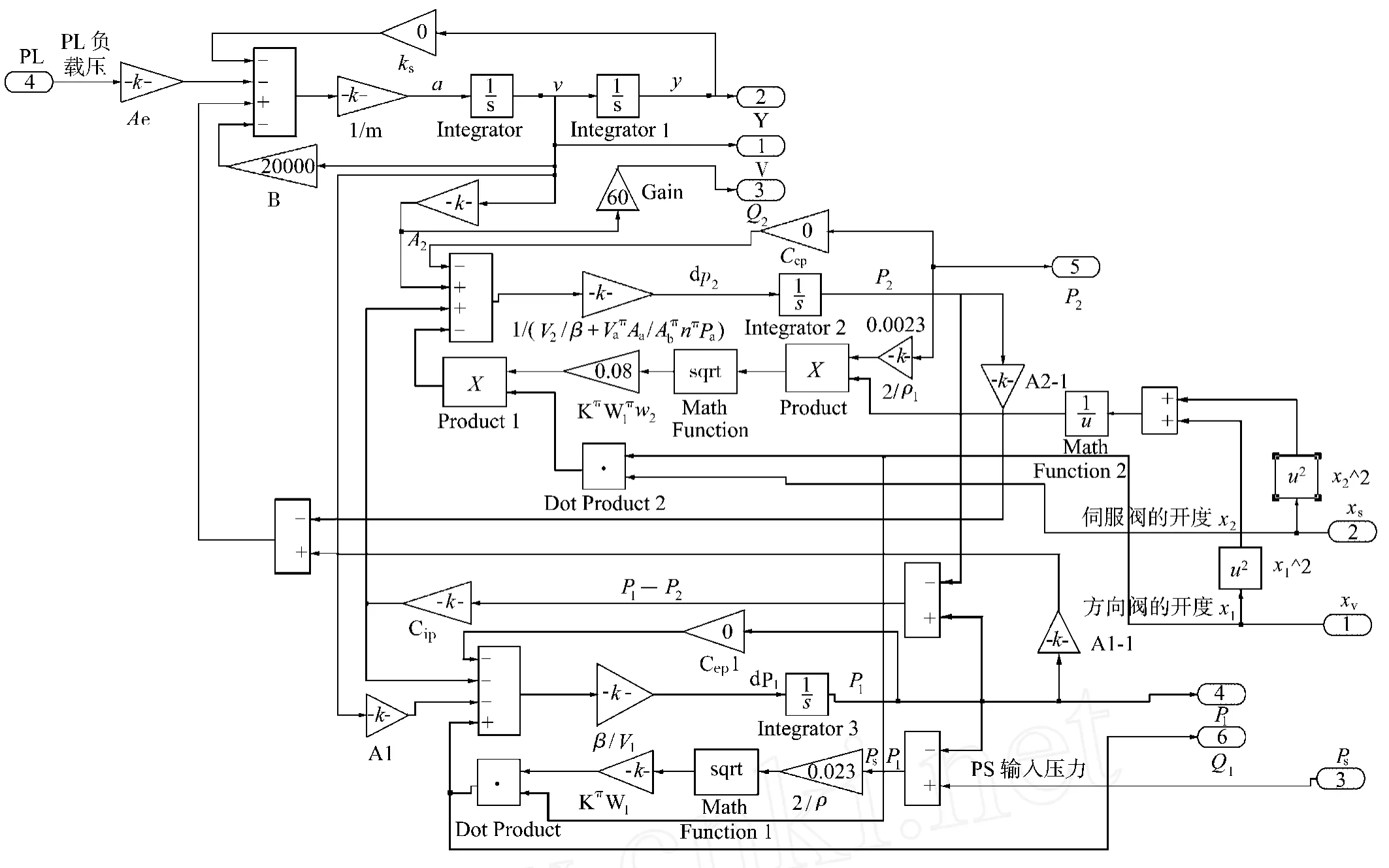
圖7 液壓缸的MATLAB/SIMULINK子系統結構圖Fig.7 The subsystem of MATLAB/SIMULINKof the hydraulic cylinder
A2=81.5 cm2,M=75 kg,Ae=49.6 cm2,βe=1.2×109kg/(m·s2),Cip=4.5×10-11m4·s/kg,Cep的大小可以忽略不計。
根據注射系統各個組成部分的數學關系,把系統開環模型看成是雙輸入雙輸出的模型。為了分析系統中對注射速度控制的關鍵因素,把系統開環模型分成注射速度關于伺服閥的系統模型和注射速度關于比例方向閥的系統模型,如圖8所示。
在空載情況下,把兩個一階響應都設定為初始值2,終值10后系統的開環響應曲線如圖9所示。
從系統的開環響應曲線可以得到:(1)注射速度關于伺服閥的靜態響應時間比較短,只有100 ms左右,注射速度關于比例方向閥的靜態響應時間在300 ms左右;(2)比例方向閥對注射速度的影響較小,伺服閥是注射速度控制的關鍵因素;(3)兩個系統都具有穩定的靜態特性。
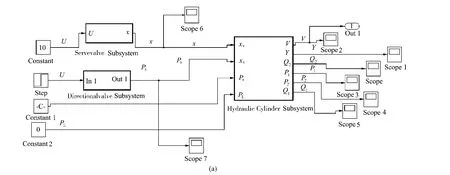
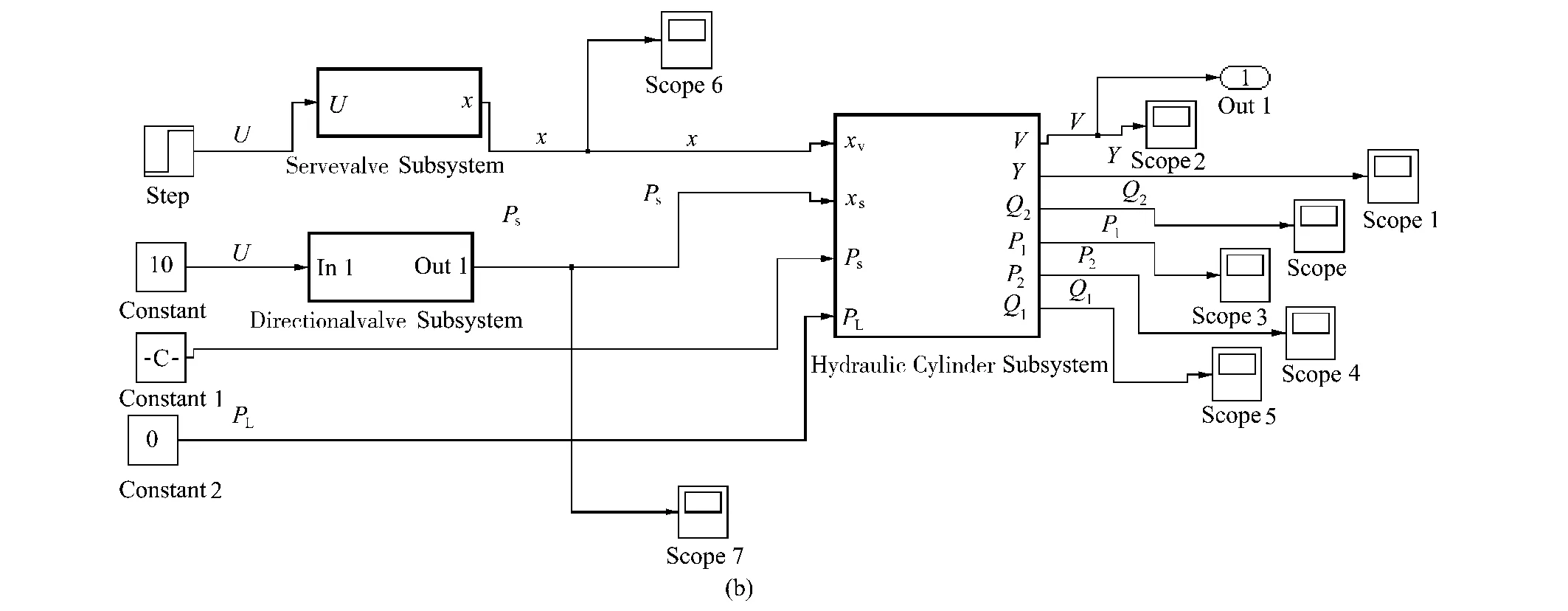
圖8 系統的MATLAB模型Fig.8 MATLAB model of the system
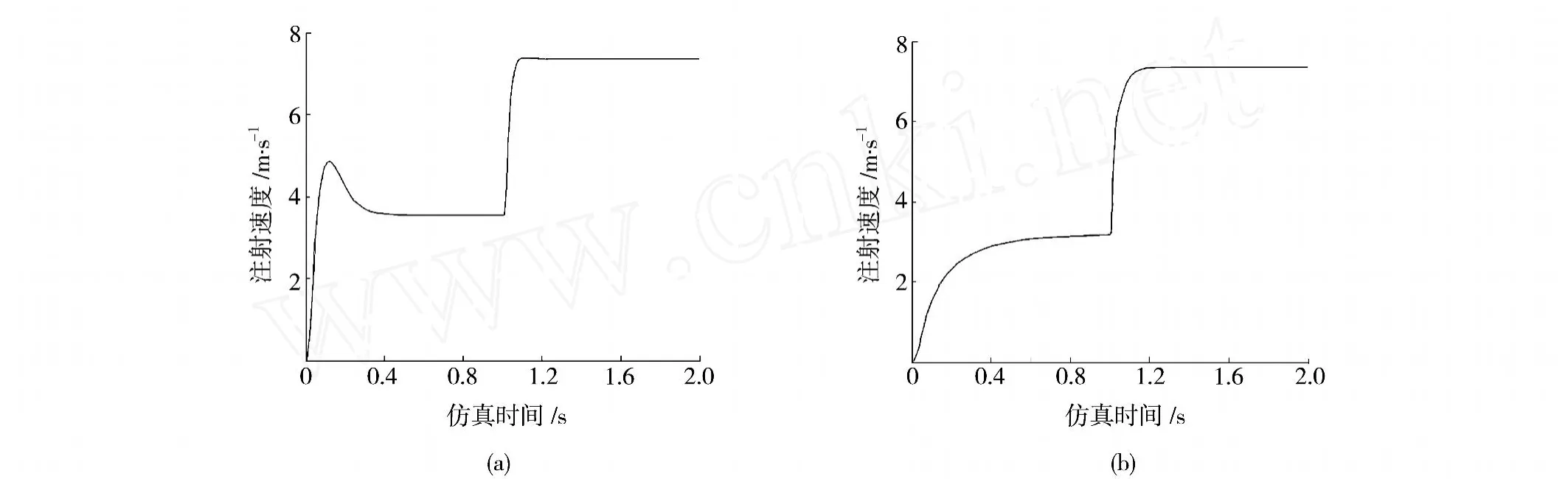
圖9 仿真曲線Fig.9 The simulation diagram
3 結論
(1)注射系統對注射速度的響應時間要求較嚴格時,可以采用控制伺服閥的方式;
(2)注射系統對注射速度的幅值要求較嚴時,可以采用控制比例方向閥的方式。
[1] 謝鵬程,丁玉梅,楊衛民.前端控制式新型超高速精密注射成型原理的研究[J].中國塑料,2005,19(10):60-63.
[2] 李紅林.超高速注射成型及模具技術[J].新技術新工藝,2005,(3):44-45.
[3] 吳智華.注射成型技術的發展動態[J].塑料包裝,2001,11(4):15-26.
[4] Ching Chih Tsai.Mechatronic Design and Injection Speed Control of an Ultra High-speed Plastic Injection Molding Machine[J].Mechatronics,2009,19:147-155.
[5] Wang Y S.The Investigation of Hydraulic Servo System Design forHigh-speed/Injection Molding[D].Jhongli:Mechanical Engineering Research Institute,Chung Yuan University,2001.
[6] Yu C Y.A Study on the Regulating Response Characteristics of Hydraulic Servo System for the High-speed Injection Molding[D].Jhongli:Department ofMechanical Engineering,Chung Yuan University,2002.
[7] 楊 儉.電液比例位置系統復合控制及相關研究[D].杭州:浙江大學機械學院,2005.
[8] 邵安岑.電液比例壓力流量復合控制閥的特性研究[D].杭州:浙江大學機械學院,2002.
[9] 劉成峰.注塑機電液控制系統的建模及仿真研究[D].太原:太原理工大學機械學院,2003.
Analysis and Simulation of Electro-hydraulic Systems of Ultra High Speed Injection Molding Machines
CAI Kangxiong1,WEN Shengping1,WEN Zhanfei1,J IN Hui2
(1.The Key Laboratory of Polymer Processing Engineering,Ministry of Education,South China University of Technology,Guangzhou 510640,China;2.Guangzhou Branch of Bernecker&Rainer Industrial Automation(Shanghai)Co,Ltd,Guangzhou 513630,China)
The mathematical models of ultra high speed injection systems were formulated through the analysis of the physical structure of the proportion delivery valve,the proportion flow valve,the accumulator and the hydraulic carries.In addition,the dynamic characteristic of the system was simulated using MATLAB.The key factor controlling the speed was found based on the system′s dynamic characteristic.It showed that when the response time of the injection system to the injection velocity was strict,controlling serve valves should be used;when the response amplitude of that was strict,controlling proportional directional valves should be used.
ultra high speed;injection molding machine;electro-hydraulic system;simulation
TQ320.66+2
B
1001-9278(2010)02-0103-06
2009-09-16
聯系人,caikangxiong@163.com
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
計算機應用(2021年1期)2021-01-21 03:22:38
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
