電纜頭常見故障分析與處理措施
2010-11-16 00:58:24佟智勇張遠超施寧寧
河北電力技術 2010年5期
關鍵詞:工藝
佟智勇,張遠超 ,施寧寧
(1.保定供電公司,河北 保定 071000;2.河北省電力公司,石家莊 050021)
隨著技術進步和電力生產規模的日益擴大,熱縮電纜頭和冷縮電纜頭以其優越的絕緣強度和運行可靠性等優勢,廣泛應用于中低壓供電線路。但隨著設備保有量的增加和運行經驗的積累,也暴露出由于電纜頭安裝工藝細節疏漏造成的各種故障,暴露的這些問題是和不同種類的電纜頭的技術特點直接相關的。為保障系統的安全、穩定運行,以下結合熱縮電纜頭、冷縮電纜頭的技術特點及現場故障經驗,提出電纜頭制作、安裝的工藝要點和技術方案。
1 電纜頭技術特點介紹
1.1 熱縮電纜頭
a. 成熟性。熱縮電纜頭起步時間早,技術成熟,成本低,性能穩定,保存時間長。
b. 接地及收縮工藝。電纜屏蔽層及鋼鎧接地線需要焊接,需用火焰等熱能使絕緣層收縮,由于過熱會直接破壞絕緣層的絕緣性能,所以制作電纜頭時對溫度的控制工藝要求高。
c. 屏蔽層處理工藝。電纜的屏蔽層及半導體層去除較多,從三相線芯結合部位至線芯端部90%長度范圍的屏蔽層及半導體層是被剝除的。這種結構的優點是絕緣層內部帶電部位對地的爬距大,一般在600 mm以上,單相對地絕緣強度高;缺點是電纜頭三相之間沒有電磁屏蔽,當絕緣線芯相間距在1~3 mm時,易發生懸浮電位放電。
d. 收縮材料的機械性能。熱縮材料收縮性好,能夠緊密包裹線芯主絕緣,特別是三指套部位,填充膠熔化、凝固后使三指套及內部形成一個整體,包覆性好。但熱縮材料彈性差,當線芯彎曲度較大時,熱縮層的應力無處釋放,造成熱縮層出現褶皺,容易破裂,或受到磕碰時也容易破裂。所以對熱縮絕緣層的疏散應力處理工藝要求高。
1.2 冷縮電纜頭
a. 成熟性。近幾年迅速成熟、推廣,成本較高,庫存的彈性壽命一般為1-2年。
b. 接地及收縮工藝。電纜屏蔽層及鋼鎧接地線連接工藝得到改進,不需要焊接,改用彈簧鋼卡帶卡固。絕緣層為彈性收縮,不需動火,避免了溫度控制不好對絕緣的影響。
c. 屏蔽層處理工藝。電纜的屏蔽層及半導體層去除較少,從三相線芯結合部位至線芯端部40%的長度范圍的屏蔽層及半導體層被剝除。這種結構的優點是電纜頭三相之間有電磁屏蔽,能夠避免線芯間距近時產生的懸浮電位放電;缺點是絕緣層內部帶電部位對地的爬距小,一般在200 mm左右,單相對地內部絕緣距離比熱縮電纜頭短。
d. 收縮材料的機械性能。彈性好,當線芯彎曲度較大時,冷縮絕緣層能夠吸收形變產生的應力,不易出現褶皺現象,或受到磕碰時也不容易破裂。彈性收縮材料接近庫存壽命時有可能產生不可恢復的彈性疲勞,不能夠緊密包裹線芯主絕緣,或完全收縮需要一定延時。三指套部位制作時沒有填充膠熔化凝固的過程,包覆性不如熱縮性好,三指套容易在外力作用下脫出。
2 電纜頭常見故障分析
2.1 熱縮電纜頭的常見故障
a. 由于相間距離過近,形成懸浮電位放電,對絕緣外表皮產生電化學腐蝕。某變電站10 kV電纜懸浮電位放電現象示意見圖1。放電點處在電纜頭U相距電纜接線端子約250 mm處和V相距電纜接線端子約250 mm處,該處U相、V相交叉,且兩相間距約2 mm。由于熱縮電纜頭制作時屏蔽層剝除較長,兩相接近處沒有屏蔽層,所以電纜雖有絕緣層,但會有泄漏電磁場。由于兩相間距極近,交匯點處形成不均勻電場,產生中間電位,場強很大,空氣和空氣中的水蒸氣在該處被電離產生放電,發出聲響。同時,空氣、水、絕緣外表皮在電場放電中產生復雜的電化學反應,產生電纜外絕緣電腐蝕,留下白色或黑色的積污痕跡。但絕緣材料為有機材料,化學性能穩定,這種電腐蝕是很輕微的,更多的是空氣中的雜質發生的反應。擦去電腐蝕痕跡,絕緣外皮只有輕微的痕跡。單純的電化學腐蝕在相當長的時間內不會對主絕緣產生致命的破壞。但這屬于電纜運行的不良工況,存在潛在的安全風險,需要采用增加線芯間距或增加輔助絕緣層的方式進行處理。
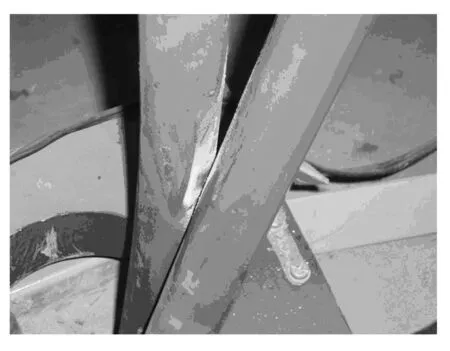
圖1 10 kV電纜懸浮電位放電現象示意
b. 由于熱縮層破損,造成相線對半導體層放電。某變電站10 kV電纜故障情況見圖2。由于安裝時U相熱縮絕緣層碰到了同相鋁排的固定螺栓上,熱縮絕緣層破裂。由于破裂點距半導體層路徑僅90 mm,無法長期承受相電壓,導致單相對半導體層沿主絕緣表面擊穿,造成事故。
c. 電纜熱縮和地線焊接時溫度過高,使絕緣受到破壞,電纜三指套處擊穿。電纜三指套處是電纜頭的薄弱部位,對制作工藝要求高。由于施工工藝不合格,直接用火焰噴槍加熱鋼鎧并燒熔焊錫,進行地線焊接,火焰直接破壞主絕緣,焊接強度沒有保障。這種情況有時是由于現場工作條件造成的,如野外作業,沒有加熱電烙鐵的電源,不得不使用這種方法。要解決這一問題,規范的做法是使用大功率電烙鐵使鋼鎧充分預熱,溶解焊錫進行焊接,焊錫能夠充分浸潤鋼鎧,焊接強度充分保障,焊接時的溫度也能夠控制。如果沒有電源或發電機,可以用燒熱的銅棒、銅塊代替電烙鐵。
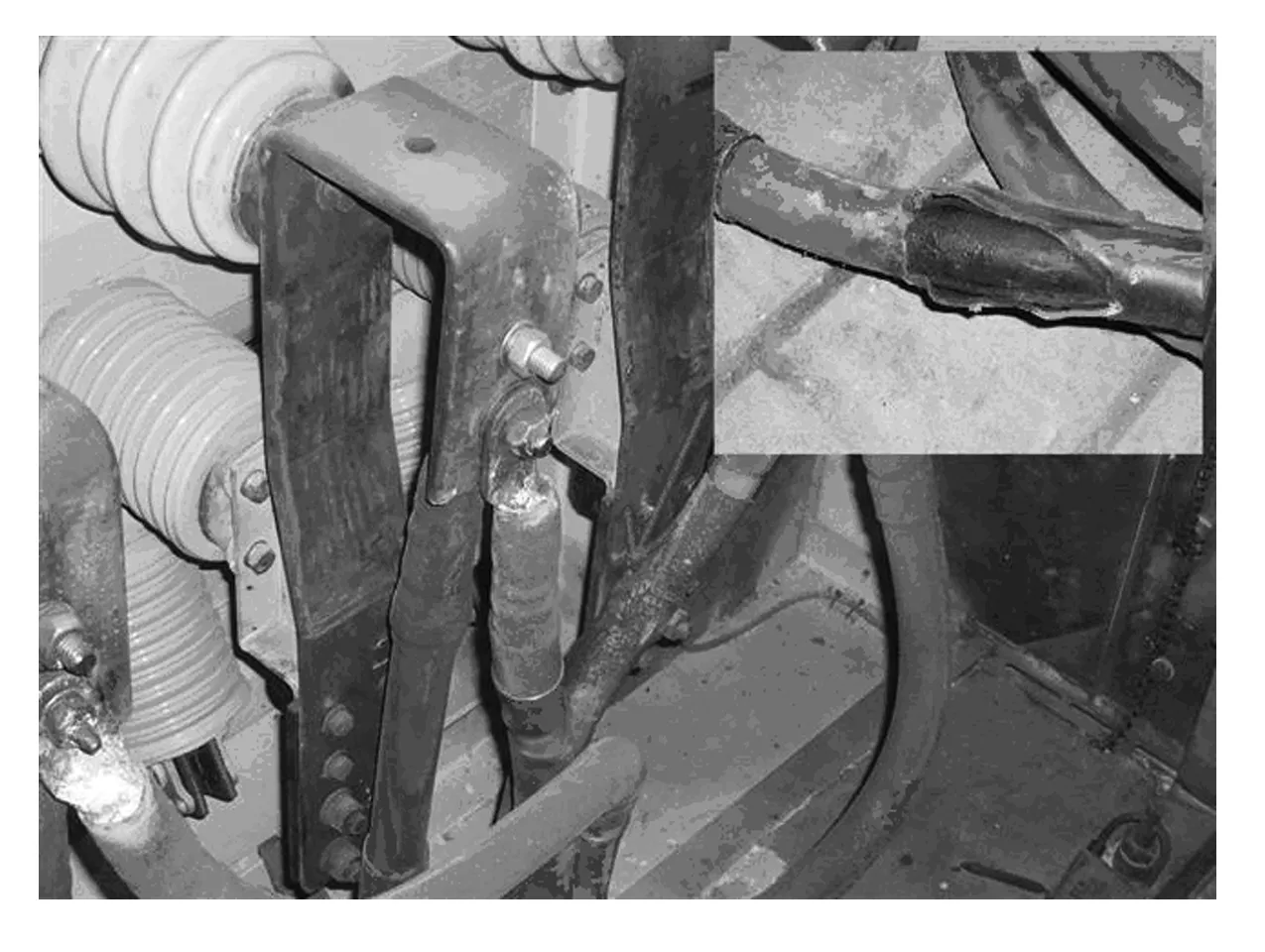
圖2 10 kV電纜相線對半導體層放電示意
2.2 冷縮電纜頭的常見故障
a. 由于不良安裝結構,造成相線與電纜線芯接觸,使冷縮絕緣層承受機械力和相電壓,造成相線對屏蔽層擊穿,見圖3。圖3為某變電站10 kV電纜不規范的安裝,使電纜冷縮絕緣層與同相鋁排接觸、擠壓,由于冷縮電纜頭屏蔽層較長,相線對屏蔽層之間只隔有一層冷縮絕緣層,而且還受到機械力擠壓,投運后不久絕緣就徹底損壞,致使發生短路事故。
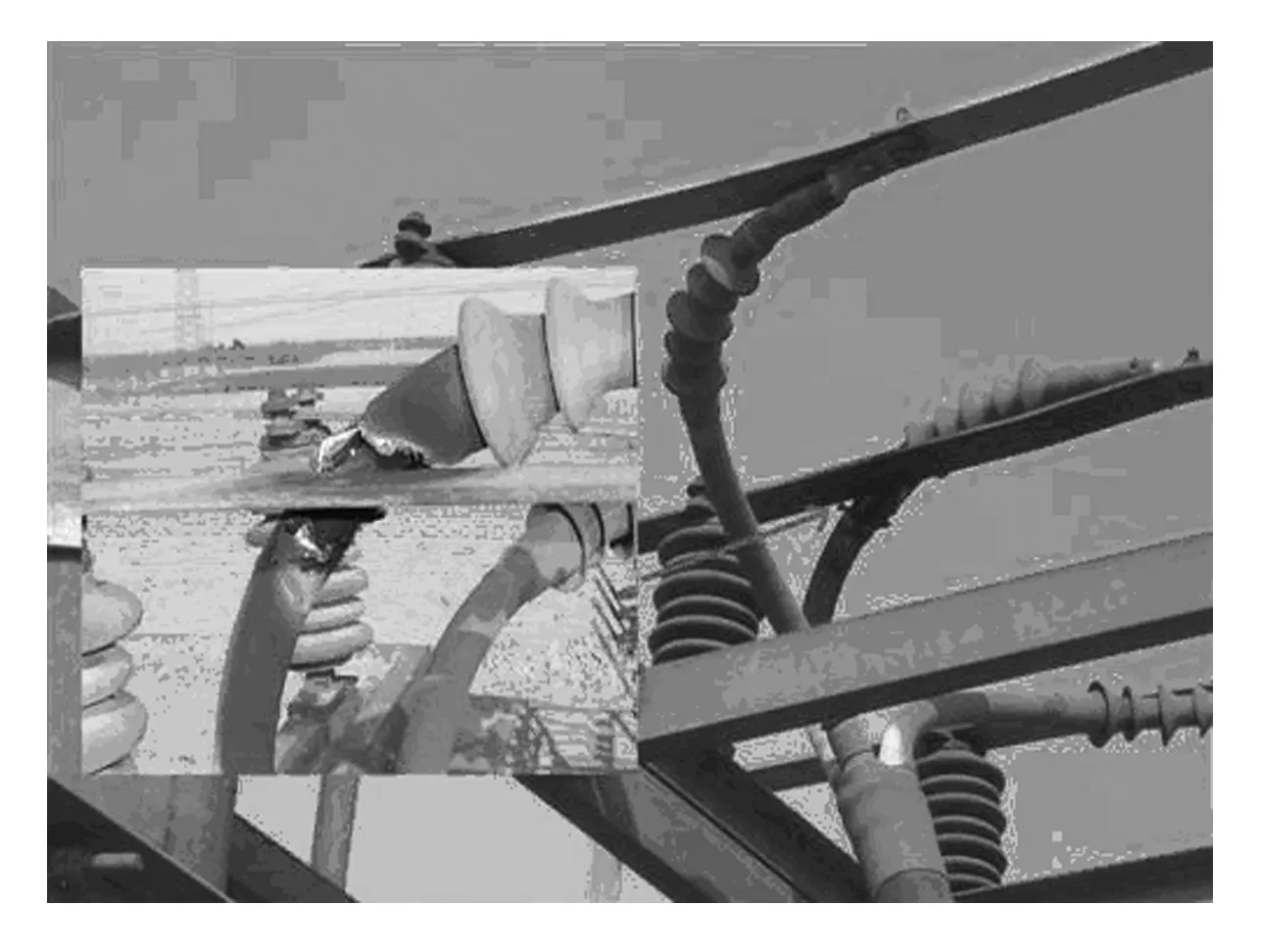
圖3 10 kV電纜相線對屏蔽層擊穿示意
b. 由于電纜制作時主絕緣被劃傷,受傷處對半導體層放電,見圖4。圖4為某變電站35 kV電纜,電纜主絕緣在剝除半導體層時被劃傷,而且半導體物質被嵌入劃痕,形成不均勻電場,由于冷縮電纜頭半透體層剝除少,受傷處距半導體層僅50 mm,主絕緣被擊穿對半導體層放電,造成事故。
2.3 電纜的其它常見問題
a. 由于冷縮電纜頭三指套部位包覆性不如熱縮電纜頭好,三指套容易在外力作用下脫出,冷縮三指套被捋起,失去密封,極易發生電纜主絕緣受潮,造成事故。如果固定電纜的抱箍直接固定在三指套部位非常容易發生這種情況。電纜安裝后發生收縮或下墜,抱箍會將三指套捋起。
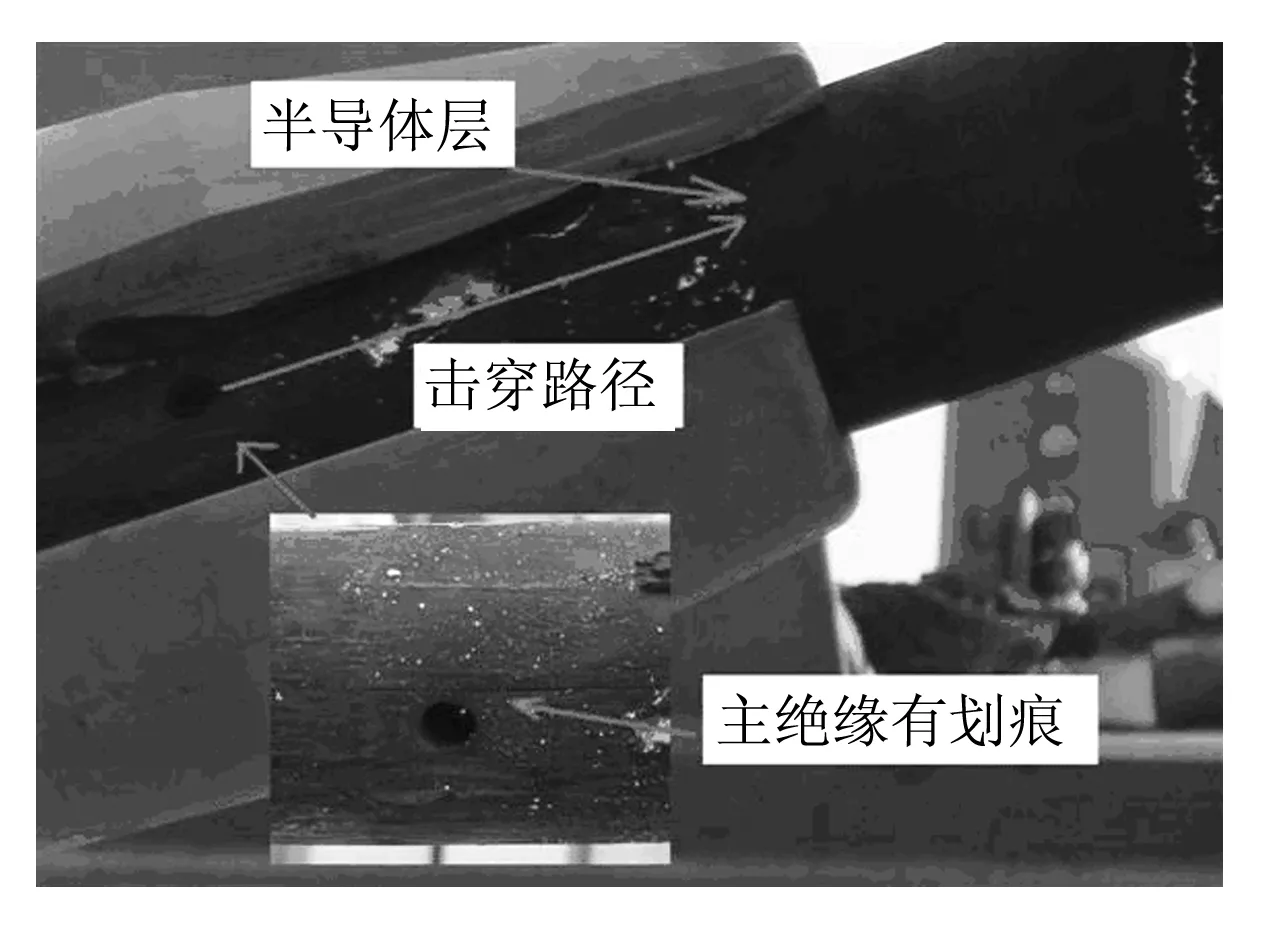
圖4 35 kV電纜主絕緣被劃傷處對半導體層放電示意
b. 單芯高壓電纜由于兩端均接地,造成鋼鎧產生環流而發熱。這是一項典型的電纜運行管理問題。某些地區電纜站內部分和站外部分由2個不同單位維護、管理的不協調,管理分界點不明確,造成維護單位“各自為戰”,導致單芯電纜兩端均接地,造成電纜鋼鎧產生環流而發熱,形成安全隱患。
3 電纜頭制作、安裝工藝要求及技術方案
3.1 電纜頭制作、安裝工藝要求
a. 熱縮電纜頭各相線芯之間要有足夠距離,根據現場經驗,至少應在20 mm以上,以保證不會發生懸浮電位放電。如果因為安裝空間的限制,不能滿足間距的要求,應增加絕緣層的層數,提高絕緣裕度。
b. 熱縮電纜頭必須避免磕碰傷,做好疏散彎曲應力工藝措施。除按要求安裝疏散應力管外,可在整根主絕緣外均勻涂抹絕緣硅脂,電纜彎曲時使熱縮絕緣層與主絕緣之間能夠均勻滑動,避免出現褶皺。嚴格控制絕緣硅脂的絕緣性。
c. 三指套處鋼鎧及屏蔽層地線的焊接絕對禁止用火燒的方式。熱縮時最好不動明火,使用大功率工業電吹風。
d. 冷縮電纜頭安裝時,線芯要與同軸相線保持距離,不能夠緊密接觸,避免相線對屏蔽層擊穿冷縮絕緣層。
e. 剝除半導體層時應使用專用工具,避免劃傷主絕緣或使半導體物質嵌入劃痕。
f. 固定電纜的抱箍卡固位置應與三指套保持一定距離,而且一次抱緊,防止電纜滑脫。
g. 冷縮電纜頭接引安裝時,線芯絕緣要與裸導體及對地應保持125 mm電氣凈距離。
3.2 電纜頭制作技術方案
利用該技術方案結合了冷縮電纜頭和熱縮電纜頭的優點,利用冷縮頭三指套不動火制作工藝,保證三指套部位的絕緣強度;利用熱縮頭外絕緣包覆性好的優點,保證電纜頭的機械強度,具體方案如下:
a. 對半導體層和屏蔽層的剝除長度沿用熱縮電纜頭的工藝標準。
b. 鋼鎧和屏蔽層地線連接方式使用冷縮電纜頭工藝標準,即改用彈簧鋼卡帶卡固。
c. 三指套部位采用熱縮電纜頭的工藝標準,使填充膠融化,使三指套部位及內部凝固成為一個整體,增強包覆性。
d. 除按要求安裝疏散應力管外,在整根主絕緣外均勻涂抹經絕緣檢驗的絕緣硅脂。電纜在彎曲時,熱縮層能夠自由滑動,避免褶皺現象,同時還提高了絕緣層的防潮性能。
e. 線芯絕緣層根據需要任意選擇冷縮型或熱縮型絕緣管,不使用冷縮電纜頭的錐形終端。
f. 熱縮工具使用大功率工業電吹風,不動明火。
4 結束語
該技術方案在辛興、軍城、五人橋等變電站進行了4條電纜的制作、安裝嘗試,現已運行3年,效果良好。遵守電纜頭制作、安裝工藝要點,并優化制作工藝方案,能夠提高電纜頭的工藝水平,提高系統運行可靠性,對同行業其他單位有較好的借鑒意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52