快走絲線切割加工黑白條紋產(chǎn)生原因分析及對策
2010-10-17 11:04:20唐磊,王濤
科技傳播 2010年9期
關(guān)鍵詞:浙江
唐 磊,王 濤
1.浙江理工大學(xué),浙江杭州 310018
2.浙江紡織服裝職業(yè)技術(shù)學(xué)院,浙江寧波 315211
3.寧波工程學(xué)院,浙江寧波 315211
快走絲線切割加工黑白條紋產(chǎn)生原因分析及對策
唐 磊1,2,王 濤3
1.浙江理工大學(xué),浙江杭州 310018
2.浙江紡織服裝職業(yè)技術(shù)學(xué)院,浙江寧波 315211
3.寧波工程學(xué)院,浙江寧波 315211
本文分析了數(shù)控電火花線切割加工工件產(chǎn)生的黑白條紋的原因,以及提高數(shù)控電火花線切割加工工件表面粗糙度的一些方法,重點(diǎn)說明黑白條紋的去除方法。通過改進(jìn)工作液噴射方式,根據(jù)工件調(diào)試不同切削液等各種辦法,可以很大 程度上減輕黑白條紋,提高高速線切割加工的表面粗糙度,使得工件表面光潔均勻。
數(shù)控;線切割;電 火花;黑白條紋;HSWEDM
1 電火花線切割加工概述
現(xiàn)有的數(shù)控線切割電火花加工機(jī)床分為低速走絲(LSWEDM)和高速走絲(HSWEDM)兩類。低速走絲線切割機(jī)床一般用黃銅作為電極絲。電極絲采用單向低速運(yùn)行,用一次就廢棄。高速走絲機(jī)床的電極絲使快速往返運(yùn)行的,電極絲在加工過程中反復(fù)使用。這類電極絲主要有鉬絲、鎢絲,市場上常用的是直徑0.18mm的鉬絲。快速走絲方式的絲速一般為每秒幾百毫米到十幾米,如果絲速為10m/s時,相當(dāng)于l 微秒時間內(nèi)電極絲移動0.01mm。這樣快的速度,有利于脈沖結(jié)束時,放電通道迅速消電離。
2 電火花線切割加工產(chǎn)生黑白條紋的原因分析
采用往返式高速走絲方式的電火花線切割加工,所加工的鋼工件表面往往都會出現(xiàn)明顯的黑白相間的條紋(如圖1),切割表面存在黑白交叉條紋影響加工表面宏觀質(zhì)量的一個重要問題。
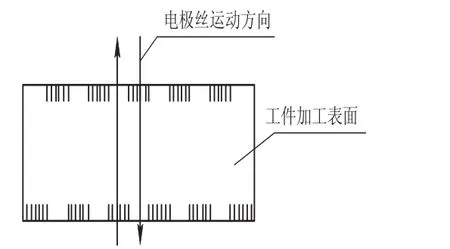
圖1 高速走絲方式電火花線切割加工表面黑白條紋
通過反復(fù)觀察工件加工過程和加工后工件檢測,可以發(fā)現(xiàn)一個規(guī)律,在滾筒運(yùn)絲換向的一個切割行程內(nèi),條紋的出現(xiàn)與電極絲的運(yùn)動方向有關(guān),電極絲進(jìn)入處呈黑色,出口處呈白色。這是因為排屑和冷卻條件不同造成的。電極絲從上往下運(yùn)動時,工作液從上部澆注,由電極絲帶入切縫內(nèi),放電產(chǎn)物則由電極絲從下部帶出加工區(qū)。這時,上部工作液充分,冷卻條件好,電極絲進(jìn)口處工作液充分,放電是在工作液(乳化液)中進(jìn)行,下部工作液少,冷卻條件差,但排屑條件較上部好。工業(yè)液在放電區(qū)域內(nèi)受高溫影響瞬時高壓氣體,并急速向外擴(kuò)散,對上部的電蝕產(chǎn)物排出造成困難。這時,放電產(chǎn)生的炭黑等物質(zhì)凝聚附著在上部加工表面,使之呈現(xiàn)黑色。在下部,排屑條件較好,工作液少,放電產(chǎn)物中炭黑較少,況且放電常常是在氣體中發(fā)生,因此加工表面呈現(xiàn)白色。同理,當(dāng)電極絲從下向上移動時,下部呈黑色,而上部呈白色。這樣,往返走絲的電火花線切割加工表面,就形成了黑白交錯相間的條紋。
這種黑白相間的條紋,通常都會對加工表面粗糙度產(chǎn)生一定的影響。電極絲進(jìn)口處工作液充分,放電是在工作液(乳化液)中進(jìn)行。而在電極絲出口處,液體少,氣體多,在低壓放電的條件下,氣體中放電間隙相對較小。所以,進(jìn)口處的放電間隙比出口處大,結(jié)果使白色條紋比黑白條紋凸出。根據(jù)運(yùn)絲系統(tǒng)穩(wěn)定性不同,白色條紋會比黑白條紋凸起幾微米至幾十微米。
3 限制黑白條紋的對策
根據(jù)黑白條紋產(chǎn)生的原因可知,在電極絲往復(fù)移動的情況下,產(chǎn)生黑白條紋是很難完全避免的。但生產(chǎn)實(shí)踐表明,黑白條紋的深淺變化并不一致,有的十分明顯,凹凸相差幾十微米;有的則是黑白條紋并不明顯,凹凸相差也只有幾個微米,說明黑白條紋是可以限制的。限制黑白條紋的方法,在生產(chǎn)實(shí)踐中主要有以下幾種:
1)確保運(yùn)絲系統(tǒng)穩(wěn)定性。調(diào)整儲絲筒使其運(yùn)轉(zhuǎn)平衡,導(dǎo)向?qū)л啛o軸向竄動和徑向跳動現(xiàn)象;
2)采用更合理的工作液噴射方式。采用螺旋式噴嘴,使工作液沿電極絲軸線噴出,且上下均勻;
3)選用洗滌性強(qiáng)的皂化液做線切割加工工作液。
根據(jù)不同的加工工藝指標(biāo),一般在5%~20%范圍內(nèi),(乳化液5%~20%,水95%~80%)。一般按質(zhì)量比配置,也可大致按體積比配置。對加工表面粗糙度要求比較高的工件濃度比可適當(dāng)大一些,約15%~20%。對要求切割速度高和大厚度的工件,濃度可適當(dāng)小一些,5%~8%。
4)線切割加工常選用模具材料Cr12的切割方法,Cr12屬于高合金工具鋼,具有較高的淬透性和耐磨性、熱處理變形小,能承受較大的沖擊載荷。對于模具上常用的這種材料,具有良好的線切割加工性能,工作液用蒸餾水配制濃度稍小一些可以減輕表面的黑白條紋,使工件表面潔白均勻。
5)超短行程往返切割方法,每次走絲換向的實(shí)際切割距離很短,大約為絲徑的1/4左右,電極絲上、下運(yùn)動時形成的凹凸不平將相互疊在一起,黑白條紋將難于看出。雖然儲絲筒旋轉(zhuǎn)換向頻繁,但整個切割過程仍然在滿絲筒的全長鉬絲上進(jìn)行,有效地避免了集中放電后的絲徑損耗問題。
6)電極絲往返移動過程中,采取電極絲僅在一個方向移動時放電,而在另外兩個方向(反方向)移動時不放電。這樣做也可限制黑白條紋的產(chǎn)生,但單方向移動時切割的生產(chǎn)率較低。
通過以上6種辦法,可以很大程度上可以減少減輕黑白條紋,提高高速線切割加工的表面粗糙度,使得工件表面光潔均勻。
[1] 張學(xué)仁.數(shù)控電火花線切割加工技術(shù)[M].哈爾濱工業(yè)大學(xué)出版社,2001,11.
[2] 劉志東.基于復(fù)合工作液的電火花線切割加工技術(shù)研究[J].電加工與模具,2008(增刊).
[3] 劉瑞已.電極絲及絲速和條紋對線切割的影響[J].機(jī)械工程師,2005(3).
TG48
A
1674-6708(2010)18-0091-01
唐磊,助教,浙江理工大學(xué)在讀碩士,工作單位:浙江紡織服裝職業(yè)技術(shù)學(xué)院,研究方向:機(jī)械/模具CAD/CAM
王濤,助教,工作單位:寧波工程學(xué)院
猜你喜歡
考試與評價·高二版(2021年5期)2021-09-10 07:22:44
非公有制企業(yè)黨建(2020年9期)2020-09-26 13:22:18
學(xué)生天地(2019年30期)2019-08-25 08:53:22
瘋狂英語·新策略(2018年1期)2018-08-20 07:50:38
領(lǐng)導(dǎo)決策信息(2017年13期)2017-06-21 10:10:36
領(lǐng)導(dǎo)決策信息(2017年12期)2017-05-17 04:49:18
喜劇世界(2017年5期)2017-03-29 01:52:25
中國衛(wèi)生(2016年7期)2016-11-13 01:06:44
杭州(2015年9期)2015-12-21 02:51:52
中國衛(wèi)生(2014年10期)2014-11-12 13:10:10
