唐鋼1700mm工程飛剪系統
2010-10-26 09:13:24李建東唐鋼自動化公司063020
中國科技信息 2010年2期
李建東 唐鋼自動化公司 063020
唐鋼1700mm工程飛剪系統
李建東 唐鋼自動化公司 063020
本文簡單介紹了唐鋼1700mm工程切頭剪系統的構成,詳細闡述了切頭剪系統控制原理及控制方法。
切頭剪; 熱金屬探測器; 夾送輥;PLG;管角
1、概述
本轉鼓式切頭飛剪(以下簡稱飛剪)安裝在唐鋼1700熱軋帶鋼廠熱卷箱之后,精軋機列之前,用于將運行中的帶坯切去頭部和尾部。其由固定在上,下轉鼓上的兩對剪刃相對回轉形成對帶坯的剪切,兩對剪刃是分開的,一個用于剪切帶坯的頭部,一個用來剪切帶坯的尾部,使其剪切帶坯的頭部和尾部具有前凸和后凸的端部形狀。從而使剪切后平整的帶坯能更好的在精軋機穿帶,延長軋輥的使用壽命,并且最后獲得一個板形更好的成品卷。
飛剪的主要組成:交流主電機(1200KW)、聯軸器、齒輪箱、制動器、絕對值編碼器(ABS)、測速編碼器(PLG)、熱金屬探測器(HMD)、現場ET200控制箱、變頻器控制系統、TDC控制系統、計算機監控系統等電氣設備組成。
2、飛剪的控制原理
飛剪的控制原理如圖示1所示,在飛剪剪切板坯頭部時,當HMD3505檢測到板坯飛剪開始剪切,通過卷箱夾送輥底輥的速度及其HMD3505到飛剪的距離計算得出飛剪的剪切速度,飛剪以計算的速度完成板坯的頭部剪切。在飛剪剪切板坯尾部時,當HMD3505由檢測到板坯到檢測不到板坯的一瞬間飛剪開始剪切,通過除鱗夾送輥底輥的速度及其HMD3505到飛剪的距離計算得出飛剪的剪切速度,飛剪以計算的速度完成板坯的尾部部剪切。
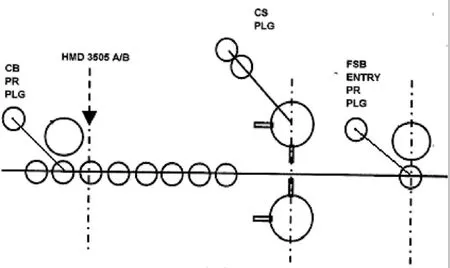
圖1
3、飛剪的工作原理
飛機的工作即飛剪剪刃的三種位置控制
3.1 飛剪的剪刃在等待位
如下圖2所示,在飛剪沒有工作時,飛剪的剪切板坯頭部的剪刃在向前旋轉270度的位置,而飛剪的剪切板坯尾部的剪刃處在180度的位置,剪刃在這個位置有兩種情況:飛剪沒有工作,等待執行命令;板坯的頭部已經剪切,板坯的頭部和尾部的中間位置正在通過飛剪。
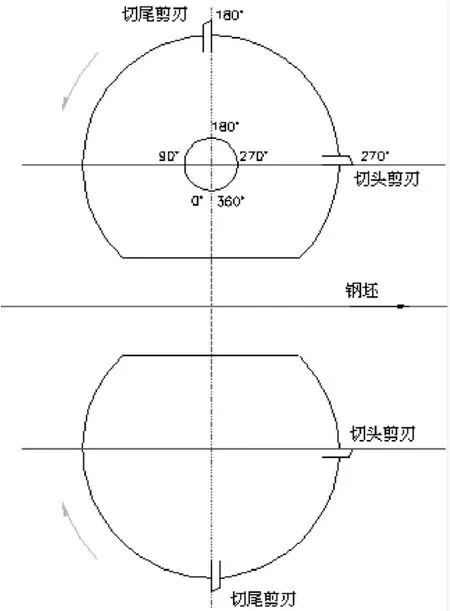
圖2
3.2 飛剪剪切板坯頭部剪刃的動作位置
當飛剪接受到剪切板坯頭部的命令時,飛剪的剪切板坯頭部的剪刃由等待位置的270度旋轉到220度,這個位置就是剪切頭部剪刃的開始位置。當飛剪得到剪切命令時,飛剪開始動作,剪刃剪切板坯的位置大約是1 7.7度(板坯厚度是40mm),在原理上完成剪切板坯是在0度,實際上剪刃已經在5度的位置完成剪切。在-20度時飛剪開始制動并且在130度完成制動,然后飛剪再回轉到等待位270度的位置準備剪切板坯的尾部。板坯頭部的位置由安裝在飛剪前面大約5.73米位置的HMD檢測以及安裝在卷箱出口夾送輥上的PLG共同決定。飛剪的剪切速度也由安裝在卷箱出口夾送輥上的PLG測的速度決定。
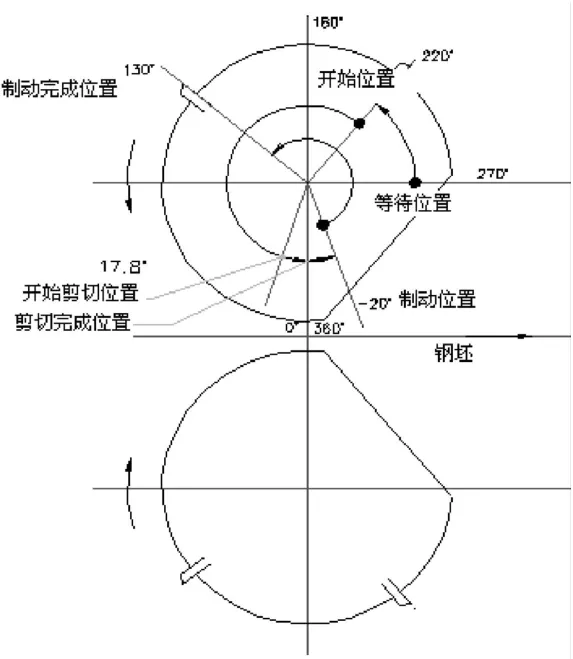
圖3
3.3 飛剪剪切板坯尾部剪刃的動作位置
當飛剪接受到剪切板坯尾部的命令時,飛剪的剪切板坯尾部的剪刃由等待位置的180度旋轉到240度,這個位置就是剪切尾部剪刃的開始位置。當飛剪得到剪切命令時,飛剪開始動作,剪刃剪切板坯的位置大約是17.7度(板坯厚度是40mm),在原理上完成剪切板坯是在0度,實際上剪刃已經在5度的位置完成剪切。在-20度時飛剪開始制動并且在130度完成制動,然后飛剪再回轉到等待位180度的位置準備剪切下一塊板坯的頭部。板坯頭部的位置由安裝在飛剪前面大約5.73米位置的HMD檢測以及安裝在飛剪后面的除鱗進口夾送輥上的PLG共同決定。飛剪的剪切速度也由安裝在除鱗進口夾送輥上的PLG測的速度決定。
4、飛剪的軟件控制
軟件采用西門子PCS7系統CFC(連續功能控制)編制,該軟件功能強大,可以很好的實現飛剪的各種控制功能及快速響應。
在飛剪角度控制中,主要采用了CFC中的M_VG模塊,其可以對實時數據進行處理并且及時反饋,而且能夠選擇操作模式(如換剪刃位置和各種調試位置等)等諸多模式。其最主要的輸出管角X_ACT6根據控制字1,控制字2,輔助控制字,傳動控制字這4個主要輸入信號變化輸出特定的16進制數,通過乘360除16384等一系列運算可以輸出直觀的控制切頭剪的角度數270°、220°、60°等一系列平滑的角度數。而在這4個控制字中傳動控制字ECTLW是最直接對角度控制進行調節的,其采用了一個簡單的SBC2模塊。該模塊有16個相關輸入值,管角6的LG_STR即HMD監測到帶剛頭布信號,管角9的GO_WAIT即270準備位,管角11的GO_HD_START即切頭開始,管角16的GO_TL_START即切尾開始等。當本CPU檢測到現場信號并且LCO發出給切頭剪相關的動作命令后,這幾個相關的設定值會進行相應變化。
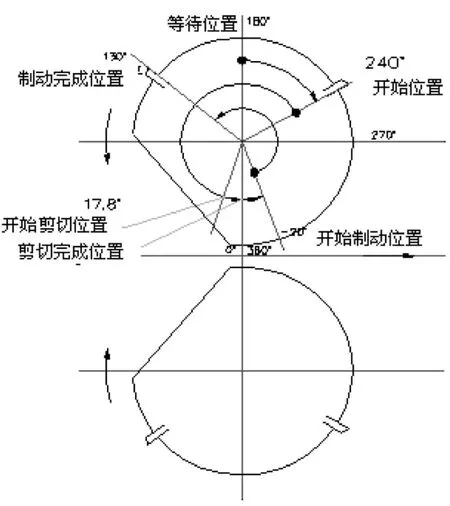
圖4
5、飛剪工作的互鎖條件
5.1 飛剪工作的開始條件;
5.1.1 潤滑油, 冷卻水供應正常;
5.1.2 操作臺正常;
5.1.3 軋鋼速度 (卷箱出口夾送輥和 除鱗進口夾送輥) 正常;
5.1.4 供電系統正常(供電電源的過載保護);
5.1.5 飛剪的剪刃要校正好并且緊固好。
5.2 以下幾種情況飛剪將不工作
5.2.1 板坯在靜止狀態;
5.2.2 相同的板坯號;
5.2.3 板坯的溫度低于900度。
6、結束語
飛剪控制系統現已正式投入運行,在調試和生產中,飛剪控制系統運行穩定,能夠準確的剪切板坯的頭部和尾部,這樣剪切后的鋼坯能使精軋機更好的穿帶,保護軋輥,延長軋輥的使用壽命,并且最后獲得一個板形更好的成品卷。該系統在唐鋼等企業使用,運行穩定可靠,效果良好。