基于Deform 3D的高速超高速磨削溫度的仿真研究*
2010-11-28 05:00:16沈琳燕李蓓智楊建國馮瑞金周振新
制造技術與機床 2010年8期
沈琳燕 李蓓智 楊建國 馮瑞金 周振新
(東華大學機械工程學院,上海 201620)
磨削技術在材料加工中有著極其重要的地位,它不僅是大部分產(chǎn)品形成前的最后一道工序,而且隨著磨削技術的飛速發(fā)展,磨削加工的能力和范圍也正在日益擴大。超高速磨削是一種能高效、經(jīng)濟地制造高質(zhì)量零件的現(xiàn)代加工技術,它可大大提高加工生產(chǎn)率和工件表面質(zhì)量,并能實現(xiàn)粘性金屬和脆性金屬等難加工材料的精加工,大幅度縮短產(chǎn)品的生產(chǎn)制造周期,降低加工成本[1-3]。
但由于實際加工過程中的磨削溫度、應力、應變等的測量極其困難,單純依靠實驗很難對磨削機理進行深入地研究。采用有限元法分析外圓磨削加工過程不僅有利于對磨削機理的理解,而且也是機械加工工藝優(yōu)化的有利工具。與直接實驗方法相比,該方法費用低,耗時短,在考慮多因素時其優(yōu)勢尤為顯著,同時,隨著計算機運算和視覺技術的發(fā)展,也必將促進虛擬加工的進一步發(fā)展[4-5]。
Liu等[6]對納米結(jié)構(gòu)涂層材料的微磨采用熱彈塑性有限元方法建立了2D模型,指出磨粒切削作用和擠光效應是磨削后涂層中應力改變的主要原因;Hédi等[7]提出了AISI 52100鋼磨削過程的有限元熱力耦合2D 模型;STRENKOWSKI等[8]采用了基于 Eulerian的正交有限元切削模型與基于USUI的3D切削分析模型相耦合的方法,提出3D切削的預算模型;明興祖等[9]采用PRANDTL-REUSS方法建立了應力應變場本構(gòu)關系,構(gòu)造了3D力熱耦合磨齒模型。
本文運用商業(yè)化軟件DEFORM-3D,針對工程常用材料40Cr鋼進行了高速超高速磨削工藝仿真試驗,對其砂輪線速度在60~210 m/s條件下的磨削弧區(qū)溫度進行對比分析,揭示超高速磨削的磨削溫度變化規(guī)律和機理,實現(xiàn)對工藝參數(shù)的優(yōu)化選擇提供理論依據(jù)。
1 有限元模擬的理論基礎
1.1 J-C材料本構(gòu)模型的建立
本文采用40Cr鋼作為工件材料,并用Johnson-Cook(J-C)材料本構(gòu)模型描述工件材料。J-C材料模型是一個能反映應變率強化效應和溫升軟化效應的理想剛塑性強化模型,該模型利用變量乘積關系分別描述應變、應變率和溫度的影響。該模型具體表述式如下:式中:A、B、C、n、m分別為材料參數(shù)為量綱(應變率)為有效塑性應變率為參考塑性應變率,一般取=1 s-1;T*為量綱(溫度),T*=(T;Tr為參考溫度;Tm為熔點溫度;T為樣品環(huán)境溫度。

Johnson-Cook材料模型實際上給出的是von-Mises流動應力σe與等效塑性應變、相對等效塑性應變率和無量綱溫度T*之間的函數(shù)關系。同時,給出了斷裂應變的表達式。
1.2 自適應網(wǎng)格重劃分技術
金屬磨削過程可以看作是無數(shù)個微型刀具作切削加工,其形成過程即為工件產(chǎn)生塑性變形并發(fā)生切屑與工件的分離。所采用的有限元法主要有兩種,即彈塑性有限元法和剛塑性有限元法。在工件尺寸、網(wǎng)格劃分數(shù)量等條件相同的情況下,兩者所得出的應力、應變、溫度分析結(jié)果幾乎相同。由于本文對工件加工后的殘余應力和回彈問題不予研究,故采用剛塑性有限元模型即可,它的求解速度比彈塑性有限元模型快3~5倍。
采用剛塑性有限元模型(更新的拉格朗日方法)模擬磨削加工過程屬于典型的幾何非線性問題,同時還具有連續(xù)性和動態(tài)性的特征。隨著磨粒與工件的接觸,工件材料發(fā)生塑性變形,材料初始網(wǎng)格產(chǎn)生畸變、退化,這種網(wǎng)格的嚴重畸變會導致求解精度的降低或者計算不收斂。為了避免此種情況的出現(xiàn),在有限元仿真過程中必須采用自適應網(wǎng)格重劃分技術(Remeshing)。隨著砂輪的進給,工件被加工部分實現(xiàn)網(wǎng)格細分,而沒有加工的部分或者已加工部分,網(wǎng)格較粗,這樣既保證了局部變形的求解精度降低問題,又節(jié)省了求解時間和內(nèi)存的消耗。
2 有限元模型的建立
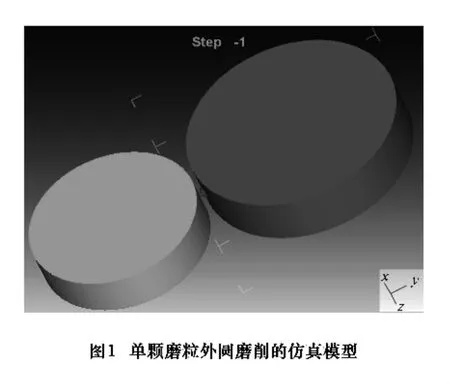
本文建立了基于單顆磨粒外圓磨削過程仿真的有限元模型,如圖1所示。單顆磨粒以一定的速度與工件發(fā)生作用,在磨削區(qū)發(fā)生了復雜的物理、化學變化,工件產(chǎn)生了非線性的彈塑性變形。DEFORM-3D是一個基于工藝模擬系統(tǒng)的有限元系統(tǒng)(FEM),可用于分析各種金屬加工過程中的三維流動,提供極有價值的工藝分析數(shù)據(jù),以及加工過程中的材料和溫度流動。
2.1 幾何模型的建立
在UG5.0中畫出單顆磨粒的砂輪及工件的三維實體圖,保存成.stl文件形式輸出,在DEFORM-3D前處理中導入三維幾何模型,其中Top-Die為砂輪,設置成剛性(rigid);Workpiece為工件,設置為塑性(plastic)。為方便進行工件的前處理設置以及提高求解速度,在本研究中,取工件的1/4作為研究對象,如圖2所示。
2.2 預處理設置
預處理設置作為加工仿真分析的準備工作,主要完成前處理設置、生成數(shù)據(jù)庫和模擬運算三個步驟[10]。
在仿真控制(Simulation Control)中設置仿真步數(shù)為80步,時間增量為1×10-7s,存儲增量為每2步保存一次,時間步長設置不能太大,否則會降低求解精度,導致網(wǎng)格嚴重畸變甚至不收斂。采用國標單位標準SI,仿真模式為熱傳遞(Heat Transfer)和變形(Deform);迭代方法(Iteration Method)采用 Direct iteration;求解器(Deformation Solver)采用共軛梯度法(Conjugate-Gradient Solver),C-G 法為 DEFORM 3D中最常用的求解器,這種方法考慮了刀-屑之間的摩擦及工件材料流動應力受應變、應變速率和溫度的影響。該方法對多數(shù)FEM問題都具有優(yōu)勢,但對于有些問題,如接觸點較少的情況,收斂較慢甚至不收斂,此時,軟件會自動識別轉(zhuǎn)為Sparse法求解。因此,可有效的保證較少的迭代次數(shù)和迭代收斂性。
采用四節(jié)點四面體對工件進行網(wǎng)格劃分,砂輪和工件均采用絕對類型,砂輪網(wǎng)格數(shù)5萬,轉(zhuǎn)動中心為(0,0,0);工件網(wǎng)格數(shù)為20 萬,材料為 DIN-41Cr4(相當我國標準40Cr),工件材料預加工部分網(wǎng)格進行局部細化,最小網(wǎng)格單元為0.009 mm。工件的熱傳導率(Thermal Conductivity)如表 1 所示[11]。
生成數(shù)據(jù)庫并完成模擬運算。

表1 工件的熱傳導率
3 仿真結(jié)果分析
3.1 磨削弧區(qū)溫度分析
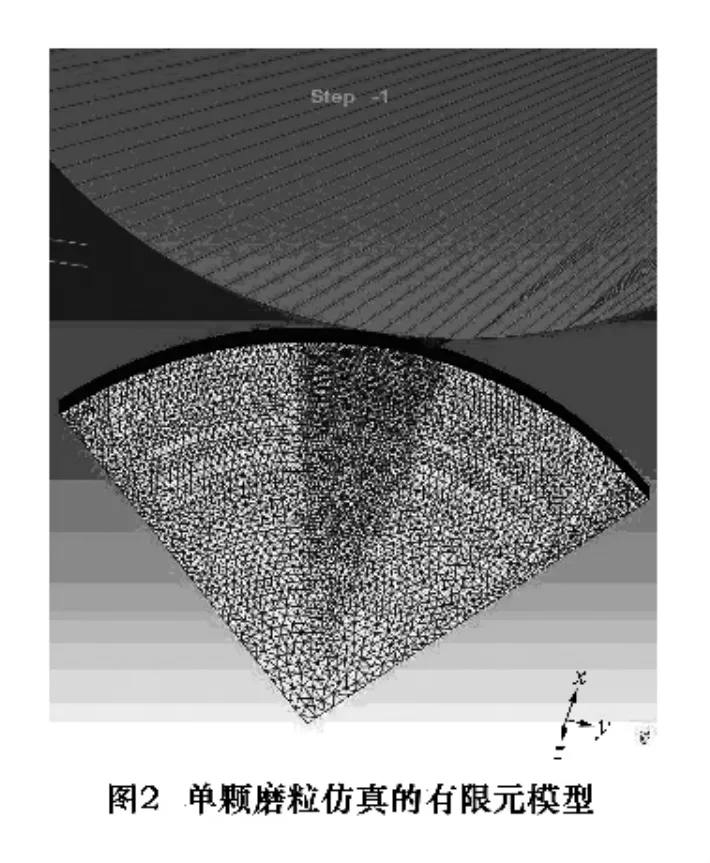
在磨削加工的仿真過程中,磨削弧區(qū)的溫度、熱流以及應力狀態(tài)將會隨著磨削的進行發(fā)生相應的變化。圖3為單個周期內(nèi)磨削弧區(qū)溫度場的分布情況以及溫度的變化規(guī)律。在磨削弧區(qū)的方向上,隨著砂輪的旋轉(zhuǎn),磨粒逐漸切入工件,溫度以極大的梯度上升,大約在弧區(qū)中心附近達到最大值(峰值達到1190℃左右);之后隨著磨粒的切出,切深逐漸變小,溫度緩慢下降。這是由于在磨削過程中采用了干磨的方式,沒有磨削液的冷卻作用,產(chǎn)生的熱量無法迅速耗散,工件表面溫度將在短時間內(nèi)處于較高狀態(tài),因此在實際生產(chǎn)過程中,磨削液的正確使用對磨削加工有著至關重要的作用。
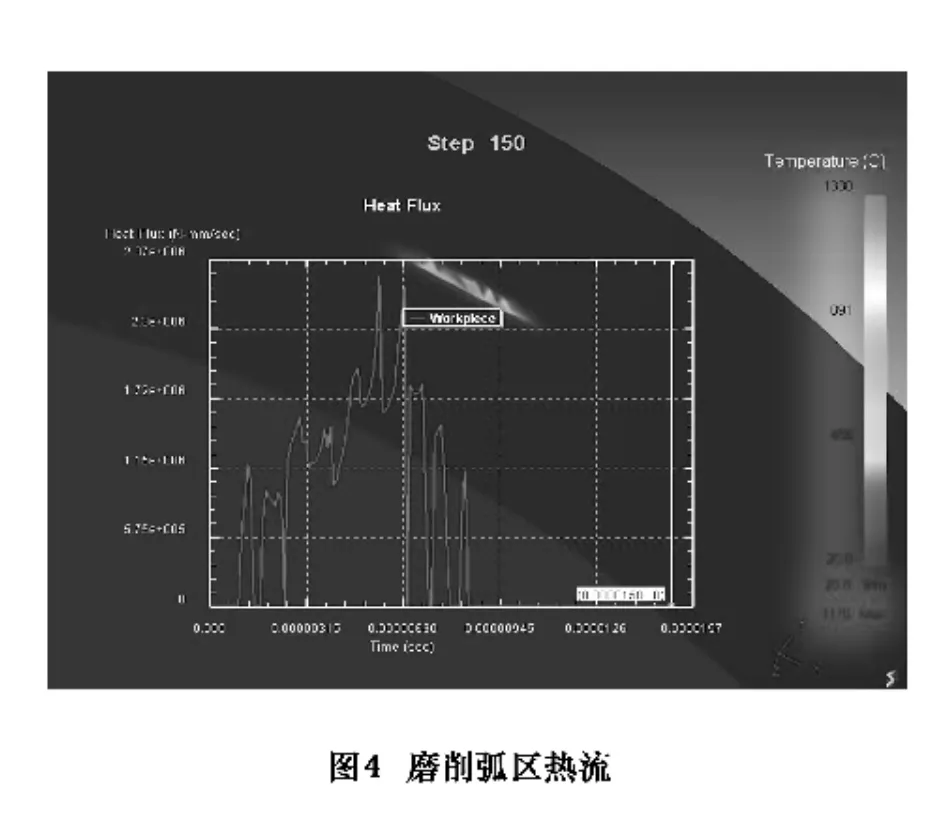
3.2 磨削弧區(qū)熱流分析
圖4為磨削弧區(qū)熱流的分布情況。可以發(fā)現(xiàn)沿著磨削弧區(qū)的熱流并不是逐漸增加的,而是隨著砂輪的旋轉(zhuǎn),單顆磨粒從開始接觸工件到磨粒切出工件,產(chǎn)生的熱流呈現(xiàn)出非線性的先上升后下降的規(guī)律。這是由于在磨削加工過程中,隨著磨粒的切入,切深逐漸變大,隨之產(chǎn)生大量的磨削熱,大約在弧區(qū)中心位置產(chǎn)生最大熱流,且熱流分布形狀可近似的看成二次曲線分布。
3.3 磨削弧區(qū)最高溫度的變化規(guī)律
圖5為不同砂輪線速度時,砂輪磨削工件時磨削弧區(qū)最高溫度的變化情況。從圖中可以看到,磨削弧區(qū)最高溫度隨著砂輪線速度的提高呈現(xiàn)先上升后下降的趨勢,這是因為在速度較低時,磨粒主要以耕犁及滑擦作用進行磨削,此時摩擦加劇,產(chǎn)生熱量增多,從而使磨削溫度升高;當提高砂輪線速度至120 m/s后,使得未變形磨屑厚度減小,每顆磨粒切下的磨削層厚度變薄,有利于磨屑的形成排除,部分熱量被磨屑帶走,因而磨削區(qū)最高溫度降低。

4 結(jié)語
(1)本文基于J-C材料本構(gòu)模型建立了單顆磨粒磨削加工的三維有限元模型,采用更新的拉格朗日法和網(wǎng)格自適應技術成功的模擬了外圓磨削40Cr鋼加工過程。
(2)采用有限元軟件模擬磨削加工過程,分析磨削弧區(qū)最高溫度的變化情況,減少研究中試切的實驗次數(shù),提高研究效率,降低研究成本,為實現(xiàn)對工藝參數(shù)的優(yōu)化選擇提供理論依據(jù)。
(3)分析了砂輪磨削工件過程中,磨削弧區(qū)溫度和熱流的變化規(guī)律,沿著磨削弧區(qū)方向,溫度和熱流從磨粒切入端到切出端呈現(xiàn)非線性的先增大,大約在接觸弧區(qū)中心達到最大值,然后緩慢減小。
(4)分析了不同砂輪線速度下,磨削弧區(qū)最高溫度的變化情況,溫度隨著砂輪線速度的提高呈現(xiàn)先上升后下降的趨勢,高速磨削可以有效地防止工件燒傷。
[1]陸名彰,熊萬里,黃紅武,等.超高速磨削技術的發(fā)展及其主要相關技術[J].湖南大學學報:自然科學版,2002,29(5):44-48.
[2]KLOCKE F,BRINKSMEIER E,EVANS C,eta1.High-speed grinding fundament Ms and state of the art in Europe[ J].Japan and the USA.Anrials of the CIRP,1997,46(2):715-724.
[3]李伯民,趙波.現(xiàn)代磨削技術[M].北京:機械工業(yè)出版社,2003:39-41.
[4]Domenico Umbrello,F(xiàn)inite element simulation of conventional and high speed machining of Ti6Al4V alloy[J],Journal of Materials Processing Technology ,2008,196(1-3):79-87.
[5]鄧文君,夏偉,周照耀.有限元法在切削加工過程分析中的應用[J].工具技術,2004,38(11):20.
[6]Liu X B,Zhang B.Effect s of Grinding Process on Residual Stresses in Nanostructured Ceramic Coatings[ J].Journal of Materials Science,2002 ,37(15):3229-3239.
[7]Hédi H,Hassan Z,Jean-Michel B.Residual Stresses Computation in a Grinding Process[ J].Journal of Materials Processing Technology,2004,147(3):277-285.
[8]STRENKOWSKI J S,SHIH A J,LIN J C.An analytical finite element model for predicing three-dimensional tool forces and chip flow[ J].International Journal of Machine Tool&Manufacture,2002,42(6):723-731.
[9]明興祖,嚴宏志,陳書涵,等.3D力熱耦合磨齒模型與數(shù)值分析[J].機械工程學報,2008,44(5):17-24.
[10]李傳明,王向麗,閆華軍.DEFORM5.03金屬成型有限元分析實例指導教程[M].北京:機械工業(yè)出版社,2007.
[11]曾正明.機械工程材料手冊(金屬材料)[M].北京:機械工業(yè)出版社,2003.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24