倒裝法安裝固定拱頂儲(chǔ)罐施工概述
2010-10-13 08:03:18高飛中國(guó)石油工程建設(shè)公司
石油石化節(jié)能 2010年11期
關(guān)鍵詞:焊縫
高飛 (中國(guó)石油工程建設(shè)公司)
向愛(ài)麗 (大慶市建設(shè)集團(tuán)培訓(xùn)中心)
倒裝法安裝固定拱頂儲(chǔ)罐施工概述
高飛 (中國(guó)石油工程建設(shè)公司)
向愛(ài)麗 (大慶市建設(shè)集團(tuán)培訓(xùn)中心)
作為中國(guó)石油迄今為止最大的國(guó)際總承包項(xiàng)目,阿布扎比原油管線項(xiàng)目對(duì)中國(guó)石油進(jìn)一步參與中東地區(qū)高端石油市場(chǎng)的開(kāi)發(fā)具有重要意義。對(duì)倒裝法安裝固定拱頂儲(chǔ)罐施工方案的制定及注意事項(xiàng)進(jìn)行了總結(jié),對(duì)電動(dòng)倒鏈倒裝施工方法及要領(lǐng)進(jìn)行了詳細(xì)介紹。在國(guó)際工程標(biāo)準(zhǔn)要求下,該儲(chǔ)罐的施工組織和技術(shù)要求對(duì)類似工程施工具有一定的參考價(jià)值。
鋼結(jié)構(gòu)儲(chǔ)罐 固定拱頂 倒裝法
1 工程概況
阿布扎比原油管線項(xiàng)目由阿拉伯聯(lián)合酋長(zhǎng)國(guó)國(guó)際石油投資公司 (IPIC)投資控股,中國(guó)石油工程建設(shè)公司與中石油管道局聯(lián)合總承包,原油輸送設(shè)計(jì)能力為每天150×104bbl(1 bbl=0.159 m3),主要工程量有管徑48 in、全長(zhǎng)371 km的管道,首站、中間站、末站3個(gè)站場(chǎng)和末站海上終端系統(tǒng)。該項(xiàng)目是集團(tuán)公司迄今為止最大的國(guó)際總承包項(xiàng)目,也是中石油與阿聯(lián)酋開(kāi)展的第一個(gè)大型石油合作項(xiàng)目,對(duì)進(jìn)一步參與中東地區(qū)高端石油市場(chǎng)的開(kāi)發(fā)具有重要意義。
首站的2座鋼制立式固定拱頂消防儲(chǔ)罐直徑39 m,高17 m,容積17 000 m3。罐底板采用12 mm (邊緣板)、11 mm(中幅板)鋼板,中幅板之間及中幅板與邊緣間采用搭接接頭,邊緣板間采用加墊板的單面焊對(duì)接接頭,底板由中心向外坡度為1%;罐壁板有7圈,詳細(xì)信息見(jiàn)表1,壁板之間采用對(duì)接接頭;罐壁有抗風(fēng)圈、加強(qiáng)圈及支架若干。拱頂鋼板厚度為7 mm,由中心向外坡度為5%。
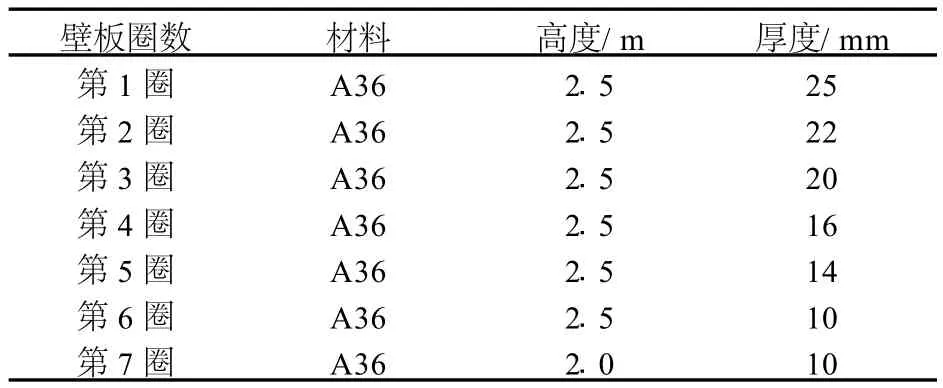
表1 罐壁板設(shè)計(jì)參數(shù)
2 準(zhǔn)備工作
儲(chǔ)罐基礎(chǔ)驗(yàn)收前需進(jìn)行聯(lián)合檢查,檢查要求如下[1]:
◇基礎(chǔ)中心標(biāo)高允許偏差為±10 mm;
◇罐底邊緣板處每3 m弧長(zhǎng)內(nèi)任意兩點(diǎn)的高差不得大于3 mm,整個(gè)圓周長(zhǎng)度內(nèi)任意兩點(diǎn)的高差不得大于13 mm;
◇瀝青砂層表面應(yīng)平整密實(shí),無(wú)突出的隆起、凹陷和貫穿裂紋,表面凹凸度應(yīng)符合要求。
罐體的許多構(gòu)件和材料安裝前必須進(jìn)行預(yù)制加工,如罐底板坡口加工、罐壁板坡口加工及弧度成型以及各種弧型構(gòu)件 (加強(qiáng)圈、抗風(fēng)圈、包邊角鋼等)等。有些構(gòu)件為了成型規(guī)范、減少高空作業(yè)、提高工效、保證工程質(zhì)量,也需要在專用平臺(tái)上進(jìn)行預(yù)制加工,如罐頂系統(tǒng)、勞動(dòng)平臺(tái)、盤(pán)梯,以及抗風(fēng)圈的組對(duì)等。預(yù)制是施工生產(chǎn)中的一個(gè)關(guān)鍵環(huán)節(jié),加大預(yù)制深度是目前施工條件下有效縮短工期的重要手段之一。
罐底板的圓周邊緣采用手工火焰切割下料,其余直邊采用半自動(dòng)火焰切割,板邊用磨光機(jī)打磨修正。罐壁板采用龍門切割機(jī)加工坡口,滾板機(jī)和弧形胎具配合進(jìn)行滾圓預(yù)制。罐頂扇形板采用機(jī)械剪切和手工火焰切割相結(jié)合,扇形板的預(yù)制在弧形胎具上進(jìn)行。
3 罐板組裝
3.1 罐底板組裝
罐基礎(chǔ)驗(yàn)收合格后,在表面劃出十字中心線。罐底邊緣板從清掃孔加強(qiáng)底板開(kāi)始向兩邊鋪設(shè),鋪設(shè)前將墊板順次點(diǎn)焊在一側(cè)的邊緣板上。在焊接邊緣板時(shí),首先施焊外側(cè)300 mm的焊縫,在罐底與罐壁連接的角焊縫焊完后且邊緣板與中幅板之間的收縮縫施焊前,完成剩余的邊緣板對(duì)接焊縫,焊工均勻分布,對(duì)稱施焊。中幅板從中心開(kāi)始向兩側(cè)鋪設(shè),所有底板吊裝就位,全部組對(duì)點(diǎn)焊后,經(jīng)檢查合格后進(jìn)行焊接,先焊短焊縫,后焊長(zhǎng)焊縫,焊接時(shí)焊工分散均布,每條焊縫采用分段退焊進(jìn)行施焊。罐底所有焊縫應(yīng)采用真空箱法進(jìn)行嚴(yán)密性試驗(yàn)[2]。
3.2 頂圈壁板和罐頂組裝
在罐底板上劃出罐壁組裝線,為方便施工和材料搬運(yùn),在此圓周上均勻分布間隔1 m,高500 mm的 H型鋼并與罐底焊接牢固,作為管壁組對(duì)安裝的基礎(chǔ);然后對(duì) H型鋼進(jìn)行找平,畫(huà)出管壁組裝線并在內(nèi)側(cè)設(shè)置檔板;接著進(jìn)行頂圈壁板的組裝,其垂直度、圓度、直徑偏差及上端水平度嚴(yán)格控制在誤差范圍內(nèi)。包邊角鋼組裝后,懸掛膨脹環(huán)、液壓裝置和電動(dòng)倒鏈進(jìn)罐,同時(shí),設(shè)置中心柱、傘架等罐頂組裝胎具,從對(duì)稱的兩個(gè)起點(diǎn)位置沿同一方向鋪設(shè)罐頂板。
首先從內(nèi)側(cè)進(jìn)行第一圈罐壁板和底板的焊接,工藝為氣保護(hù)藥芯焊絲電弧焊。其中第一層根部焊道需全部進(jìn)行滲透探傷,從外部使用柴油進(jìn)行泄漏試驗(yàn),然后從外側(cè)進(jìn)行第一圈罐壁板和底板的焊接,最后進(jìn)行磁粉檢測(cè)。
3.3 罐壁板組裝
罐壁板組裝采用電動(dòng)倒鏈倒裝法施工,如圖1所示。主要原理是:將倒鏈拉力通過(guò)吊耳傳到脹圈,再通過(guò)脹圈與待提升罐壁的卡 (承重塊)將罐體提升起來(lái),進(jìn)行下圈壁板的組焊,然后將脹圈松開(kāi),降至已組焊壁的下部,再次脹緊、頂升,如此反復(fù),直到最底一節(jié)壁板。
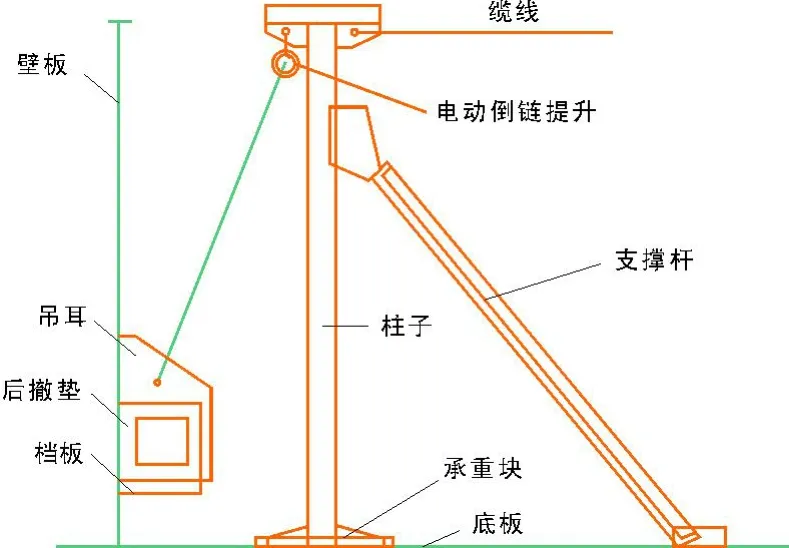
圖1 電動(dòng)倒鏈倒裝法原理示意圖
沿罐內(nèi)壁均勻分布設(shè)置液壓裝和電動(dòng)倒鏈提升系統(tǒng),在每個(gè)柱子正上方的儲(chǔ)罐罐頂開(kāi)預(yù)留孔,待罐頂提升一圈后再封閉。在頂圈罐壁底部組對(duì)脹圈,脹圈槽鋼型號(hào)按懸臂梁理論確定。
進(jìn)行上數(shù)第二圈壁板的圍板和縱縫組焊,罐壁圍板設(shè)兩道活口,活口處用導(dǎo)鏈預(yù)緊。在焊完縱縫外口的上數(shù)第二圈壁板外側(cè)頂部,沿圓周每隔1.5 m左右設(shè)置檔板,用于組對(duì)環(huán)縫。啟動(dòng)電動(dòng)提升系統(tǒng),使罐頂及頂圈壁板提升到位,逐漸將第二圈壁板活口收緊,調(diào)整環(huán)縫合格后組對(duì)點(diǎn)焊,封口完畢,進(jìn)行環(huán)縫焊接。
按同樣方法圍上數(shù)第三圈壁板,焊接縱縫外口,外側(cè)頂部設(shè)置檔板,提升罐頂及上數(shù)一、二圈壁板,環(huán)縫組對(duì)焊接。如此反復(fù),直至最底一層壁板。最底層罐壁板組對(duì)焊接完畢后。把所有的 H型鋼基礎(chǔ)全部撤走,罐內(nèi)所有的機(jī)具均從人孔倒出。如果罐內(nèi)的機(jī)具設(shè)備太大不能從人孔中倒出,最底層罐壁板需留一張板不安裝,待罐內(nèi)所有的機(jī)具設(shè)備倒出后,再安裝焊接最后一張板。最后,完成最底層罐壁板與底板的焊接工作。
罐壁組對(duì)時(shí),要嚴(yán)格控制罐體的垂直度和罐體的成型尺寸,其具體工序流程為:準(zhǔn)備工作→底圈壁板安裝位置放線→底圈壁板組裝調(diào)整、焊接→第二圈壁板組焊→大角縫組焊→三層以上各圈壁板組焊→罐壁上相應(yīng)構(gòu)件組裝。
吊裝時(shí),從進(jìn)出油開(kāi)口處進(jìn)行鋪圍作業(yè),根據(jù)畫(huà)線確定的位置點(diǎn)焊臨時(shí)內(nèi)外檔板,以限制罐壁位置,板與板之間用龍門組合卡具連接固定。全部吊裝完成后,進(jìn)行分組調(diào)整壁板間隙及垂直度,罐壁橢圓度由基準(zhǔn)圓確定,垂直度由鉛錘測(cè)量、正反加減絲調(diào)整確定,考慮到焊接大角縫的收縮,調(diào)整垂直度應(yīng)以罐壁稍微向內(nèi)傾0~3 mm為宜。
相鄰壁板的水平度在下料時(shí)得到控制,整個(gè)圓周上的水平度可以通過(guò)調(diào)節(jié)邊緣板和基礎(chǔ)之間的距離獲得。板與板之間的對(duì)口間隙與錯(cuò)邊量可以由組合龍門卡具調(diào)節(jié),立縫組對(duì)時(shí)為解決焊接變形引起的角變形超標(biāo)問(wèn)題,采取預(yù)先向外凸出2~3 mm的組對(duì)方法 (如果先焊內(nèi)側(cè),則向內(nèi)凹2~3 mm)。
罐頂所有附件盡可能地在罐頂組焊后、罐壁提升前安裝焊接完,罐壁上的附件 (包括盤(pán)梯支架)隨罐壁提升同步安裝焊接,以減少高空作業(yè)。盤(pán)梯整體預(yù)制,罐體組裝完后利用吊車安裝就位。
4 焊接方法
采用手工電弧焊,罐底采用自由收縮法焊接,中幅板焊接先焊短縫,后焊長(zhǎng)縫,短縫焊接前將該條板與兩側(cè)條板或邊板之間的組對(duì)臨時(shí)點(diǎn)焊鏟開(kāi),長(zhǎng)縫焊接時(shí)焊工要均勻?qū)ΨQ分布,由中心向外分段退焊,罐底角焊縫至少焊兩遍。
罐底邊緣板的焊接首先施焊靠外緣300 mm部位的焊縫。在罐底與罐壁的角焊縫焊完后,先完成剩余邊緣板對(duì)接焊縫的焊接,最后施焊邊緣板與中幅板之間的收縮縫。罐底與罐壁連接角縫的焊接由數(shù)對(duì)焊工均勻布置,沿同一方向分段焊接,初層焊道采用分段退焊。罐壁的焊接先焊縱縫,后焊環(huán)縫,焊工均勻布置并沿同一方向施焊。外部焊完后在內(nèi)部用碳弧氣刨清根,并打磨干凈后再施焊。罐頂?shù)暮附酉群竷?nèi)側(cè)焊縫,后焊外側(cè)焊縫,徑向長(zhǎng)焊縫采用隔縫對(duì)稱施焊法,并由中心向外分段退焊。
頂圈壁板與包邊角鋼、頂板與包邊角鋼的焊縫,在罐頂全部組對(duì)完畢后,由數(shù)對(duì)焊工對(duì)稱均勻分布,沿同一方向分段退焊。
5 試驗(yàn)測(cè)試
5.1 罐底
底板焊接完工后通過(guò)真空盒對(duì)所有的焊道進(jìn)行測(cè)試,該測(cè)試必須在水壓測(cè)試前進(jìn)行,罐底焊接完成、清除焊渣、金屬刷刷凈后盡快進(jìn)行這個(gè)測(cè)試,但測(cè)試前不進(jìn)行任何表面刷漆。
通過(guò)電機(jī)驅(qū)動(dòng)的真空泵產(chǎn)生一個(gè)不完全真空(0.065 MPa)。為檢測(cè)泄漏,將肥皂泡或相似的物質(zhì)噴在所有的焊縫上。如果用千斤頂對(duì)罐重新校正過(guò)水平度,必須通過(guò)真空盒重新進(jìn)行泄漏測(cè)試。
式中,Kr為回波衰減系數(shù),φn為目標(biāo)反射的隨機(jī)相位,為點(diǎn)目標(biāo)回波瞬時(shí)延時(shí)時(shí)間,發(fā)射信號(hào)和接收信號(hào)進(jìn)行混頻后得
5.2 罐壁
通過(guò)往罐內(nèi)注入新鮮水到頂部鑲邊角鐵的支腿頂部然后進(jìn)行測(cè)試,記錄下24 h內(nèi)的任何泄漏。
5.3 罐頂
罐壁水壓測(cè)試完之后,水仍然充滿罐內(nèi),在罐頂板下用泵沖入空氣進(jìn)行罐頂測(cè)試。必須考慮氣壓的突然下降和夜間可能的冷縮影響。罐頂部必須測(cè)試壓力至0.75 kPa,用真空盒的方法對(duì)罐頂焊縫進(jìn)行測(cè)試。
6 注意事項(xiàng)
(1)罐基礎(chǔ)聯(lián)合驗(yàn)收時(shí),需要注意罐基礎(chǔ)材料在溫度作用下可產(chǎn)生膨脹,影響測(cè)量精度。該基礎(chǔ)驗(yàn)收時(shí)當(dāng)?shù)匕滋熳罡邭鉁乜蛇_(dá)50℃以上,所以基礎(chǔ)聯(lián)合驗(yàn)收時(shí)間為清晨,此時(shí)氣溫適中,對(duì)罐基礎(chǔ)測(cè)量的影響較小。
(2)罐壁板滾圓后及扇形頂板成型后,均須用弧形樣板檢查曲率,在專用弧形胎具上存放和運(yùn)輸,并在起吊過(guò)程中采取有效措施,以防變形。
(3)為了提高工效,減少高空作業(yè),方便安裝,其他各圈壁板的組對(duì)前,應(yīng)提前把壁板上的卡具焊接在罐壁外壁。罐壁縱縫組對(duì)前,利用橫縫組對(duì)卡具將壁板調(diào)整至內(nèi)壁平齊,然后利用縱縫組合卡具進(jìn)行間隙調(diào)整。橫縫采用雙面坡口,橫縫組對(duì)在縱縫焊接完成后進(jìn)行。橫縫組對(duì)應(yīng)保證內(nèi)口平齊,并根據(jù)橫縫的角變形情況,利用橫縫組對(duì)組合卡具采取防變形措施。

式中RL——理論半徑;
N——罐壁板數(shù)量;
B——焊縫間隙;
ΔRJ——坡度影響;
ΔL——實(shí)際下料周長(zhǎng)和理論周長(zhǎng)的誤差。
按放大半徑在罐底上以罐底基礎(chǔ)中心點(diǎn)為依據(jù)畫(huà)出罐壁內(nèi)、外側(cè)線位置,按排板圖及罐體方位確定每一塊壁板的位置線,同時(shí)在內(nèi)側(cè)100 mm處畫(huà)出檢查基準(zhǔn)線。
參考資料
[1] American Petroleum Institute 650,Welded Steel Tanks for Oil Storage
[2]Shell DEP 64.51.01.31,Standard VerticalTank-Field Erection and Testing
10.3969/j.issn.1002-641X.2010.11.015
2010-05-02)
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07