廓形不光滑螺旋面的加工銑刀刃形設計*
2010-11-28 05:00:30楊瑞軍
制造技術與機床 2010年8期
楊瑞軍
(淮海工學院工程訓練中心,江蘇連云港 222005)
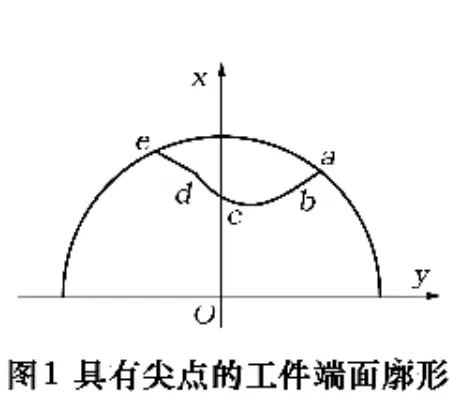
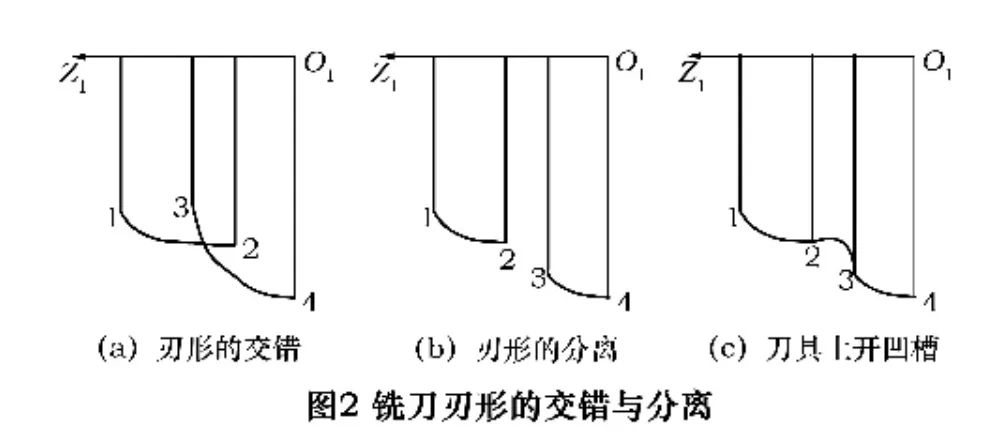
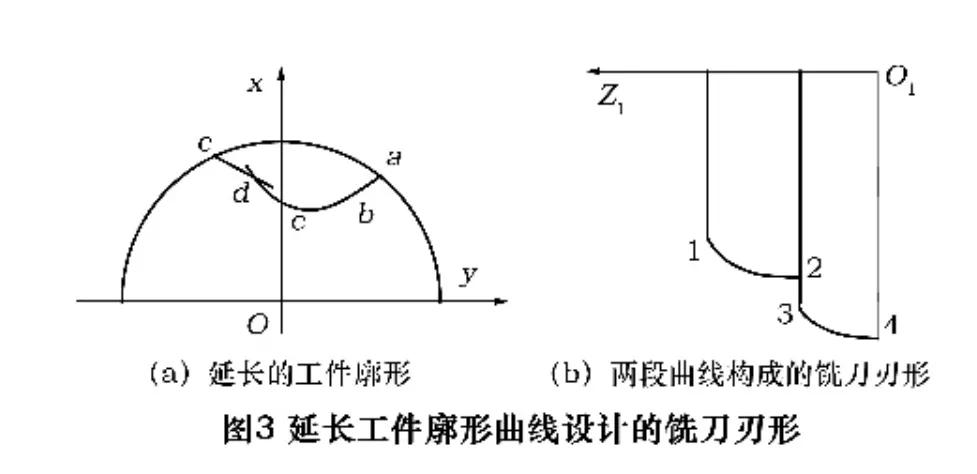
模具中出現的螺旋面,端面廓形一般是由一段或數段曲線(或曲線和直線)光滑連接構成,曲線(或直線)間的交接點處存在公切線,對應設計的銑刀刃形也是光滑連接的[1-2]。但對于某些特殊模具零件,構成其廓形的曲線和直線間交接點處無公切線,如圖1所示,在直線de與外擺線cd間的交接點d處存在尖點。此時如按光滑連接來設計計算銑刀刃形,則求出的對應工件cd和de段的銑刀刃形12段和34段會出現刃形交錯現象(圖2a),或刃形分離現象(圖2b)。對于刃形交錯的銑刀,由于無法在同一把銑刀上制造出交錯刃形,即只能做出刃形1k和4k段,因而刀具上少了2k和3k兩段刃形,故它無法銑出正確的表面。對于分離的銑刀刃形,為了防止尖點d被切掉,可以采用開凹槽的方法進行處理(圖2c)。但開凹槽的刀刃上會產生2、3兩個尖點,且2、3兩尖點極易磨損,影響刀具的耐用度。還有假設延長工件廓形上的cd和de線段的辦法,如圖3a所示,以使銑刀的刃形相接(即不出現分離)。由于假設延長的部分在刀體的里邊,即被銑刀切掉,因此該方法在理論上是行得通的。用這種方法設計的銑刀刃形會是圖3b所示的情形,即銑刀的刃形由兩段構成且2、3點并不相接,但是銑刀的制造還是很麻煩的。因此,只有消除刃形交錯和分離,或求出分離部分的過渡刃形,才是解決問題的根本辦法。
1 刃形交錯和分離的成因
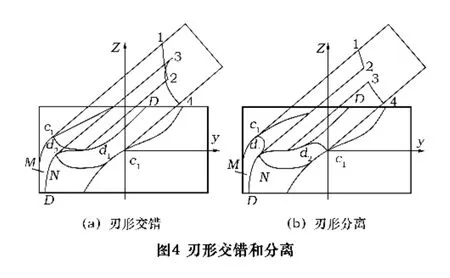
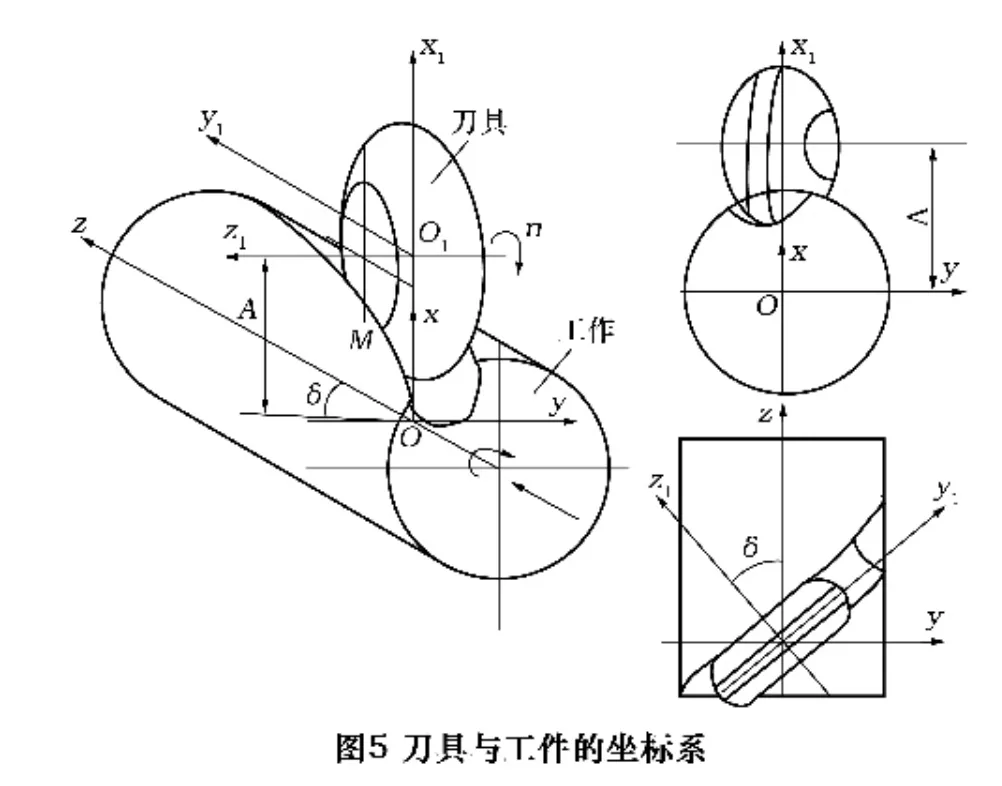
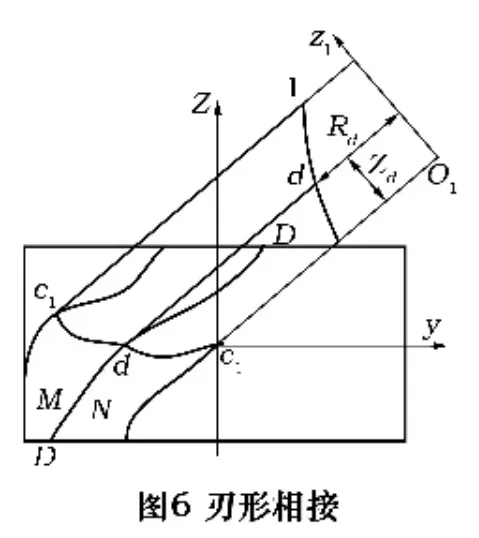
加工工件的螺旋面時,銑刀的回轉表面與工件螺旋面在相對運動的任一瞬時,兩表面之間總有一條相切的接觸線。設計銑刀就是先求出接觸線,然后使其繞刀軸線回轉得到銑刀的回轉表面[3]。以圖1的工件為例,工件的左半側廓形由de和cd段組成,交接點d為尖點,de和cd段曲線各自形成自己的螺旋面M和N,兩面的交線就是尖點d形成的螺旋線D-D。按有關方法求出的接觸線如圖4a所示[4],即接觸線在M、N面上分別為e1d1和d2c1(d1、d2都在尖點形成的螺旋線D-D上),相應的刀具截形為12和34,則銑刀刃出現刃形交錯現象。如果銑刀與工件的接觸線在M、N面上(如圖4b所示),則相應的刀刃形會出現分離現象。如果能適當改變刀具的安裝參數,即改變刀具與工件軸線的最短距離A和軸交角δ(圖5),使M、N面上的接觸線 e1d1和 d2c1相交于一點,即 d1和 d2點重合于螺旋線D-D上一點d,如圖6所示。那么,相應的刀具截形也就相交于一點,這樣就能保證刀具的設計不出現刃形交錯和分離,此時過尖點螺旋線上d處的銑刀圓的切線與該點的螺旋線的切線重合。下面以此為條件來求解使銑刀刃形相接的條件式。
2 銑刀刃形相接的條件
2.1 圓柱螺旋面方程
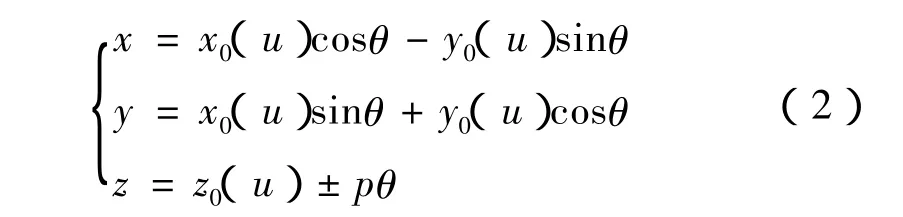
螺旋面是由它的端截形或軸向截形作螺旋運動所形成的。設在空間有一固定坐標系O-xyz,其坐標軸方向的三個單位矢量分別為i、j、k。則已知的圓柱螺旋面工件端面廓形T的參數方程為

式中:u為參變量。
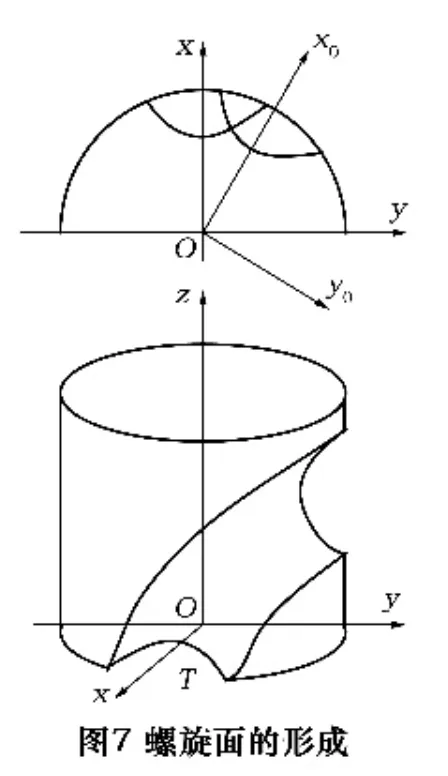
當端面廓形T繞z軸作等速轉動,同時又沿z軸作等速移動時,曲線T在空間形成的軌跡曲面就是等升距圓柱螺旋面(簡稱為螺旋面)。如端面廓形T繞z軸轉過θ角同時以導程Pz沿z軸上升Pzθ/(2π)時(如圖7),則形成的螺旋面方程用坐標式表示為
式中:θ為母線從起始位置繞z軸轉過的角度,順著z軸看,以順時鐘方向轉動為正;p為螺旋參數,p=Pzθ/(2π)。式中±和?號作這樣規定:上面的用于右旋螺旋面,下面的用于左旋螺旋面。
2.2 工件與刀具的坐標系
如圖5所示,在工件上建立直角右手坐標系O-xyz,其中z軸與工件的軸線重合;在刀具上建立坐標系O1-x1y1z1,其中z1軸與刀具的軸線重合,x1軸與工件坐標系中的x軸重合。以上兩個坐標系在空間位置是固定的,不隨工件和刀具轉動。
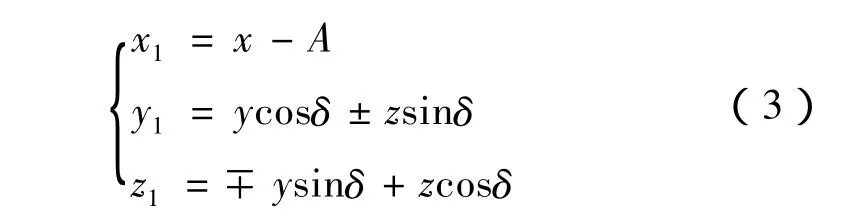
設刀具軸線與銑刀軸線的最短距離為A,以及兩軸線間的夾角為δ,則由圖5知,從O坐標系到O1坐標系的變換式為
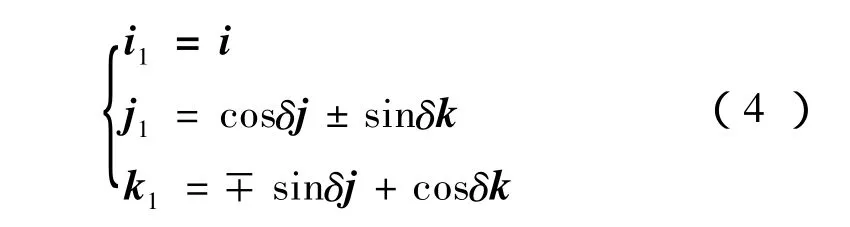
設坐標軸 x1,y1,z1方向的單位矢量為 i1、j1、k1,則單位基矢量間的變換式為
刀具回轉面的軸向截形即刀具廓形方程為
2.3 銑刀刃形相接的條件式
設接觸線在交接點d處的銑刀外圓半徑為Rd(如圖6),則刀具d點處在O1坐標系中的銑刀圓方程為
其矢量方程為

故銑刀圓在d點處的切矢為

將式(3)、(4)代入式(8)得 d 點刀的外圓切矢為
由式(2)代入上式化簡得

由過d點的銑刀圓切矢與過d點的螺旋線切矢平行的條件有如下關系式
將尖點d的端面截形坐標(x,y)代入式(13)即可求得使銑刀刃形相接的安裝角δ和軸間距A。設計時,可考慮工藝條件和刀具設計的要求,選定出合適的最大銑刀圓半徑以確定A,然后按式(13)求出此時使銑刀刃形相接的安裝角δ。
3 銑刀分離部分的過渡刃形求解
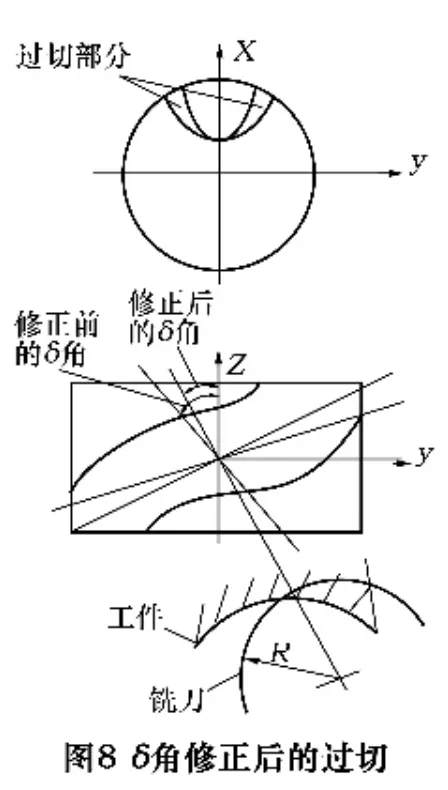
當工件的端面齒形窄而深時,按式(13)修正后的δ角安裝銑刀則會導致工件的外邊緣部分過切掉(圖8)。如采取縮小銑刀直徑的方法來避免過切,會造成銑刀的直徑太小無法正常設計。因此,最好的辦法是精確求出銑刀上這部分分離的過渡曲線刃形,以保證尖點不致被切掉。
從圖4b的分析可知,刀刃之所以出現分離是因為接觸線在尖點形成的螺旋線D-D上的 d1、d2不重合的緣故。因而接觸線e1d1和d2c1分別繞銑刀軸線回轉一圈時形成的銑刀廓形出現了分離。因此,只要將d1d2段螺旋線求出,讓其繞銑刀軸線回轉一圈,即可求得銑刀分離部分的過渡曲線。當已知工件端面廓形的尖點d在O系中的坐標(X0,Y0)時,將其代入螺旋面的方程式(2),即可得到尖點d形成的螺旋線D-D的方程為
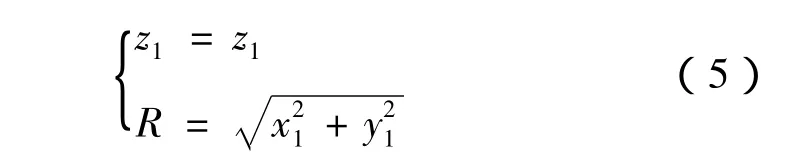
d1d2只是尖點形成的螺旋線上的某一段曲線,要求出d1d2段的螺旋線,還必須確定θ的取值范圍。為了確定式(14)中θ的取值范圍,可求得接觸線e1d1上對應點d1的角度參數θ1和d2c1上對應點d2的角度參數 θ2,顯然,螺旋線 d1d2方程式(14)中 θ的取值范圍為:θ1≤θ≤θ2。取不同的 θ 值即可由式(14)求得工件上一系列的接觸點坐標,將其代入式(3)即可換算得到刀具上的接觸點坐標。再由式(5)即可求得分離部分的刀具廓形。
[1]潘禮和,王春復.螺旋槽成型銑刀的加工[J].工具技術,2007,41(9).
[2]吳卓,馬世輝.加工螺旋槽成形銑刀的計算機輔助設計[J].新技術新工藝,2009(4).
[3]張俊峰,王華震,左忠新.螺旋槽專用成型刀的設計與加工[J].工具技術,2005,39(2).
[4]劉杰華.刀具精確設計理論與實踐[M].北京:國防工業出版社,2005:44-49.