基于數(shù)值分析聚合物共擠出工藝的探討
2010-11-26 04:28:20程蕾閆普選
湖北大學學報(自然科學版) 2010年4期
關鍵詞:工藝
程蕾,閆普選
(1.廣西師范大學 科技處,廣西 桂林 541004;2.中國化學工業(yè)桂林工程公司,廣西 桂林 541004)
擠出成型是聚合物最基本的成型方法之一[1].為了得到具有特殊性能和外觀的橡塑制品,工業(yè)生產(chǎn)中常采用共擠出工藝,該工藝能夠?qū)崿F(xiàn)不同性能聚合物的有機復合.然而,復合制品性能及尺寸的穩(wěn)定性,不僅取決于復合擠出機頭流道結構的優(yōu)化,還取決于工況條件的科學篩選和聚合物的種類.
傳統(tǒng)篩選工藝參數(shù)的擠出實驗,因調(diào)整擠出工藝時間長且成本高而不能滿足工業(yè)生產(chǎn)需求.數(shù)值分析作為科學的工藝設計工具,能夠快速解析工藝參數(shù)與擠出結果之間的規(guī)律性關系[2],為工藝設計提供理論指導,其中有限元數(shù)值分析方法能夠?qū)に噮?shù)與擠出結果進行定量分析[3],在理論上優(yōu)選共擠出工藝,從而加速產(chǎn)品的更新速度.
本文中以多流道共擠出工藝為研究對象,根據(jù)聚合物流體本構方程,采用有限元方法分析不同工藝條件下典型聚合物在擠出機頭流道中的等溫流變行為,解析聚合物流體流道出口的速度場,從而優(yōu)選共擠出工藝,為多流道共擠出工藝提供理論依據(jù),避免單憑經(jīng)驗設計工藝的盲目性.
1 實驗部分
1.1主要原料PS,廣州市華立顏料化工實業(yè)公司,密度1.05×103kg·m-3;PP,揚子石化巴斯夫有限公司,密度0.90×103kg·m-3;PVC,石家莊馳瑞化工科技有限公司,密度1.45×103kg·m-3;NR,廣州建維化工有限公司,密度0.925×103kg·m-3.
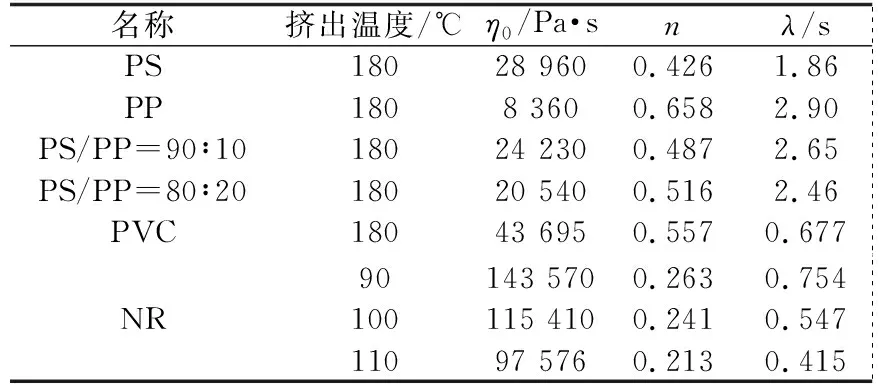
表1 不同聚合物對應cross本構方程的參數(shù)
1.2成型工藝將PS和PP原料用真空干燥箱烘干后,按一定的比例均勻的混合,用雙螺桿擠出機擠出,造粒,烘干備用.
1.3流變性能測試采用CFT-500D型毛細管流變儀測試聚合物的流變性能,毛細管直徑1.0 mm,長度10.0 mm,預熱時間30 s,聚合物測試溫度如表1所示.流體本構方程采用cross模型,其公式為[4]:
(1)
式中:η為粘度,Pa·s;η0為零剪切粘度,Pa·s;λ為松弛時間,s;n為非牛頓指數(shù),無因次;γ為剪切速率,s-1.
通過毛細管流變儀測試聚合物流體表觀粘度和剪切速率的數(shù)據(jù),采用統(tǒng)計軟件擬合不同聚合物cross本構方程的參數(shù),具體如表1所示.
2 物理模型
2.1三流道共擠出流道結構對于多層復合材料的制備工藝,傳統(tǒng)共擠工藝和氣輔共擠工藝均需調(diào)節(jié)工藝參數(shù)來優(yōu)化材料性能,其性能體現(xiàn)在復合材料中不同聚合物的厚度比和界面穩(wěn)定性.研究表明[5],當不同聚合物流體的速率比為1時,復合材料性能達到最優(yōu)化.本文中以三流道共擠出片材機頭為例,由圖1所示,三股不同物理性質(zhì)的聚合物流體從不同入口流入流道,在進入交匯點之前擴展成平板流體;同時,平板流體速率相對偏差盡量小.此時定量分析擠出工藝參數(shù)與聚合物流體出口速率的對應關系,從而優(yōu)化復合材料的性能.
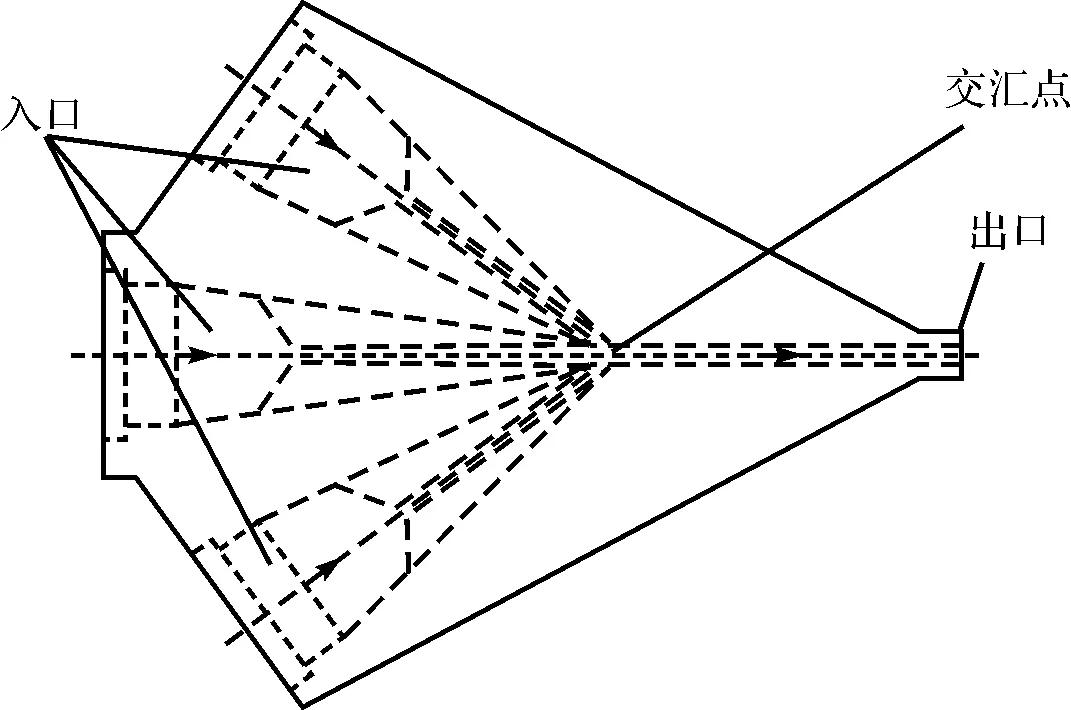
圖1 三流道共擠出流道結構
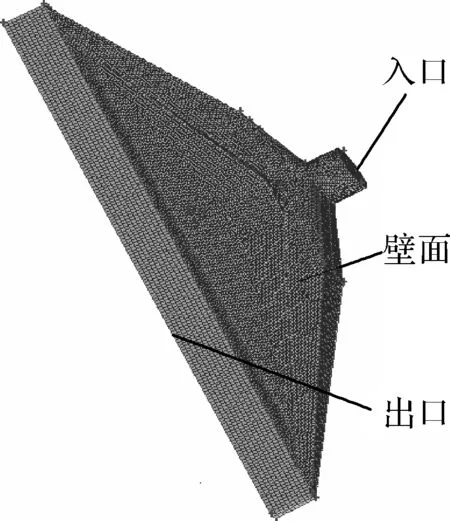
圖2 擠出流道網(wǎng)格及邊界條件
2.2擠出流道網(wǎng)格及邊界條件為提高計算效率,以中流道為例分析流體交匯前的流道出口速度場,從而對各聚合物出口速率進行定量分析.
為便于有限元數(shù)值分析,假設流道中流體為不可壓縮流體,其流動為等溫穩(wěn)態(tài)流動,流道全充滿,同時流道內(nèi)壁無滑移[6].因流體粘度大,慣性力和重力相對于粘性力可忽略不計.圖2表明了擠出流道求解域的三維網(wǎng)格圖,其實際邊界條件如下:
1) 流道入口采用壓力入口邊界條件,壓力由擠出工藝設定;
2) 流道出口采用壓力出口邊界條件,壓力為1個大氣壓;
3) 其余為壁面,設置為非滑移邊界條件.
3 結果與討論
3.1入口壓力對流道出口PVC流體速率的影響圖3為在其他工況相同情況下不同入口壓力對應流道出口PVC流體速率曲線.由圖可知,各曲線依次代表入口壓力為15 MPa、20 MPa和25 MPa時流道出口PVC流體的速率曲線,隨著入口壓力的增加,流體的速率逐步上升,同時出口速率相對偏差(分別為2.1%、1.8%和1.5%)逐漸減小,從而流道出口速率的均勻性增加.
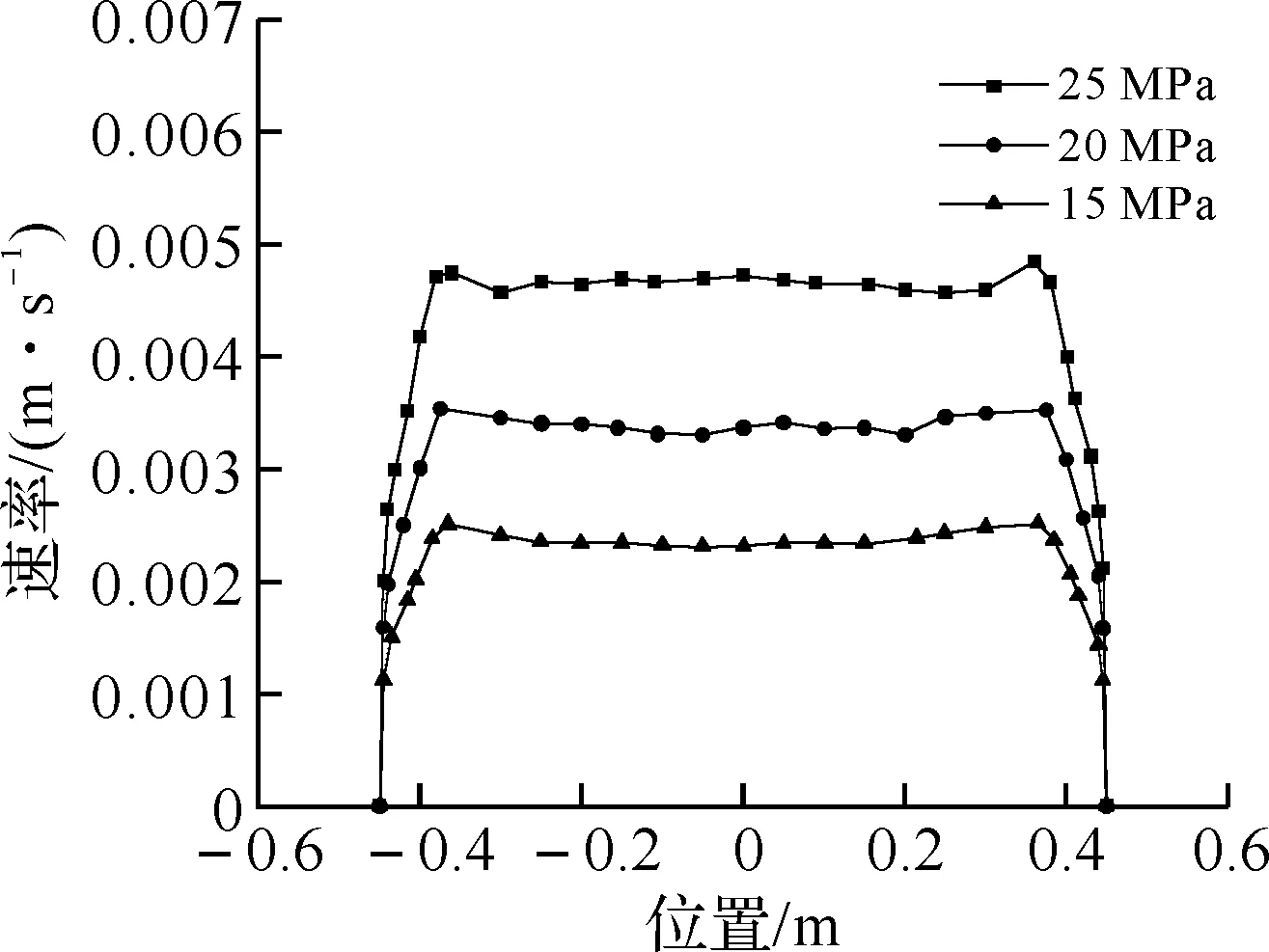
圖3 擠出流道出口PVC速率曲線
流道出口速率相對偏差和動量微分方程[7]的公式分別為:
(2)

(3)
式中:ρ為物料密度,kg·m-3;τ為剪切應力張量,Pa;p為壓力,Pa;v為速度,m·s-1;vr為速率相對偏差,m·s-1;va為平均速率,mv·s-1;vm為最大或最小速率,m·s-1.
由動量微分方程[6]分析可知,隨著流道入口壓力的增加,PVC流體出口速率增加;同時,因流道中間部分增加的壓力比兩端多,使流道出口中部速率比兩端增加地多;同時,工業(yè)生產(chǎn)中要求速率相對偏差小于2.5%,否則會造成片材出口不均和中間易變形,從而影響產(chǎn)品的質(zhì)量.
3.2擠出溫度對流道出口NR流體速率的影響調(diào)節(jié)擠出溫度能夠控制流體的速率.圖4為在其他工況相同情況下,不同擠出溫度對應流道出口NR流體的速率曲線.由圖可知,隨著擠出溫度的增加,NR流體出口速率曲線上升;同時,流體速率相對偏差均小于2.5%,且沒有變化.由自由體積理論分析可知,隨著擠出溫度升高,NR流體分子間的空穴增加,從而流體受到的流動阻力減小,單元能量增加,有序化程度減小,表觀粘度下降,從而使得流體易于流動;同時,NR流體粘度因溫度升高而均勻地下降,從而表現(xiàn)為流體出口速率相對偏差未變化.因此,調(diào)節(jié)擠出溫度不會影響流道出口速率的均勻性,但擠出溫度不能超過聚合物的熱解溫度,否則會出現(xiàn)降解或焦燒現(xiàn)象.
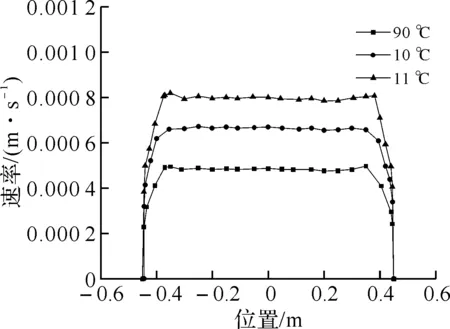
圖4 擠出流道出口NR速率曲線
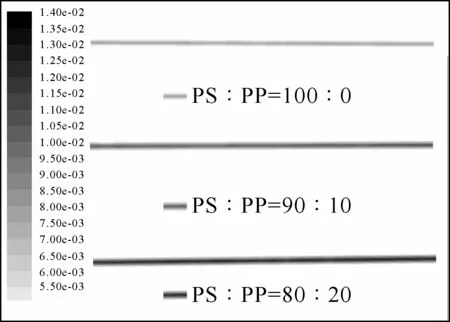
圖5 擠出流道出口PS/PP速度矢量圖
3.3 PP含量對流道出口PS/PP合金流體速率的影響圖5為在其他工況相同情況下不同PP含量對應流道出口PS/PP合金流體的速度矢量圖.
由圖可知,各出口速度矢量圖依次代表PP含量分別為0%、10%和20%時流道出口流體速度矢量圖,隨著PP含量的增加,聚合物流體的出口速率逐漸上升,且速率相對偏差沒有變化.溫度與表觀粘度得關系式由阿侖尼烏斯公式[8]表示:η=A·exp(Eη/RT)
(4)
式中:Eη為流動活化能,J;η為表觀粘度,Pa·s;A為常數(shù);T為絕對溫度,K;R為氣體常數(shù),8.314 J·mol-1·K-1.
分析可知,擠出溫度為180 ℃時,因PS流體的粘度比PP流體高,隨著PP含量的增加,使得流體的流動活化能下降,流動性能增加,表觀粘度下降,從而使得出口速率升高;同時,PP和PS均勻混合,合金流體的粘度均勻下降,因此流體出口速率相對偏差未變化.采用該方法調(diào)節(jié)出口速率,在保證該材料特有性能的前提下,能夠避免溫度調(diào)節(jié)的局限性,更大范圍調(diào)節(jié)聚合物的出口速率.

表2 優(yōu)選前后不同工藝參數(shù)對應聚合物流體出口速率比
3.4優(yōu)選聚合物共擠出工藝由以上數(shù)值分析可知,共擠出工藝參數(shù)直接影響在交匯之前不同聚合物的平均速率比.在當前工藝參數(shù)下,NR流體的平均速率與其他聚合物流體相差很遠;同時,提高擠出溫度容易產(chǎn)生大量熱量,從而產(chǎn)生焦燒現(xiàn)象,而入口壓力增加過高使得出口速率相對偏差高于2.5%,且不利于節(jié)約成本.因此選擇其他3種聚合物進行復合比較合理.
圖6和圖7分別表示優(yōu)選前和優(yōu)選后其余3種聚合物流體匯合前流道出口的速度矢量圖.
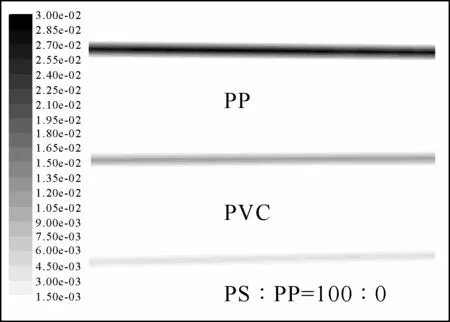
圖6 優(yōu)選前擠出流道出口速度矢量圖
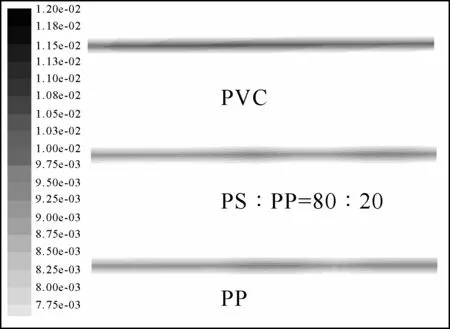
圖7 優(yōu)選后擠出流道出口速度矢量圖
由圖6和圖7可知,在聚合物種類和溫度選定后,優(yōu)選其他工藝參數(shù)(壓力和組分),使得3種聚合物的平均速率比更接近1∶1∶1,且速率相對偏差均小于2.5%;采用優(yōu)選后的擠出工藝參數(shù),結合實際工況,就能夠加快工藝參數(shù)調(diào)節(jié).
4 結論
以多流道共擠出工藝為研究對象,采用有限元數(shù)值方法分析主要工藝參數(shù)(擠出溫度、入口壓力、聚合物種類及合金組成含量)對聚合物流體出口速度場的影響.可知,采用數(shù)值分析方法能夠在提高效率和節(jié)省成本的基礎上合理篩選多層復合材料中聚合物的組成,微調(diào)其他工藝參數(shù),從而優(yōu)選共擠出工藝,保證復合材料制品性能和尺寸的穩(wěn)定性.
參考文獻:
[1] 趙艷志,麻向軍.塑料擠出成型過程的數(shù)值模擬研究[J].橡塑技術與裝備,2007,33(4):7-12.
[2] 周國發(fā),紀占國.馬鞍型異型材擠出成型過程三維等溫粘彈性的數(shù)值模擬[J].工程塑料應用,2008,36(8):37-40.
[3] 張敏,孫勝,賈玉璽.雙層聚合物共擠出過程的數(shù)值模擬[J].高分子材料科學與工程,2005,11:15-18.
[4] 周持興.聚合物加工理論[M].北京:科學出版社,2004.
[5] 蔡奎,周國發(fā),鐘序光,等.氣輔共擠成型界面不穩(wěn)定的數(shù)值模擬研究[J].工程塑料應用,2005,33(4):22-25.
[6] 柳和生,涂志剛,熊洪槐.L型異型材擠出口模內(nèi)聚合物熔體三維等溫流動的數(shù)值模擬[J].機械設計與制造,2004,10(5):57-60.
[7] 陳晉南,胡敏,彭炯.數(shù)值模擬硬質(zhì)聚氯乙烯雙螺桿模具擠出過程[J].科技導報,2009,27(13):54-59.
[8] 何偉,蹇錫高,廖功雄,等.PPEK/PPS共混物流變性能的研究[J].工程塑料應用,2002,8(30):16-19.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52