ZT-300型鉆機鉆架的焊接
2010-09-28 01:33:54安戰軍
地質裝備 2010年5期
安戰軍
(無錫市鉆通工程機械有限公司 江蘇無錫 214161)
1 引言
鉆架體在非開挖定向鋪管鉆機中是幾個重要的部件之一,它在鉆機施工中主要承受很大的扭矩、和強大的拉力,因此要求其要有較高的結構強度。另外,鉆架體的直線度和平整度直接影響鉆機的使用功能,可導致動力頭在工作時中心位置不穩定,影響鉆進的精確性。因此對鉆架體加工的精度要求較高,從而焊接成形工藝顯得尤為重要,它直接影響鉆架體能否制作成功。
2 工件介紹
由于此工件長度為16m,寬度僅為820mm,厚度僅為645mm,長寬比超過17,為典型的長梁型工件,對焊接質量和成形要求比較高。另外,由于其結構尺寸較大,如果焊接變形,不但矯正困難,而且直接影響到后續加工質量和使用要求。因此合理的焊接工藝是保證焊接質量、提高焊接生產率、降低生產成本的關鍵,結構斷面如圖1所示。
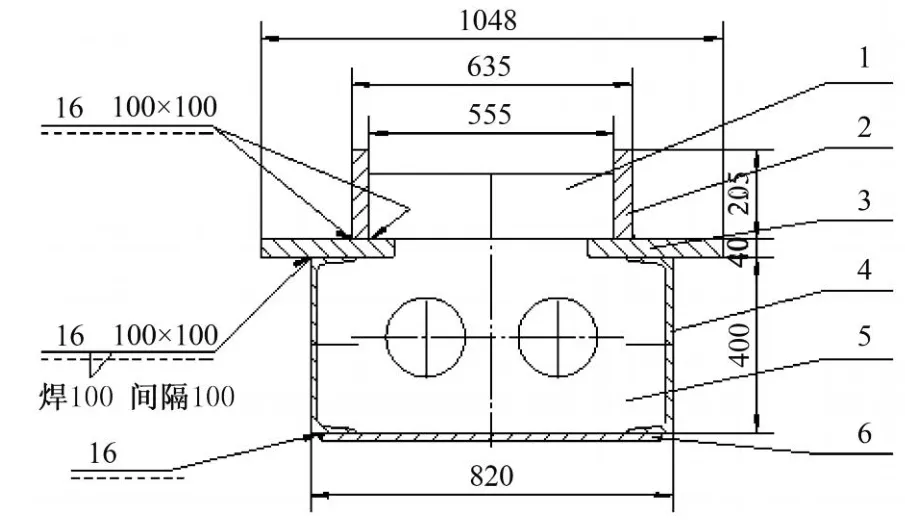
圖1 橫截面結構視圖
此工件共由6種零件組成:立板支撐1(為焊接方管)、立板2、橫板3、標準槽鋼4、撐筋板5和底面橫筋板6。
3 焊接生產中可能會出現的變形和應力
此件由于截面積小,抗彎截面模量小,且長度較長,成形后易發生彈性彎曲。所以在焊接過程中,如果處理措施方法不當,極易發生焊接彎曲變形,主要有:沿長度方向的向上或向下的翹曲變形和應力、沿長度方向的側彎及左右兩橫版3不共面變形。
4 焊接生產的方法、步驟及具體實施
此件一旦發生上述變形,矯正很困難,極易造成焊接生產失敗,所以焊接工藝過程的準備和控制相當的重要。下面詳細介紹拼裝成形及焊接方式。
4.1 焊前準備
4.1.1 焊接平臺的制備
首先根據工件的長度尺寸,搭建一個16m長平面基座。
(1)具體采用截面較大(200×200)的方管,間距2米左右放置于工作場地。方管下用墊板墊實,墊板與固定于地基中的地腳螺栓焊接牢固。用水平儀校平方管上平面,沿總長度方向不平度不超過5mm,再將墊板與方管也焊接牢固。
(2)根據工件寬度820mm,沿平臺長度方向彈兩條平行線,將預先準備好的限位塊(鐵板)沿線依次焊接在方管上平面,保證兩側限位塊內間距(820+5)mm以內。
(3)檢驗并調整平臺各相關尺寸達到要求,平臺制作完畢。
4.1.2 焊機和焊材的選用
(1)焊接中選用二氧化碳氣體保護焊,其電流集中,熱影響區小,且二氧化碳有冷卻作用,利于控制焊接變形,同時也提高生產率,故選用500A氣體保護焊機。
(2)由于工件立板2和工件橫板3材質45鋼為中碳鋼焊接性不佳,焊接中以45鋼為基準。考慮其強度匹配的原因,擬采用抗拉強度與母材強度接近的焊材ER50-6氣體保護焊絲,同時此種焊材對鐵銹等敏感度低,也利于工藝的成功。
(3)根據焊縫截面積和焊縫使用有效長度等參數,經過計算焊縫強度也能滿足使用的強度要求。
4.1.3 焊接工藝參數的制定
此件主要由40mm厚度的45鋼板(立板2、橫板3)、標準40C型槽鋼、厚度 16~20mm Q235板(撐筋板5和底面橫筋板6),所以根據母材厚度、材質等條件,分別制定焊接工藝參數如表1~2。
(1)槽鋼、撐筋板、底面筋板所組成的長梁焊接工藝參數,具體如表1:

表1
(2)立板2、橫板3的焊接參數
由于此部分的焊接母材較厚,且焊接速度和焊接順序直接影響到鉆架體的成形質量,因此確定分為三步完成。第一層采取小電流,低電壓、薄焊縫的方式施焊,第二層、第三層焊接參數依次加大,具體如表2:

表2
4.1.4 焊接零件的準備
(1)拼接槽鋼:由于工件長度超出槽鋼標準長度,需將槽鋼拼接到適用的長度。方法:用V形接頭法拼接槽鋼到合適的長度。接頭長度450~500mm,接頭處倒坡口焊接。利用另一根槽鋼為基準,將其接平,接直。
(2)根據焊縫位置將焊縫區打磨除銹,寬度為焊縫寬度2~3倍。
4.2 焊接工藝過程的實施
由于此工件結構較復雜,從工藝性角度考慮,分兩步拼合和焊接,具體實施如下。
4.2.1 槽鋼為主體的長梁型工件的拼合和焊接
(1)將拼接好的兩根槽鋼放置于焊接基準平臺上(注意兩V型接頭要錯開),兩槽鋼要靠緊平臺上的限位板內側,以保證工件的外寬度尺寸。調整兩槽鋼相互平行,與基準平面垂直,并點焊固定在限位板上,與平臺固定為一體,用撐筋固定拉緊。
(2)按圖紙尺寸將內筋板、底筋板等全部零件點焊固定在槽鋼框架內。
(3)焊接槽鋼框架:用二氧化碳氣體保護焊焊接。焊接要點如下:
①將槽鋼框架在平面基準上放好,校平,用小電流慢速施焊各焊縫,防止出現變形和裂紋。
②依照焊接參數,先焊內筋板焊縫,再焊底筋板,注意要間隔跳躍式和對稱焊接。焊接中可用鐵錘敲擊焊縫,以減小焊接殘余應力。跳躍焊完后用相同的方法焊接未焊的部位,仍然實施從中間向兩邊跳躍焊接。
③全部焊縫焊接完畢后,拉線檢驗槽鋼框架有無變形和變形量。
4.2.2 上部兩種立板、橫板的拼合和焊接
(1)按圖示尺寸將上部兩種立板、橫板拼接并點焊固定在槽鋼長梁上部。點焊固定依照表3要求:

表3
(2)由于板的長度不夠,需拼接到所需尺寸,可直接在槽鋼梁上拼接。
采用鍥形接頭拼接,接頭重疊長度 300~350mm,接頭處倒坡口,注意一定要接平、接直,同時注意兩側板對接接頭位置要錯開。
(3)焊接兩立板、橫板:用二氧化碳氣體保護焊焊接。焊接要點如下:
①依照焊接工藝參數焊接,由兩名焊工自中間向兩端等速焊接。
②仍然采用間隔跳躍式、對稱焊接,焊接中用尖頭鐵錘敲擊焊縫,以減小焊接殘余應力。跳躍焊完后用相同的方法焊接未焊的部位,仍然實施從中間向兩邊跳躍焊接,焊接中注意控制變形。
③焊縫為斷續焊,每焊一段,空一段。每段焊縫收弧處應將電弧壓低,保證收弧點焊縫飽滿。控制焊縫角度呈45度,不得偏離塌陷。
④斷續焊接可減少應力,同時也可避免焊接裂紋的延續。
⑤由于此兩種板為中碳鋼,焊接性能差,要注意焊前的焊縫預熱和焊后保溫。一般加熱到200℃左右預熱,焊后用保溫材料覆蓋保溫。
⑥等第一層焊縫溫度冷卻到150℃左右時,再采取第一層焊接的方法焊第二層和第三層焊縫。
⑦焊后用線校法檢驗兩板的平整度。
5 焊接操作過程中應注意的問題
由于此工件長度較長,結構復雜,所以焊接中應遵循以下原則:
(1)焊接參數和焊接材料的選擇根據焊件的厚度和材質來制定。
(2)焊接中焊縫應力應逐步釋放、焊縫保溫緩冷。
(3)工件焊接時由中間向兩端對稱跳躍式焊接。先焊接結構簡單的一面,再焊接結構復雜的另一面。
6 焊后的處理
工件消除應力一般采取回火和時效的方式。考慮到此工件比較長,運輸、吊裝不便,所需回火設備較大,回火不易的原因,因此選擇用振動時效儀振動時效的方式消除焊接應力。
6.1 時效設備選用
選用山東華云機電公司生產的 HK-2000型振動時效儀,其振動范圍的最大值可達50噸,完全滿足此工件的要求。
6.2 時效工藝的制定
根據此件為長梁型工件的特點,制定時效工藝(圖2)。

圖2
6.3 振動時效工藝數據記錄

共振頻率(r/m in)共振峰值(m/s2)振動頻率(r/min)處理時間(min)時效次數3274 97.4 3282~3274 30 5
6.4 振動曲線
實踐證明,多次振動時效,效果會依次漸好。所以我們采取了5次反復時效振動,效果都比較好,且每一次結果也都達到了理想效果,見圖3、圖4。
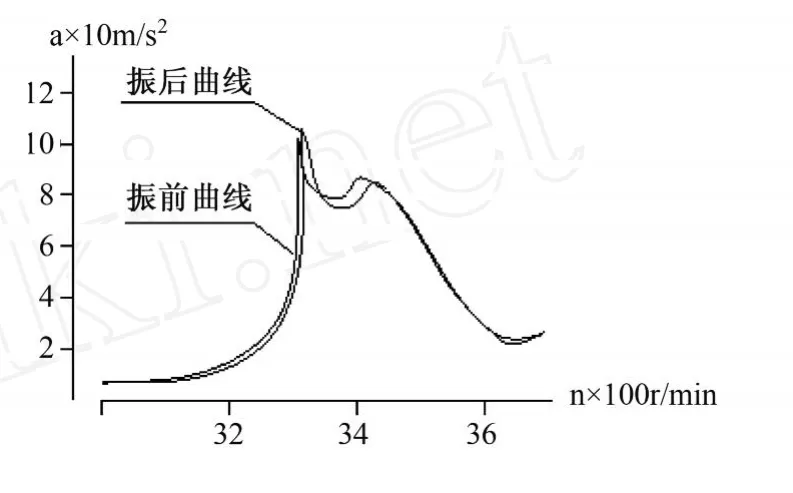
圖3 振前振后掃描曲線a(加速度)-n(振動頻率)對比
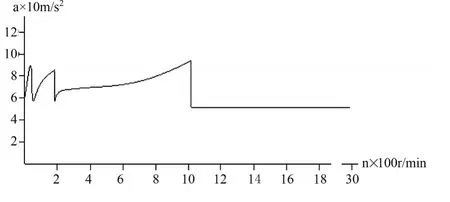
圖4 振前振后掃描曲線a(加速度)-n(振動頻率)對比
6.5 分析和結論
根據零件振動時效前后的曲線及數據,出現下列情況:
(1)a-n曲線上升后下降然后變平;
(2)a-n曲線振后加速度峰值比振前升高(G振后=97.4m/s2;G振前=94.2m/s2);
(3)a-n曲線振后的共振頻率比振前變小(N振后=3282r/min;N振前=3274r/min);
(4)a-n曲線振后的比振前帶寬變窄;
由此可判定工件內應力消除顯著,達到理想效果。
7 結論
我們對用此種焊接工藝生產的一批鉆架體,在加工時做了加工余量的記錄,沿整個16m長度方向,橫板上、下兩面余量只有5~8mm。這樣既滿足了鉆架體的加工要求,又保證了鉆架在使用中的強度要求。實踐證明,此種焊接工藝方法是可行的。
1 葉琦《.焊接技術》.北京:化學工業出版社,2004
2 吳樹雄、尹士科.《焊絲選用指南》.北京:化學工業出版社,2001
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
建材發展導向(2021年6期)2021-06-09 05:57:08
天天愛科學(2020年6期)2020-09-10 07:22:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
數學物理學報(2017年6期)2018-01-22 02:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24