基于MasterCAM的三大類型五軸機(jī)床后處理程序編制方法*
2010-11-28 05:00:18唐進(jìn)元
制造技術(shù)與機(jī)床 2010年8期
唐進(jìn)元 尹 鳳
(現(xiàn)代復(fù)雜裝備設(shè)計(jì)與極端制造教育部重點(diǎn)實(shí)驗(yàn)室中南大學(xué)機(jī)電工程學(xué)院,湖南長沙 410083)
隨著數(shù)控加工技術(shù)的不斷發(fā)展,數(shù)控五軸銑削加工應(yīng)用的范圍不斷擴(kuò)大。但由于五軸數(shù)控機(jī)床在三個(gè)直線軸的基礎(chǔ)上引進(jìn)了兩個(gè)旋轉(zhuǎn)軸,因此其運(yùn)動(dòng)結(jié)構(gòu)復(fù)雜,配置多樣。按照旋轉(zhuǎn)軸與主軸或工作臺(tái)固聯(lián)的方式,可將五軸機(jī)床大致分為工作臺(tái)雙擺動(dòng)、主軸雙擺動(dòng)、工作臺(tái)/主軸擺動(dòng)三大類型。不同類型的機(jī)床結(jié)構(gòu)其運(yùn)動(dòng)學(xué)原理和模型都不相同,幾乎每臺(tái)五軸機(jī)床的后處理都需單獨(dú)配置,因此后處理編制成功與否,是五軸銑削加工編程的關(guān)鍵。
MasterCAM是一種完善的CAD/CAM軟件系統(tǒng),在國內(nèi)外得到了非常廣泛的應(yīng)用。MasterCAM提供了五軸后處理程序模板,用戶只要在此基礎(chǔ)上進(jìn)行修改即可生成滿足實(shí)際需要的專用后處理程序。
為此本文研究了基于MasterCAM軟件的五軸通用后處理文件得到滿足特定配置機(jī)床的專用五軸聯(lián)動(dòng)程序后處理方法。并以應(yīng)用最廣泛的三大類型五軸機(jī)床為例,分別論述了其專用后處理的編制方法。最終將所編后處理程序通過VERICUT仿真加工,驗(yàn)證了所提出后處理編制方法的正確性和可行性。
1 五軸數(shù)控機(jī)床的結(jié)構(gòu)和運(yùn)動(dòng)特點(diǎn)
1.1 五軸數(shù)控機(jī)床的坐標(biāo)系
五軸聯(lián)動(dòng)數(shù)控機(jī)床的運(yùn)動(dòng)軸分為平動(dòng)軸和轉(zhuǎn)動(dòng)軸,這些軸一般都配置成相互垂直或平行。數(shù)控機(jī)床各軸的運(yùn)動(dòng),有的是使刀具產(chǎn)生運(yùn)動(dòng),有的則是使工件產(chǎn)生運(yùn)動(dòng)。對此,標(biāo)準(zhǔn)規(guī)定,不論機(jī)床的具體運(yùn)動(dòng)結(jié)構(gòu)如何,機(jī)床的運(yùn)動(dòng)統(tǒng)一按工件靜止而刀具相對于工件運(yùn)動(dòng)來描述,并以右手笛卡爾坐標(biāo)系表達(dá)。如圖1所示其坐標(biāo)軸用X、Y、Z表示,用來描述機(jī)床的主要平動(dòng)軸,稱為基本坐標(biāo)軸。三個(gè)旋轉(zhuǎn)軸A、B、C相應(yīng)的表示其軸線平行于X、Y、Z軸的旋轉(zhuǎn)運(yùn)動(dòng)。X軸作為水平的、平行于工件裝夾平面的軸,它平行于主要的切削方向,且以此方向?yàn)檎颉軸的運(yùn)動(dòng)方向則根據(jù)X和Z軸按右手法則確定。旋轉(zhuǎn)坐標(biāo)軸A、B和C相應(yīng)地在X、Y、Z坐標(biāo)軸正方向上,按右旋螺紋前進(jìn)的方向來確定。

1.2 五軸數(shù)控機(jī)床的類型與結(jié)構(gòu)特點(diǎn)
五軸機(jī)床有三個(gè)平動(dòng)坐標(biāo)軸和兩個(gè)轉(zhuǎn)動(dòng)坐標(biāo)軸,且五個(gè)軸可以聯(lián)動(dòng),導(dǎo)致五軸機(jī)床可有很多種運(yùn)動(dòng)配置方案。但根據(jù)五坐標(biāo)聯(lián)動(dòng)機(jī)床中兩個(gè)旋轉(zhuǎn)軸與主軸或工作臺(tái)固聯(lián)的形式,可以歸為三大基本結(jié)構(gòu)類型,即刀具雙擺動(dòng)、工作臺(tái)雙回轉(zhuǎn)、刀具擺動(dòng)與工作臺(tái)回轉(zhuǎn)。為便于表述,以下稱運(yùn)動(dòng)中軸線方向不變的回轉(zhuǎn)軸為定軸,反之為動(dòng)軸;帶“'”的軸為工作臺(tái)轉(zhuǎn)動(dòng),否則為刀具擺動(dòng)。
(1)刀具雙擺動(dòng)
如圖2a所示為一刀具雙擺動(dòng)型五軸機(jī)床,這種結(jié)構(gòu)類型是指兩個(gè)轉(zhuǎn)動(dòng)軸都作用于刀具上,由刀具繞兩個(gè)互相正交的軸轉(zhuǎn)動(dòng)以使刀具能指向空間任意方向。由于運(yùn)動(dòng)是順序傳遞的,因而在兩個(gè)轉(zhuǎn)動(dòng)軸中,有一個(gè)的軸線方向在運(yùn)動(dòng)過程中始終不變,成為定軸,如圖中的B軸,而另一個(gè)的軸線方向則是隨著定軸的運(yùn)動(dòng)而變化成為動(dòng)軸,如圖中的A軸。按從定軸到動(dòng)軸順序,此機(jī)床為B-A配置機(jī)床。

(2)工作臺(tái)雙回轉(zhuǎn)
如圖2b所示為一工作臺(tái)雙回轉(zhuǎn)型五軸機(jī)床,這種結(jié)構(gòu)類型是指兩個(gè)轉(zhuǎn)動(dòng)軸都作用于工作臺(tái)上,根據(jù)運(yùn)動(dòng)的相對性原理,它與由刀具擺動(dòng)產(chǎn)生的效果在本質(zhì)上是一樣的。由于運(yùn)動(dòng)是順序傳遞的,同樣在兩個(gè)旋轉(zhuǎn)軸中,有一個(gè)的軸線方向在運(yùn)動(dòng)過程中始終不變,稱為定軸,如圖中的A'軸;而另一個(gè)的軸線方向則是隨著定軸的運(yùn)動(dòng)而變化,稱為動(dòng)軸,而且動(dòng)軸緊靠工件,如圖中的C'軸;按從定軸到動(dòng)軸分類該機(jī)床為A'-C'配置機(jī)床。
(3)刀具與工作臺(tái)回轉(zhuǎn)/擺動(dòng)型
如圖2c所示為一刀具與工作臺(tái)回轉(zhuǎn)/擺動(dòng)型機(jī)床,這種結(jié)構(gòu)類型是指刀具與工件各具有一個(gè)轉(zhuǎn)動(dòng)運(yùn)動(dòng),這種結(jié)構(gòu)不是定、動(dòng)軸結(jié)構(gòu),兩個(gè)回轉(zhuǎn)軸在空間的方向都是固定的。對于其兩個(gè)轉(zhuǎn)動(dòng)軸的配置情況,一般按先工件后刀具的順序進(jìn)行分類,圖中即為A'-B配置機(jī)床。
2 MasterCAM中PST文件格式分析
MasterCAM系統(tǒng)的后置處理由兩部分文件組成,可執(zhí)行文件和機(jī)床特性文件。可執(zhí)行文件是不允許用戶進(jìn)行修改的,如銑床的Mp.dll文件。機(jī)床特性文件即PST文件。PST文件提供了更改NC代碼的方法,以適用于選定的數(shù)控系統(tǒng)和機(jī)床,其內(nèi)容包括:機(jī)床類型、坐標(biāo)輸出格式、G代碼和M代碼的分配、文件頭數(shù)據(jù)、控制系統(tǒng)名、注釋數(shù)據(jù)的輸出等信息。用戶對其進(jìn)行修改即可生成滿足實(shí)際需要的專用后處理程序。對于MasterCAM三軸后處理PST文件,很多專家都對其做了很多研究,本文在前人的基礎(chǔ)上,重點(diǎn)討論研究較少的五軸機(jī)床結(jié)構(gòu)特性設(shè)置部分的內(nèi)容格式。
MasterCAM的后處理PST文件中針對五軸機(jī)床結(jié)構(gòu)特性的設(shè)置,主要由旋轉(zhuǎn)軸地址分配、機(jī)床類型設(shè)定、旋轉(zhuǎn)軸旋轉(zhuǎn)矢量平面設(shè)定、擺長設(shè)定、軸偏距設(shè)定以及各運(yùn)動(dòng)軸的行程范圍設(shè)定等組成。以下為具體各部分內(nèi)容:
2.1 旋轉(zhuǎn)軸地址分配
由上文分析可知,五軸機(jī)床由三個(gè)平動(dòng)軸和兩個(gè)旋轉(zhuǎn)軸組成,其中兩個(gè)旋轉(zhuǎn)軸有多種配置方式,如AB、C-B等搭配方式,通常在刀具雙擺動(dòng)和工作臺(tái)雙回轉(zhuǎn)機(jī)床中定軸設(shè)為第一旋轉(zhuǎn)軸(第四軸),動(dòng)軸設(shè)為第二旋轉(zhuǎn)軸(第五軸),在刀具擺動(dòng)與工作臺(tái)回轉(zhuǎn)機(jī)床中,與工作臺(tái)固聯(lián)的旋轉(zhuǎn)軸設(shè)為第一旋轉(zhuǎn)軸,與刀具固聯(lián)的旋轉(zhuǎn)軸設(shè)為第二旋轉(zhuǎn)軸。如C-B配置的機(jī)床其設(shè)置及相應(yīng)的在PST文件中的設(shè)定語句如表1所示。
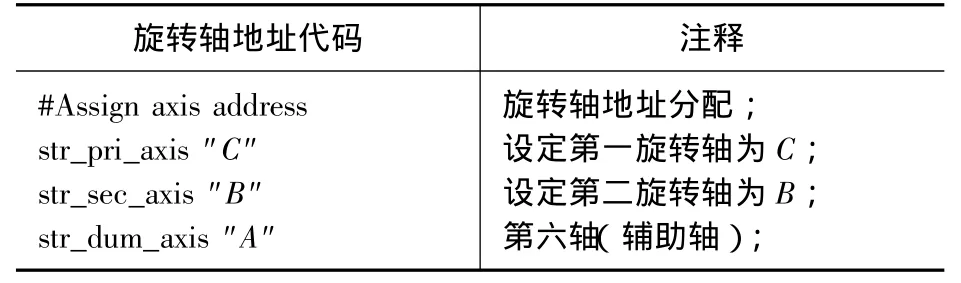
表1 旋轉(zhuǎn)軸地址分配
2.2 機(jī)床類型設(shè)置
由上文可知,五軸數(shù)控機(jī)床主要有三大類型,即刀具擺動(dòng)與工作臺(tái)回轉(zhuǎn)型、工作臺(tái)雙回轉(zhuǎn)型及刀具雙擺動(dòng)型,還有一些非正交五軸機(jī)床。相應(yīng)的在PST文件中的設(shè)定如表2。

表2 機(jī)床類型設(shè)置語句
2.3 旋轉(zhuǎn)軸矢量平面設(shè)置
不同的五軸機(jī)床,坐標(biāo)系都不盡相同,特別是旋轉(zhuǎn)軸的零位點(diǎn)和旋轉(zhuǎn)方向更是沒有完全的標(biāo)準(zhǔn)。旋轉(zhuǎn)軸A、B、C都有各自旋轉(zhuǎn)的平面,本部分用于設(shè)置第一旋轉(zhuǎn)軸及第二旋轉(zhuǎn)軸矢量平面、零位及旋轉(zhuǎn)方向,一般的,A軸的旋轉(zhuǎn)矢量平面為ZY平面,B軸為ZX平面,C軸為XY平面,對于兩旋轉(zhuǎn)軸非正交的機(jī)床,第一旋轉(zhuǎn)軸矢量平面強(qiáng)制規(guī)定為XY平面。具體設(shè)置應(yīng)按照機(jī)床說明書中的坐標(biāo)系進(jìn)行設(shè)置,在MsterCAM的PST文件中具體設(shè)定語句如表3。
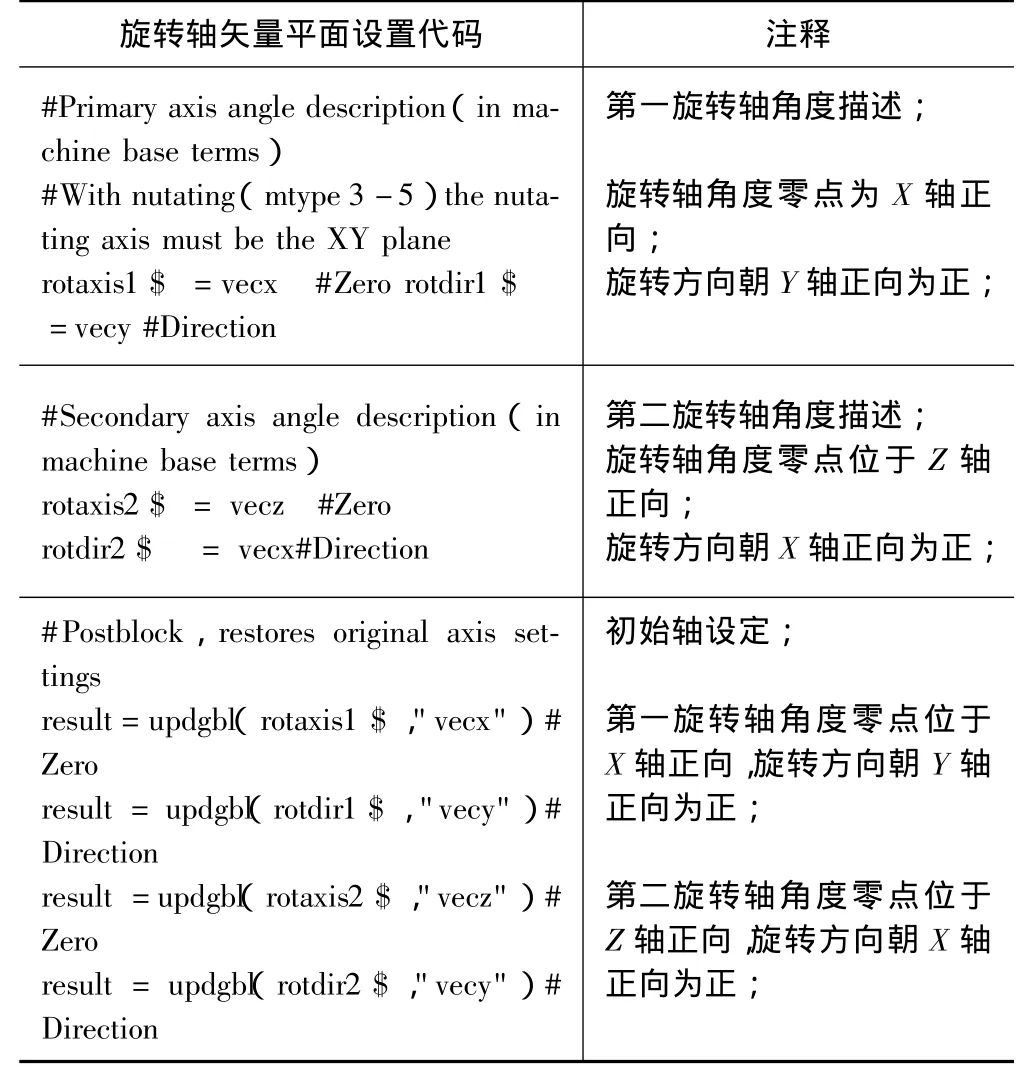
表3 旋轉(zhuǎn)軸矢量平面設(shè)置語句
2.4 旋轉(zhuǎn)軸擺長、軸偏距設(shè)置
五軸機(jī)床有一個(gè)共同的特點(diǎn),就是刀具中心和旋轉(zhuǎn)主軸頭的中心都有一個(gè)距離,這個(gè)距離稱為樞軸中心距(Pivot),由于這個(gè)距離的存在,使得五軸數(shù)控系統(tǒng)零件程序的編制存在其特殊性,那就是如果對刀具中心編程的話,轉(zhuǎn)動(dòng)坐標(biāo)的運(yùn)動(dòng)將導(dǎo)致平動(dòng)坐標(biāo)的變化,產(chǎn)生了一個(gè)位移。
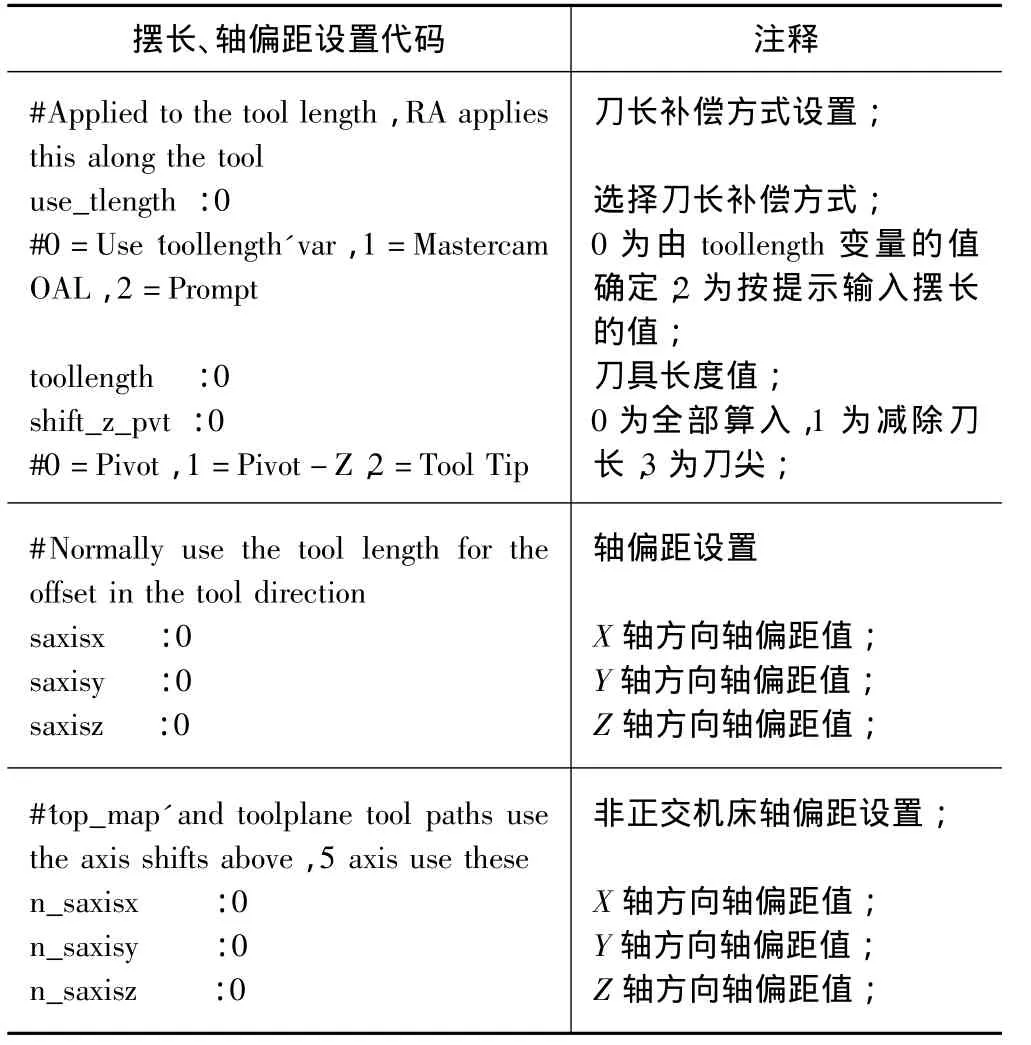
表4 旋轉(zhuǎn)軸擺長、軸偏距設(shè)置語句
通常消除擺長和軸偏距有兩種辦法,一種是采用機(jī)床的 RTCP和RPCP功能;另一種是在后置處理中添加這個(gè)樞軸中心距。本文討論后者的方式。并采用刀長補(bǔ)償編程方式。在MasterCAM的PST文件中此部分的設(shè)置語句如表4。
不同類型的五軸數(shù)控機(jī)床因結(jié)構(gòu)的差異,其軸偏距的計(jì)算各不相同,在后處理PST文件中的設(shè)置也不盡相同。下面對三大類型五軸數(shù)控機(jī)床的軸偏距計(jì)算及分別在PST文件中的設(shè)置進(jìn)行討論。
(1)刀具雙擺動(dòng)機(jī)床

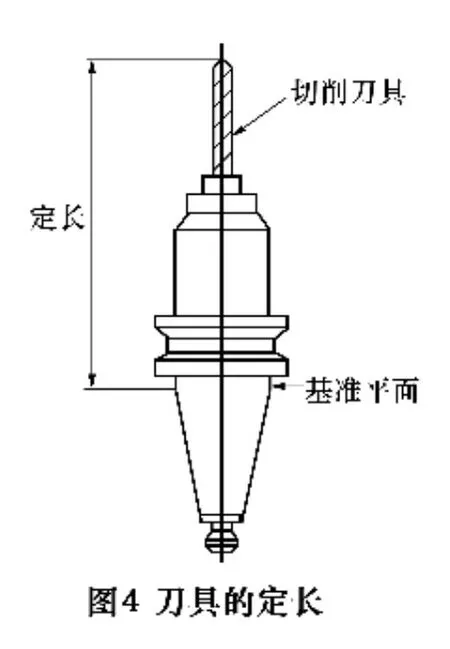
對于刀具雙擺動(dòng)型五軸機(jī)床,其樞軸中心距(Pivot)由兩旋轉(zhuǎn)軸的交點(diǎn)(即樞軸點(diǎn)R)到刀具刀位中心點(diǎn)的距離決定,如圖3中Lt所示。Lt由R到主軸鼻端的距離和定長(如圖4所示)兩部分組成,因此,此類機(jī)床的擺長可由定長加上機(jī)床廠家所給的主軸鼻端到樞軸點(diǎn)的距離而求得。其編程原點(diǎn)與機(jī)床零點(diǎn)的距離可由G54等指令設(shè)置。在MasterCAM的PST文件中,擺長的具體設(shè)置如表5。

表5 具雙擺動(dòng)機(jī)床旋轉(zhuǎn)軸擺長設(shè)置
(2)工作臺(tái)雙轉(zhuǎn)動(dòng)機(jī)床
圖6所示為工作臺(tái)雙轉(zhuǎn)動(dòng)機(jī)床的擺長、偏置計(jì)算示意圖,其軸偏置即為旋轉(zhuǎn)軸旋轉(zhuǎn)中心到工件臺(tái)面的距離。值得注意的是,對于雙轉(zhuǎn)臺(tái)五軸加工中心,機(jī)床加工坐標(biāo)系原點(diǎn)只有設(shè)在兩個(gè)旋轉(zhuǎn)軸的交點(diǎn)R處,才能實(shí)現(xiàn)數(shù)據(jù)坐標(biāo)轉(zhuǎn)換后加工程序的正確性。為保證與機(jī)床加工坐標(biāo)系一致,CAM加工坐標(biāo)系坐標(biāo)原點(diǎn)要設(shè)置在第二旋轉(zhuǎn)軸(圖7中C軸)軸線上。由于數(shù)控自動(dòng)編程時(shí)工件原點(diǎn)的設(shè)定對編程的難易程度沒有影響,因此,通常將工件原點(diǎn)設(shè)置在距工作臺(tái)端面向下一個(gè)旋轉(zhuǎn)軸偏置值處(即工件原點(diǎn)與機(jī)床原點(diǎn)重合)。在MasterCAM的PST中具體設(shè)置如表6。
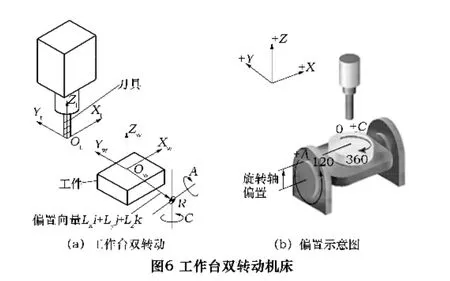

表6 工作臺(tái)雙回轉(zhuǎn)機(jī)床旋轉(zhuǎn)軸軸偏距設(shè)置
(3)刀具與工作臺(tái)回轉(zhuǎn)/擺動(dòng)機(jī)床
如圖7所示為工作臺(tái)回轉(zhuǎn)/擺動(dòng)機(jī)床的擺長、偏置計(jì)算示意圖。此類機(jī)床結(jié)構(gòu)比較特殊,其兩個(gè)旋轉(zhuǎn)軸的軸線不相交,因此,具有兩個(gè)樞軸點(diǎn)(如圖7中RA和RB所示),RB定義為B軸與主軸軸線的交點(diǎn),RA可設(shè)置在A軸軸線的任意點(diǎn)。因此在編程中,工件原點(diǎn)必須設(shè)置在A軸的軸線上,Ow與RA的偏置用G54補(bǔ)正,在后處理中只需輸入擺長Lt的偏置值即可。在MasterCAM的PST文件中的具體設(shè)置如表7。

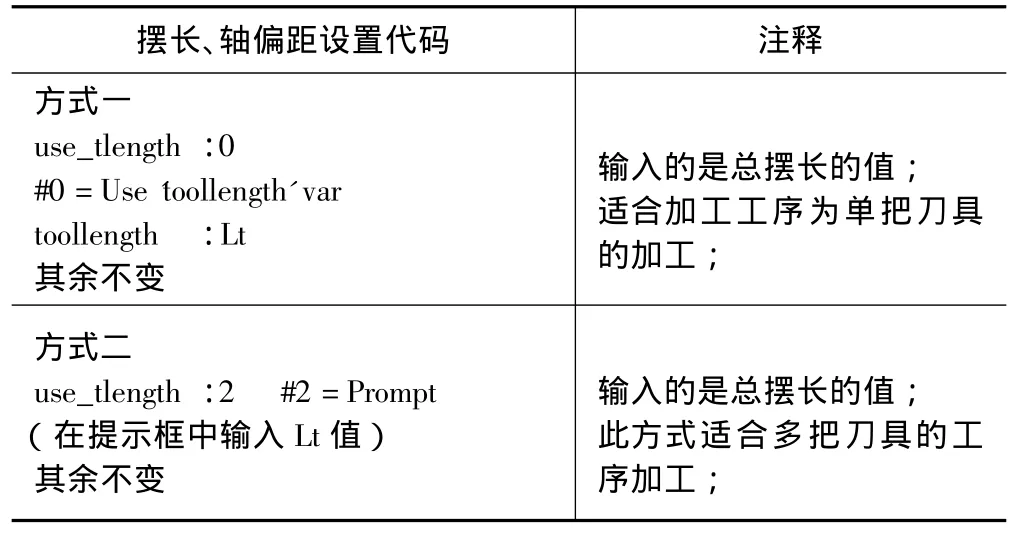
表7 刀具/工作臺(tái)回轉(zhuǎn)機(jī)床軸偏距設(shè)置
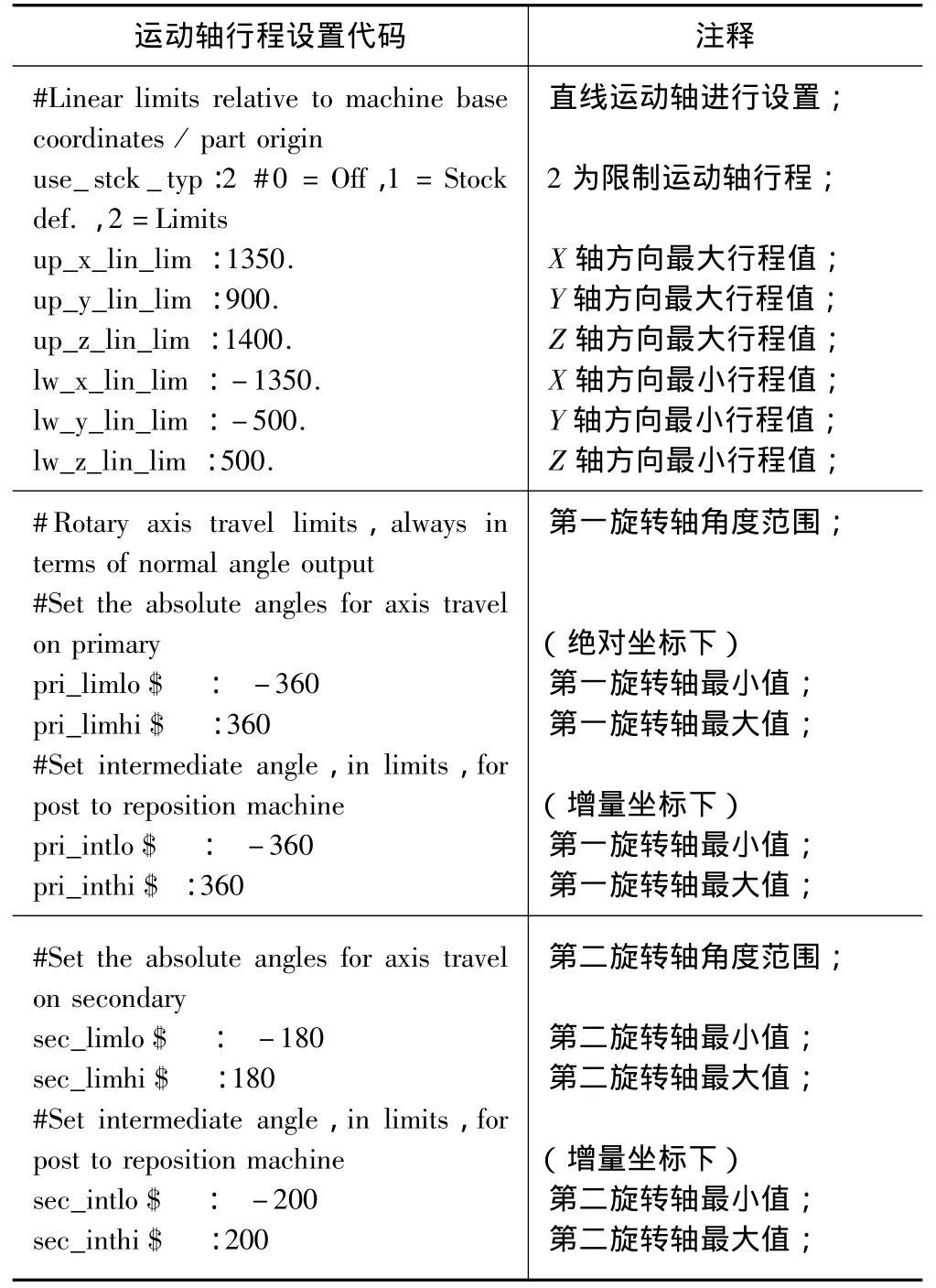
表8 運(yùn)動(dòng)軸行程設(shè)置語句
2.5 運(yùn)動(dòng)軸行程設(shè)置
對于特定的機(jī)床,其各運(yùn)動(dòng)軸的行程各不相同,坐標(biāo)運(yùn)動(dòng)軸的行程及軟件限位設(shè)置的正確性,直接影響五軸機(jī)床數(shù)控程序輸出的正確性。五軸機(jī)床PST文件中對運(yùn)動(dòng)軸行程的設(shè)置語句如表8。
3 五軸機(jī)床專用后處理編制舉例
上文已經(jīng)對基于MasterCAM的五軸機(jī)床專用后處理的定制進(jìn)行了詳細(xì)論述,按照以上方法,本節(jié)以Fidia 218刀具雙擺動(dòng)五軸機(jī)床后處理的編制如下:
Fidia 218五軸數(shù)控機(jī)床為C-B配置的刀具雙擺動(dòng)類型機(jī)床,因此其運(yùn)動(dòng)應(yīng)按照刀具雙擺動(dòng)機(jī)床結(jié)構(gòu)特點(diǎn)進(jìn)行設(shè)置,其機(jī)床結(jié)構(gòu)如圖8所示,機(jī)床坐標(biāo)系如圖9所示,其中C軸為主動(dòng)軸、B軸為從動(dòng)依附軸。該機(jī)床各軸行程如表9。針對該機(jī)床加工的特性,根據(jù)需要可編制3個(gè)線性軸X、Y、Z與C/B五軸聯(lián)動(dòng)后處理程序。這樣的后處理程序方案即可滿足工程需求。下面詳細(xì)說明在PST文件中,修改適合Fidia 128數(shù)控機(jī)床的后處理程序的過程。

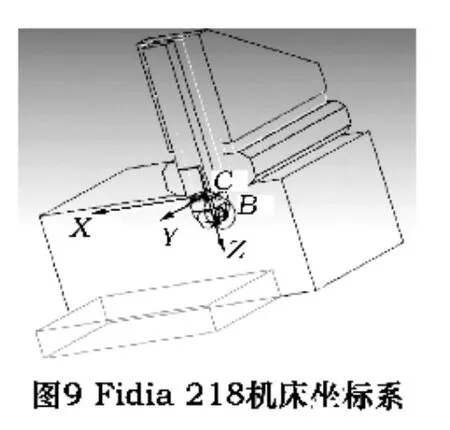
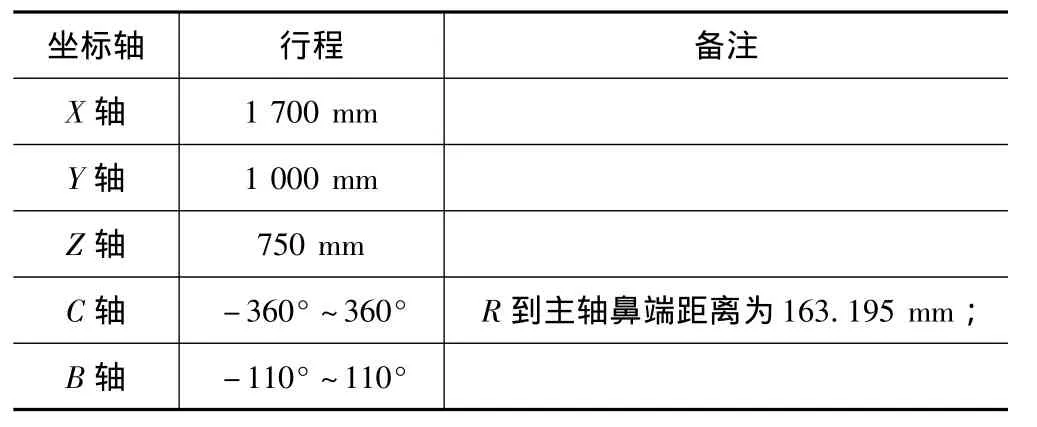
表9 fidia 218機(jī)床行程表
在MasterCAM的PST文件中按照機(jī)床結(jié)構(gòu)特性設(shè)置如表10。
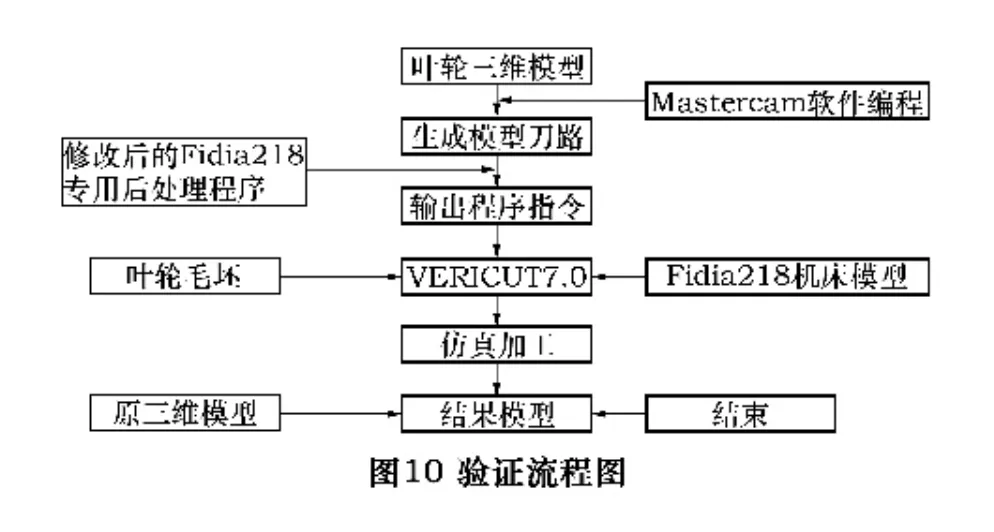
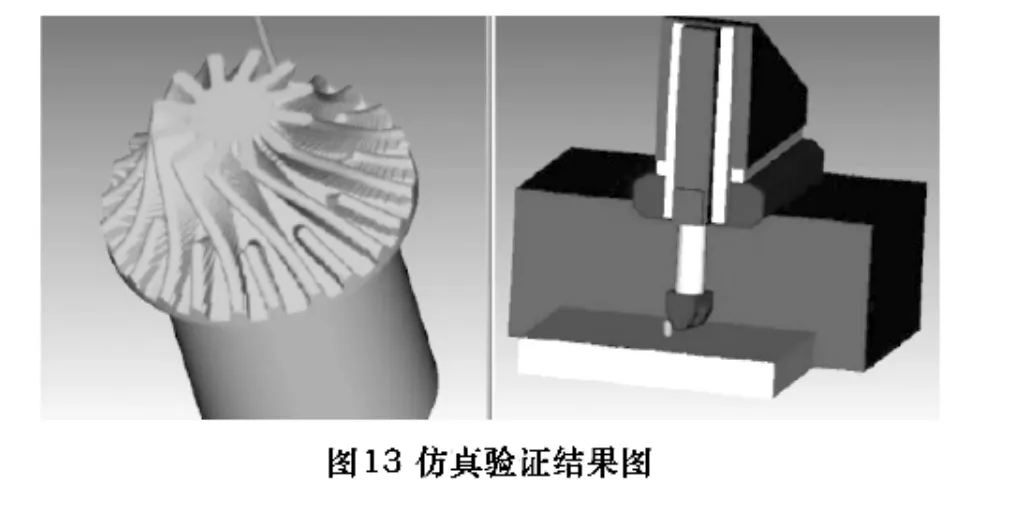
4 仿真加工驗(yàn)證(圖10)
為驗(yàn)證所編Fidia218刀具雙擺動(dòng)機(jī)床后處理的正確性,本文利用VERICUT7.0數(shù)控仿真軟件,通過構(gòu)建Fidia218的機(jī)床系統(tǒng)和機(jī)床初始參數(shù)設(shè)置等,將葉輪模型(圖11)在MasterCAM中進(jìn)行刀路編程,并通過所編后處理文件進(jìn)行后處理轉(zhuǎn)換,最終得到加工的NC程序,在VRICUT7.0中進(jìn)行加工驗(yàn)證(圖12)。最終將仿真的結(jié)果(圖13)采用VERICUT軟件的“自動(dòng)-比較”功能進(jìn)行檢驗(yàn),模型的加工誤差在允許范圍內(nèi),從而驗(yàn)證了后處理的正確性。

表10 Fidia 218機(jī)床后處理語句的設(shè)置

5 結(jié)語
(1)論文給出了基于MasterCAM的通用五軸后處理程序、通過修改后處理中的機(jī)床結(jié)構(gòu)特性文件編制適合三大類型機(jī)床的專用后處理方法。
(2)通過VERICUT仿真加工,驗(yàn)證了本文提出的三大類型五軸聯(lián)動(dòng)機(jī)床后處理方法的正確性和可行性。
(3)本論文的研究為五軸后處理程序編制提供了一種行之有效的方法與途徑。
[1]劉雄偉,張定華,等.數(shù)控加工理論與編程技術(shù)[M].北京:機(jī)械工業(yè)出版社,2000.
[2]周濟(jì),周艷紅.數(shù)控加工技術(shù)[M].北京:國防工業(yè)出版社,2002.
[3]吳明友.數(shù)控加工自動(dòng)編程-Pro/E Wildfire+Mastercam詳解[M].北京:清華大學(xué)出版社,2008.
[4]何滿才.數(shù)控編程與加工Mastercam9.0實(shí)例詳解[M].北京:人民郵電出版社,2005.
[5]Lee R.-S.,She C.-H..Developing a Postprocessor for Three Typesof Five-axis machine Tools[J].International Journal of Advanced Manufaeturing Technology,1997,13(9):658-665.
猜你喜歡
汽車實(shí)用技術(shù)(2022年15期)2022-08-19 02:48:28
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
能源(2018年10期)2018-12-08 08:02:48
能源(2016年10期)2016-02-28 11:33:30
沈陽醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
汽車實(shí)用技術(shù)(2015年8期)2015-12-26 09:01:02
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09