冷彎管制作技術總結
2010-11-06 02:05:44王蒙強于英虎
山西建筑 2010年4期
關鍵詞:焊縫
王蒙強 于英虎 朱 宇
1 基本參數確定
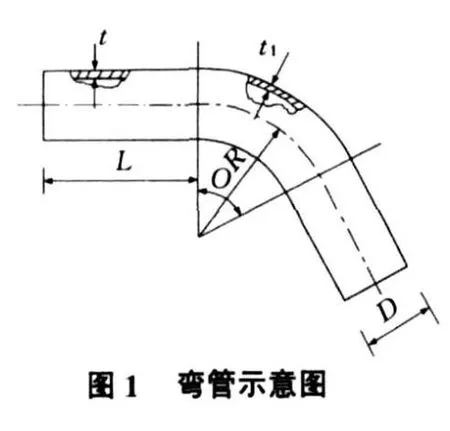
彎管基本參數應符合表1中的規定,其示意圖見圖1。

表1 彎管基本參數
2 原材料檢驗
2.1 原材料要求
1)本工程彎制管的材質是直縫焊管、螺旋管(防腐);壁厚為11 mm~17.5 mm。2)用于彎制冷彎管的鋼管應有鋼管制造商質量證明書。無批號、質量證明書或質量證明書不全的鋼(防腐)管不能用于本工程冷彎管的彎制。
2.2 材料檢查
應對鋼(防腐)管的表面質量、幾何尺寸進行檢查,應符合《管道工程線路施工及驗收規范》的有關規定。防腐層表面應均勻、光滑,不得有起鱗、磨損、渣垢、油脂、油漆等其他影響彎管質量的物質。
3 冷彎管彎制
3.1 一般規定
1)彎管技術人員應具有一定的施工經驗。2)彎管技術人員應負責指導彎管作業,參與彎管質量管理,處理彎管技術問題,整理彎管技術資料。3)彎管機操作工按照有關規定考取操作資格證,經過彎管機生產廠商技術人員的培訓、考試,合格后方可上崗。4)彎管機操作工進行彎管作業時,當遇到工況條件不符合彎管工藝焊接要求時,應拒絕彎管。5)用于冷彎管彎制的其他工種,如起重工、電工等應具有工種上崗資格證。6)在下列任何一種情況下,無有效的防護措施,不能進行彎管作業:a.雨、雪天氣;b.環境溫度低于-15℃;c.風速大于10 m/s。7)彎管制作全過程應在監理監管下進行。
3.2 彎管前準備
1)一般要求:a.彎管機性能應滿足彎管工藝參數要求,具有良好的工作狀態,準確的數值顯示和安全性。在正式彎管前,應調整主要參數。b.在使用芯軸前,應卸去安全螺栓,以免損害芯軸或造成人員傷亡。c.配合設備應滿足彎管要求,具有良好的工作狀態。d.彎管前,應對彎管機胎具和彎管內進行清理,防止雜物將防腐層劃傷。
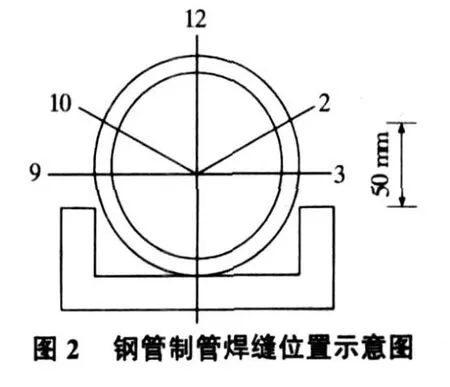
2)冷彎管彎制:a.應按冷彎管彎制報告要求進行彎制。b.彎管操作時,必須在設備規定壓力值下進行。c.在第一次彎管前應進行校平,調整直度不得大于管長的0.1%。d.彎管過程中,芯軸位置要求前后準確,調整不得大于5 mm,應保證芯軸充分撐起。e.彎管過程中,如發現彎管偏離應及時調整。f.彎管彎制過程中,完成后應認真填寫彎制加工記錄表。g.鋼管的制管焊縫應在點9~點10或點2~點3之間(內彎靠近中性線位置),且至少高于彎管機托管模50 mm,如圖2所示。h.鋼管彎制時焊縫位置還須考慮與現場直管焊縫的組對位置。i.彎管完成后,應將芯軸恢復調整到原狀,以免受力變形。j.冷彎管彎制過程應連續進行,每次進尺300 mm,為保證彎管曲率均勻,彎管前應對鋼管進行分段,分段時應從鋼管軸向中心點位置對稱均勻的向兩側劃分。冷彎管分段長度為300 mm。每單位分段長度的彎曲度不大于0.5°。k.采用角度測彎儀,在彎管的校準點上進行測量。校準點一般設在距離管端500 mm處。
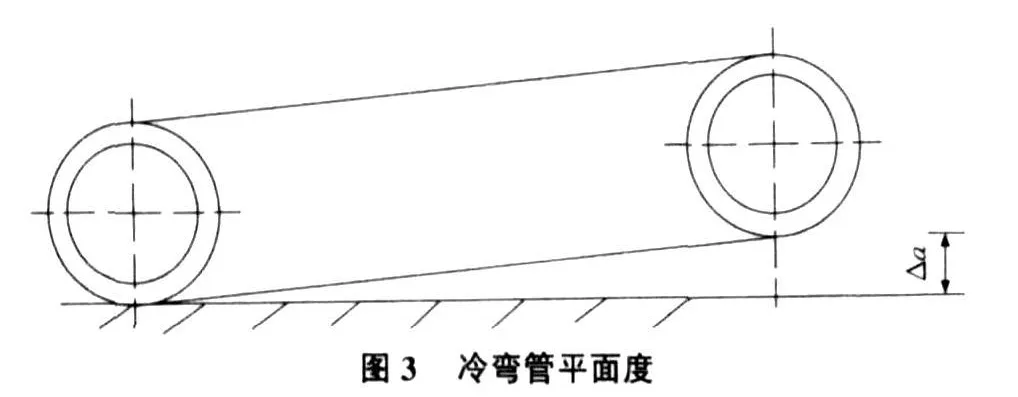
3)成品管檢驗及防腐層表面損傷恢復:a.采用目測法檢查防腐層,要求表面應平滑、無噴泡、無麻點、裂紋等,內涂層應無損傷。b.孔針檢查采用事先經校準的電火花檢測儀進行,檢測電壓25 k V,以無針孔為合格。c.采用通球檢測儀對彎管彎曲段最大的部位進行檢測,其彎曲段的橢圓度規定值在D-0.25%D~D+0.75%D(D為管直徑)之間。d.當彎管彎制完成后,并在彎管下管前用角度測量儀在校準點上進行角度測量,每根管的總彎曲角度誤差為±0.5°。e.用通球檢測儀檢查冷彎管的波痕情況,起波高度一般不大于3 mm。最大起波高度不大于5 mm。波峰、波谷間距應大于300 mm,冷彎管不得出現皺褶。f.用測厚儀檢查管壁減薄率,其規定值為 T-8%T~T+19.5%T(T為管壁厚度)。測冷彎管平面度時,應將冷彎管放平(見圖3)。其平面度應不大于25 mm。g.冷彎管管端的質量要求應符合《管道工程線路施工及驗收規范》的要求。h.按以上規定對每根冷彎管進行檢查時,填寫冷彎管加工記錄。
4 標志
距管端150 mm處開始,按照制造方方便的順序在彎管兩端的內、外表面做標志,并涂刷不同顏色易于辨認。
5 冷彎管的驗收
彎管彎制過程中,監理應在全過程中按照本技術規定進行監督、檢驗,并在《彎管加工記錄表》上簽字。
6 彎管貯存和拉運
1)在彎管場地搬運時,應采用尼龍吊帶吊鉤進行。2)成品彎管的存放應保證防止變形、破壞和腐蝕。3)冷彎管應堆放在支墩上,支墩用不損害鋼管材質和防腐蝕的材料堆砌而成。嚴禁將冷彎管堆放在石頭、磚瓦等硬物上。冷彎管應單層堆放,每根彎管支墩不少于3個,支墩的高度應保證彎管離地面200 mm以上。
7 經濟效益
由于包頭及內蒙古其他地區無冷彎管制造廠家,如進行外委加工必須到廊坊管道局等外地加工,費用如表2所示。

表2 彎管制造數量及費用
我公司購買彎管機及配套設備后加工彎管費用如表3所示。

表3 彎管機及配套設備加工彎管費用
經過比較我公司購買彎管機及配套設備后,自己加工制作彎管凈節約費用近300萬元,而且凈剩彎管機及配套設備。
另外,我公司自己加工制作彎管可根據現場實際情況進行調節生產,充分滿足施工現場需要,不受外界條件限制,保證了施工進度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
