加工過程中硬鉻鍍層崩落原因分析及改進措施
2010-11-07 08:07:10黃文華楊勵謙黃建光
電鍍與精飾 2010年9期
黃文華,楊勵謙,黃建光
(湖南天雁機械有限責任公司,湖南衡陽 421005)
加工過程中硬鉻鍍層崩落原因分析及改進措施
黃文華,楊勵謙,黃建光
(湖南天雁機械有限責任公司,湖南衡陽 421005)
氣門工件在鍍硬鉻后須經車床加工,工件桿部部位有很大比例的鉻層在加工后發生崩落,影響了產品外觀和質量。通過試驗和分析發現,鉻層與基體的結合力大小、鉻層硬度及鍍鉻后工序安排合理與否等都是可能造成加工過程中鍍層崩落的原因,針對分析出的原因,綜合考慮各種影響因素后,提出了相應解決的辦法。
氣門;鍍硬鉻;鉻層崩落
引言
長期以來,某廠生產的某種氣門工件在鍍硬鉻后車制頸部時,在桿部加工處常會出現大約為10%的鉻層崩落故障,大大影響了產品外觀和質量,降低了產品的合格率。氣門工件車床加工和鍍鉻崩落的部位如圖1所示。
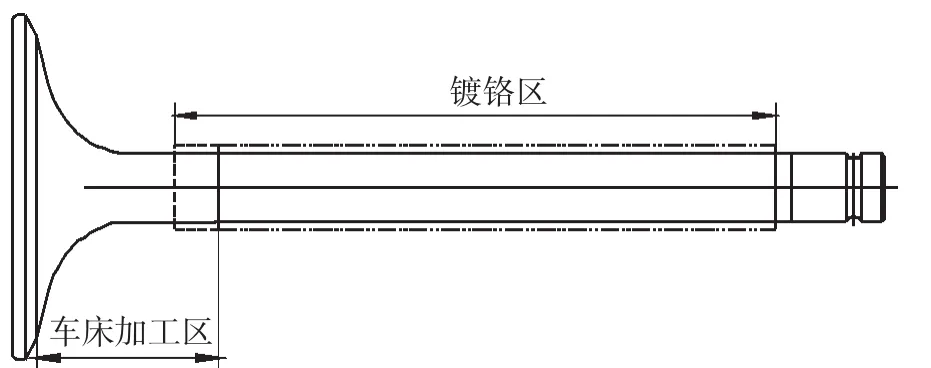
圖1 氣門工件加工示意圖
某廠鍍硬鉻的工藝為:220g/L CrO3、2.25g/L H2SO4、少許添加劑,θ=58℃,Jκ=70A/dm2。
1 試驗與原因分析
1)基體材料成分的影響
結合力不良的鉻鍍層,大多與前處理、槽液成分、操作條件控制、零件裝掛位置及工序之間的協調等影響因素有關。一般在低碳鋼的基體材料上鍍硬鉻時,鍍層結合強度約為80MPa[1]。由于合金鋼與含有鉻、錳、鎳、鎢、鉬、釩、鋁等合金元素,合金鋼的鍍鉻層之間的結合力就較普通碳素鋼差。因為這類合金鋼零件表面易生成一層鈍化膜,從而影響了鍍鉻層與基體之間的結合力,易造成鍍鉻層發生剝離脫落現象。
將氣門鍍鉻部位反復彎曲180°,經檢測發現鍍鉻層出現起皮、脫落現象嚴重,說明鍍層結合強度不高。后來將Jκ降低至60A/dm2,進行同樣彎曲試驗,發現鍍鉻層只有輕微的起皮、脫落,再進行車床加工,鉻層崩落比例有所減小,但在批量生產時還是有一定數量的鍍鉻層崩落現象出現。
2)硬度的影響
鍍鉻層比由高溫冶金法得到的大多數金屬硬度高得多。最硬的鉻層可達到剛玉的硬度,比其它的電鍍層硬度都要高。硬度高的鍍層常伴隨著脆性高的風險,而車床刀片的硬度也很高,一般能達到58~64HRC左右,如果鍍鉻金屬硬度過高,脆性過大,在車床刀片的高速沖擊下,很容易造成鍍鉻層崩落。
在測定鍍鉻層的硬度時,不宜選用常用的布氏或洛氏硬度計,這兩種硬度計壓荷大,壓痕深且大,基體金屬的影響較大,結果不夠準確,因此應選用維氏顯微硬度計來測定。
經測量,某廠鍍鉻層硬度值范圍為950~1 000 HV左右,而產品標準要求當鉻層δ≥0.01mm時,鉻層表面硬度應大于800HV,可以看出,某廠產品鍍鉻層硬度高出產品標準下限150~200HV之多,于是調整鍍液添加劑含量和鍍鉻工藝參數,控制鍍鉻層硬度值范圍為830~870HV。再試驗100件工件,結果顯示鍍鉻層崩落的比例降低了4%左右,但仍然有6%左右的鉻層崩落故障出現,這說明鍍鉻層崩落并不完全是鍍層硬度過高造成的。
3)鍍鉻后工序的影響
某廠氣門工件鍍鉻后加工工序為:鍍鉻→精車頸部→第1道半精磨桿部→第2道半精磨桿部→精磨桿部。氣門工件鍍鉻后鉻層單邊厚度約為0.02~0.03 mm。經過研究分析,懷疑鍍鉻后不能直接精車頸部,于是在降低鍍層硬度和提高鍍層結合強度的基礎上,更改了現有工序流程,采用了下述兩種方案各試驗了50件工件:
a.鍍鉻→第1道半精磨桿部→精車頸部→第2道半精磨桿部→精磨桿部,試驗后經檢測發現,共有5件氣門工件有輕微崩鉻現象,但幾乎可忽略。
b.鍍鉻→第1道半精磨桿部→第2道半精磨桿部→精車頸部→精磨桿部,試驗后經檢測發現,沒有出現崩鉻現象。
2 解決方法
根據上面的試驗結果,把鍍鉻Jκ更改為60 A/dm2,添加劑的用量降到以前的70%,鍍鉻層結合強度得到了提升,鍍層硬度降低到830~870HV,再把鍍鉻后工序更改為方案b的工序。經過批量生產,發現鍍鉻層崩落故障得到了很好的解決。
3 結束語
鍍鉻層的崩落是由鍍鉻層的結合強度偏低、硬度過高和鍍后工序安排不當等多方面原因造成的,本例故障說明,在實際生產過程中,要想找出鍍鉻層崩落或其它故障的產生原因并加以解決,不只需要從鍍鉻工藝本身著手,更需要考慮與鍍鉻相關的鍍前、鍍后等工序造成的影響。
[1]胡如南,陳松祺.實用鍍鉻技術[M].北京:國防工業出版社,2005:7.
Causes Analysis and Improvement Measures for Hard Chromium Coating Breaking Down during the Machining Process
HUANG Wen-hua,YANG Li-qian,HUANG Jian-guang
TG174
:B
1001-3849(2010)09-0021-02
2010-03-26
:2010-05-27