不銹鋼電拋光技術(shù)
2010-11-07 08:06:51姚穎悟盧遵銘
電鍍與精飾 2010年5期
關鍵詞:不銹鋼
姚穎悟,賀 亮,張 鑫,盧遵銘
(1.河北工業(yè)大學化工學院電化學表面技術(shù)研究室,天津 300130;2.河北工業(yè)大學材料學院,天津 300130)
不銹鋼電拋光技術(shù)
姚穎悟1,賀 亮1,張 鑫1,盧遵銘2
(1.河北工業(yè)大學化工學院電化學表面技術(shù)研究室,天津 300130;2.河北工業(yè)大學材料學院,天津 300130)
研制出了適用于奧氏體不銹鋼和鐵素體不銹鋼的以磷酸和硫酸為主體的無鉻酐電化學拋光溶液,研究了拋光溶液各組分及工藝參數(shù)對不銹鋼拋光質(zhì)量的影響,并對溶液的配制和維護進行了討論,這種拋光液不僅減少了環(huán)境污染,而且降低了拋光成本,可以使不銹鋼表面達到鏡面光亮的效果。
不銹鋼;電拋光;環(huán)保
引 言
不銹鋼具有耐腐蝕、耐磨損及易加工等優(yōu)良性能,廣泛應用于化工、石油、儀表、家電、五金、食品及機械制造等行業(yè)。對不銹鋼表面進行拋光,是不銹鋼制品中最為常用的一種工藝。工業(yè)上常用的不銹鋼拋光方法一般分為機械拋光、化學拋光及電化學拋光。機械拋光由于拋光設備及輔料價格貴,電耗大而導致成本高。化學拋光的成本低,適用于不銹鋼制品任意的幾何形狀,但是難以達到鏡面光亮的效果。
電化學拋光具有生產(chǎn)效率高,設備投資低,電解液可以連續(xù)使用等優(yōu)點,而且加工成本低于機械拋光[1]。目前對不銹鋼電化學拋光的研究已經(jīng)取得了不少進展,但大多數(shù)電化學拋光液中使用鉻酐[2,3],而且拋光液溫度較高[4],電流密度較大,導致能耗較高,對環(huán)境也有不良影響。本實驗去除了鉻酐,研制出了適用于奧氏體不銹鋼和鐵素體不銹鋼的以磷酸和硫酸為主體的電化學拋光溶液,該溶液具有拋光速度快,質(zhì)量高,適應性強,成本低等優(yōu)點。
1 實驗部分
1.1 工藝流程
電化學拋光工藝流程為:
脫脂→水洗→電化學拋光→水洗→中和→水洗→鈍化→水洗→干燥→檢驗。
1.2 溶液配方及操作條件
1)脫脂液配方及操作條件
氫氧化鈉 30g/L
碳酸鈉 20g/L
磷酸三鈉 50g/L
OP乳化劑 5mL/L
θ 常溫
t 10~15min
2)中和液 5%碳酸鈉溶液
3)鈍化液 50 mL/L檸檬酸鈍化液
4)電化學拋光液配方及操作條件
磷酸 250~400mL/L
硫酸 60~200mL/L
甘油 40~100mL/L
添加劑 SSEP-A10mL/L
添加劑 SSEP-B10mL/L
θ 40~60℃
Ja10~30A/dm2
t 3~6min
陰極 鉛板
陽極 奧氏體不銹鋼(304,201)
鐵素體不銹鋼(430)
1.3 檢驗方法
1)目測法 拋光后進行目測,觀察不銹鋼表面是否光亮,有無麻點,能否達到鏡面光亮水平。
2)金相顯微鏡法 通過OLY MPUS-ST M6金相顯微鏡觀察拋光前后不銹鋼表面的形貌。
3)分光光度計法 通過紫外-可見分光光度計(UV-2450型)測試拋光后樣品表面的反射率來表征拋光效果,以反射率100%的鏡面作為參考基準。
2 拋光液各組分的作用及工藝條件
2.1 磷 酸
磷酸是中等強度的三元無機酸,是不銹鋼拋光液的主要成分。磷酸的酸度低,黏度大,在拋光過程中,既能起到溶解作用又能在不銹鋼表面形成磷酸鹽保護膜,可以阻止不銹鋼表面發(fā)生過腐蝕。當ρ(磷酸)低于300mL/L時,拋光液黏度小,離子擴散速度快,金屬溶解快,不利于不銹鋼表面的整平和拋光;當ρ(磷酸)高于350mL/L時,不僅溶液黏度增大,成本提高,拋光速度和樣品光亮度也會降低。磷酸用量應控制在300~350mL/L為宜。
2.2 硫 酸
硫酸是無機強酸,在溶液中能完全電離,有助于提高拋光液的電導率。硫酸具有良好的分散性,可提高溶液的分散能力和陽極電流效率,使不銹鋼表面拋光均勻。加熱后硫酸浸蝕能力會大大提高,有助于形成擴散層[5]。當ρ(硫酸)低于120mL/L時,試樣難以達到整平的效果;當ρ(硫酸)超過160 mL/L時,不銹鋼表面會發(fā)生過腐蝕,使表面粗糙度增加,還可降低拋光液使用壽命。ρ(H2SO4)應控制在120~160mL/L為宜。
2.3 甘 油
甘油吸附到陽極的表面能夠與磷酸在不銹鋼表面形成一層牢固的阻擋膜,可以抑制過腐蝕,便于獲得光亮而細致的表面。當ρ(甘油)低于60mL/L時,不銹鋼拋光面粗糙度較大;當ρ(甘油)超過80mL/L后,溶液黏度增加,操作難度提高。
2.4 添加劑
通過加入SSEP-A與SSEP-B兩種添加劑以提高不銹鋼表面的拋光質(zhì)量。SSEP-A是以烏洛托品和明膠為主的復配溶液,作用是控制不銹鋼反應速度,阻止不銹鋼表面保護膜生長過厚。SSEP-B的主要成分為糖精,起整平與光亮的作用,以利于獲得光亮平整的不銹鋼表面。
2.5 陽極電流密度
在適當?shù)碾娏髅芏认?保持一定量的氧氣析出才有利于不銹鋼表面的成膜或溶解。當Ja小于15 A/dm2時,不銹鋼表面析出氧氣量少,起不到拋光效果;當Ja超過20 A/dm2時,氧氣析出劇烈,形成氣流,會造成局部過腐蝕,在不銹鋼表面出現(xiàn)刮痕,同時導致拋光液溫度急劇升高,同樣也會降低拋光質(zhì)量。因此Ja應控制在15~20 A/dm2范圍內(nèi)。
2.6 溫 度
一般而言,拋光整平速率會隨溫度升高而增大,溫度升高能有效降低拋光液黏度,減少陽極表面黏膜的厚度,加速陽極溶解產(chǎn)物的擴散,使溶液對流加快,陽極上滯留的氣泡容易脫附,有利于獲得光亮平整的表面。但當θ超過60℃時,不銹鋼表面的黏膜層難以維持,溶液對流加快,使樣品表面產(chǎn)生過腐蝕或氣帶條紋,影響拋光質(zhì)量;當θ低于50℃時,溶液黏度提高,陽極黏膜厚度增加,傳質(zhì)困難,不利于陽極產(chǎn)物擴散,拋光整平效果明顯下降,樣品表面會出現(xiàn)霧狀表面,鏡像模糊不清。拋光θ應控制在50~60℃之間。
2.7 反應時間
反應時間過長,會使樣品表面腐蝕量加大,增加拋光液的損耗與能耗。t一般控制在3~6min。圖1為利用金相顯微鏡得到的不銹鋼表面金相照片。
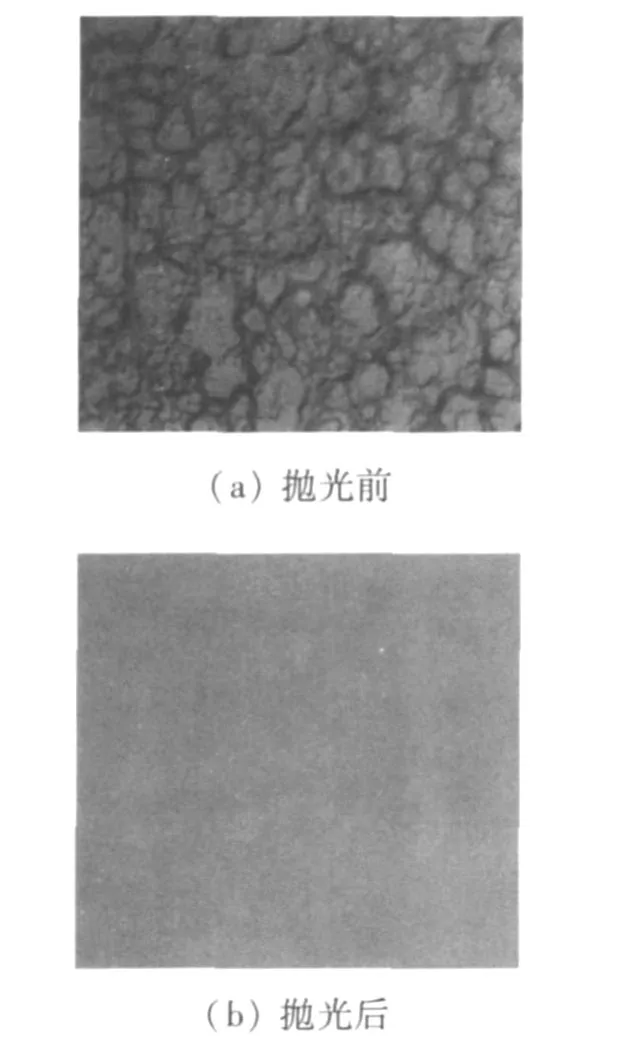
圖1 電拋光前后不銹鋼表面金相照片
圖1(a)為拋光前的不銹鋼表面,表面坑洼不平,經(jīng)紫外-可見分光光度計測試,反射率為18%,圖1(b)為在最佳工藝條件下獲得不銹鋼的表面,不銹鋼表面平整如鏡,經(jīng)紫外-可見分光光度計測試,反射率為92%,接近鏡面光澤。
3 溶液的配制與維護
1)配制拋光液時,先加入計量的蒸餾水,再按組分順序加入。添加硫酸過程中應注意攪拌,待其冷卻到室溫后,再將甘油、添加劑等在攪拌中緩慢加入。由于氯離子可引起電拋光工件表面發(fā)生點蝕,在進行拋光前處理過程中應避免使用鹽酸溶液。
2)由于拋光液黏度較大,在使用過程中,要注意充分攪拌均勻,使槽中溶液溫度均勻,以避免導致工件表面光亮度下降。當溶液黏度降低時,要及時補加新溶液進行調(diào)整,并對溶液底部沉淀進行過濾。在拋光過程中陰極極板表面會沉積鐵、鎳及鉻等雜質(zhì),會影響陰極導電效果,需及時將沉淀物除去,以保持電路通暢。
3)定期分析溶液中的鐵離子含量,w(Fe3+)若超過15%,表明溶液老化,應部分或全部更換溶液。
4)工作間隙時應將拋光槽上部封閉,防止雜質(zhì)進入槽內(nèi),同時防止溶液吸水,降低溶液黏度。
4 結(jié) 論
1)本拋光液不包含鉻酐,無揮發(fā)性成分,對環(huán)境無害,符合國家環(huán)保要求。
2)本拋光液維護方便,成本低,能耗低,穩(wěn)定性高,使用壽命長。
3)拋光后不銹鋼表面的光亮度高,拋光效果好,具有廣闊的應用前景。
[1] 楊建橋,霍苗.不銹鋼杯內(nèi)壁的電化學拋光[J].電鍍與精飾,2009,31(5):24-25,29.
[2] 文斯雄.不銹鋼電拋光[J].電鍍與精飾,1997,19(3): 20-21.
[3] 郭賢烙,易翔.不銹鋼電化學拋光技術(shù)研究[J].電鍍與涂飾,2001,20(5):11-13.
[4] 李廣武,趙芳,井濤.不銹鋼電拋光工藝的研究[J].電鍍與環(huán)保,2005,25(2):27-29.
[5] 彭敏,曲寧松,朱荻.不銹鋼電解拋光工藝研究[J].航空精密制造技術(shù),2001,37(3):6-10.
Electropolishing technology of Stai nless Steel
YAO Ying-wu1,HE Liang1,ZHANG Xin1,LU Zun-ming2
(1.Hebei University of Technology,School of Chemical Engineering and Technology,Electrochemical Surface Technology ReascherLaboratory Tianjin 300130,China;2.Hebei University of Technology,School ofMaterial Science and Engineering,Tianjin 300130,China)
The non-chromic anhydride electropolishing solution,which were used for austenitic and ferrite stainless steel and mainly constituted by phosphoric and sulfuric acid,was developed.The effects of the components in electrochemical polishing solutions and process parameters on the polishing performance were investigated.Furthermore,preparation andmaintenance of that solution were discussed.According to this technology,the environmental pollution and production cost could be reduced,and mirror-like surface could be obtained on the stainless steel.
stainless steel;electropolishing;environmental protection
TG175
:A
1001-3849(2010)05-0016-03
2009-10-14
:2010-01-07
姚穎悟(1977-),男,河北滄州人,河北工業(yè)大學副教授,博士.
猜你喜歡
趣味(數(shù)學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16