超聲波探傷中的山形回波問題
2010-10-20 08:47:26范沙沙
河南化工 2010年12期
范沙沙
(洛陽欣隆工程檢測有限公司,河南洛陽 471012)
超聲波探傷中的山形回波問題
范沙沙
(洛陽欣隆工程檢測有限公司,河南洛陽 471012)
結合超聲波探傷中的經驗,對山形回波的形成原因、區別判斷和實際應用進行討論,總結一般性的規律。
超聲波探傷;山形回波;半波程;全波程
在超聲波探傷中,常常會遇到其它的反射雜波,如表面波、耦合劑回波、遲到波、山形回波等,其中遲到波和山形回波為焊縫的根部反射雜波。這里僅討論山形回波。
1 山形回波的形成原因
當焊縫的成型較好,或者采用的是雙面自動焊,如果焊縫厚度在14~30 mm左右,在其余高較高的情況下,采用K2左右的探頭進行探傷時,經常會在熒光屏上出現一種特殊的干擾回波——山形回波。山形回波是由波形轉換而形成的:入射橫波在焊縫根部表面產生波形轉換,生成一束變形縱波和一束變形橫波,在顯示屏上呈現為“山”字形狀的波形形態,如圖1所示。
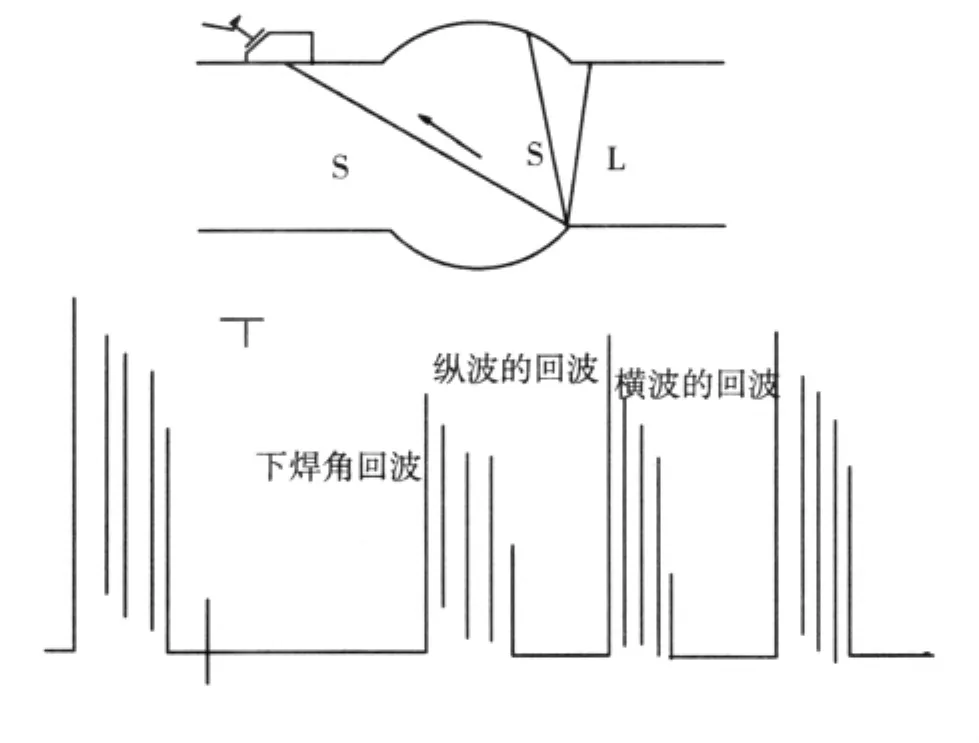
圖1 波形形態示意圖
2 山形回波的特點
一般情況下,半波程探傷時最容易產生山形回波,全波程探傷時也可能產生但是要少得多。山形回波中各回波的特點是:下焊角回波呈現最高振幅時,一般都位于半波程位置,橫波的回波有的位于全波程位置,有的位于半、全波程之間;縱波的回波隨著下焊角回波與橫波的回波之間寬窄的變化,一般都位于兩波中間。山型回波中各回波幅度的變化:有時三個回波一樣高,有時中間縱波的回波很高而其兩側的回波卻很低,有時下焊角回波和縱波很高而橫波的回波卻很低。如下頁圖2所示幾種情況。
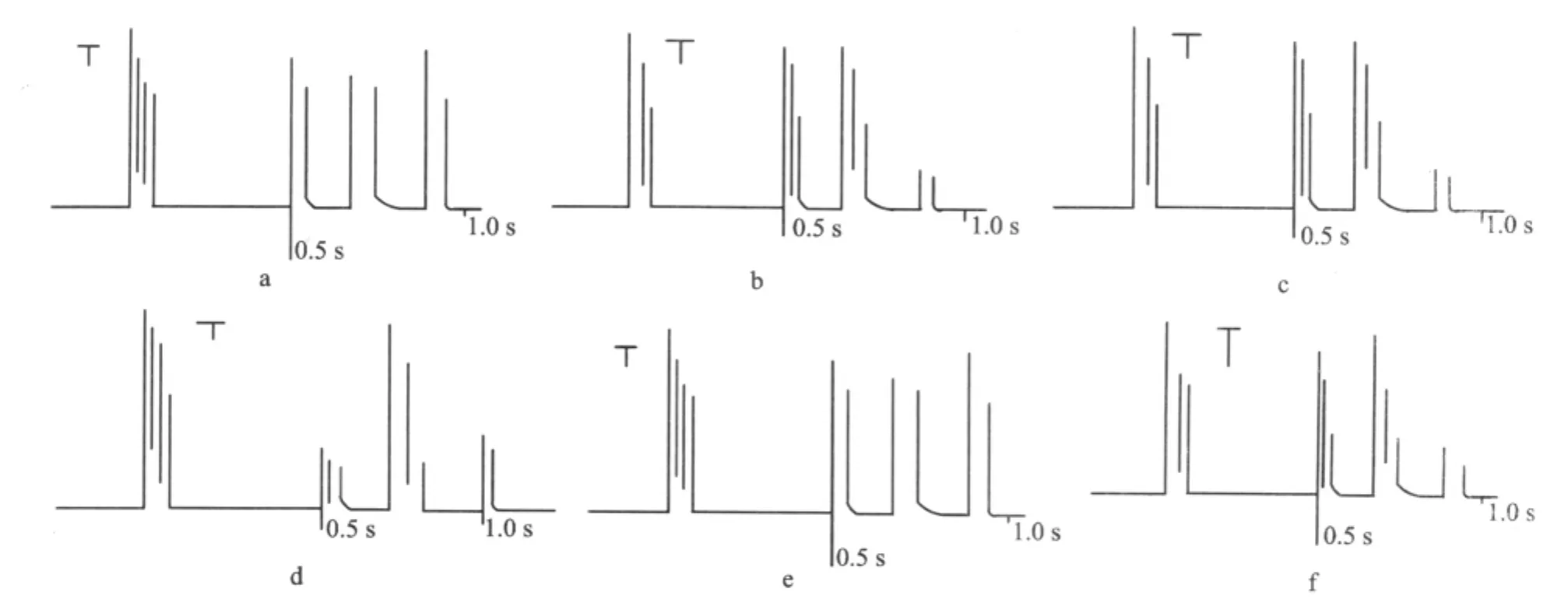
圖2 山型回波示意圖
如果對山形回波沒有清楚的認識,在采用半波程探傷時,特別是當下焊角回波以及橫波的回波幅度很低而縱波的回波幅度很高的情況下,誤判其為缺陷回波,并錯誤的用h=2T-L/K這一全波程計算缺陷深度的公式來計算所謂“缺陷”的深度,會造成許多冤枉返修,因此,我們一定要掌握山形回波產生的規律性及其變化特點。在檢測過程中若在半波程或全波程之間呈現山形回波,當探頭軸線垂直于焊縫向后移動過程中,山形回波逐漸升高(或逐漸降低)而后直到消失之前,說明是用半波程檢測的,此時主要觀察熒光屏半波程之前的部位,千萬不能把半波程檢測過程中因波型轉換而產生在半、全波程之間的干擾回波當作全波程中的缺陷回波進行判定。
3 山形回波的應用
大量實踐后我們得到這么一個認識,超探時如果在熒光屏上有山形回波,很容易將半波程、全波程(特別是前者)的位置確定下來,它的產生也可以用以驗證波程位置的準確性。實踐還證明,超探時若連續不斷的出現較強的山形回波,則焊縫內部一般很少有較大缺陷,焊縫質量較好。
TQ050.7
B
1003-3467(2010)12-0026-01
2010-04-21
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
