角焊縫超聲波檢測的一點體會
2010-09-26 00:33:42馬新兵
河南化工 2010年12期
馬新兵
(洛陽欣隆工程檢測有限公司,河南洛陽 471012)
角焊縫超聲波檢測的一點體會
馬新兵
(洛陽欣隆工程檢測有限公司,河南洛陽 471012)
根據自己對角焊縫超聲波檢測的經驗,總結出了三種比較適合的探傷方法。指出三種方法相結合,基本上能夠保證缺陷不漏檢。
角焊縫;直探頭;斜探頭;翼板;腹板;表面SH波
鍋爐和壓力容器的安全性直接關系到人們的生命和財產的安全。《鍋爐和壓力容器安全監察規格》規定,其主要受壓焊縫中不允許出現角焊縫,隨著科學技術的發展和新材料的應用,國內及國外進口的鍋爐和壓力容器由于使用了平狀封頭而出現了承受壓力的角焊縫。這就對角焊縫的檢測提出了新的要求。由于鍋爐和壓力容器角焊縫位置和形狀的特殊性,使用X射線探傷有很多限制,最好采用超聲波探傷。因為超聲波探傷對危害性很大的裂縫、未焊透等缺陷的檢出具有較高的靈敏度,而射線探傷容易對某些裂紋、未焊透造成漏檢。
1 鍋爐和壓力容器中角焊縫的特點
由于鍋爐和壓力容器的特殊性,對角焊縫探傷時,只能是在翼板和腹板的外側進行探傷。而且角焊縫的探傷技術要求高。鍋爐和壓力容器角焊縫的焊接一般為自動埋弧焊、手動電弧焊。出現缺陷一般為氣孔、未焊縫、未融合、夾渣、裂紋等,表面缺陷和近表面缺陷可以通過外觀檢查來控制,再加上其他探測方法,比如表面SH波探傷。焊縫中的氣孔、夾渣是立體型缺陷,危害性較小。而裂紋、未融合是平面型缺陷,危害性大。在焊縫探傷中,由于加強高的影響及焊縫中裂紋、未焊透、未融合等危害性大的缺陷往往與探測面垂直或成一定的角度,因此一般采用橫波探傷。鍋爐和壓力容器承受壓力的角焊縫是最近幾年才出現的,對于角焊縫的探傷還不是很熟悉。角焊縫由于位置的特殊性,一般的探測方法容易造成缺陷的漏檢,因此選擇一種較好的探傷方法,是保證探傷質量的關鍵。
2 角焊縫探傷方法的確定
根據角焊縫的特點,目前較適宜的探傷方法應選用橫波、縱波相結合的方法對其進行探傷。實際探傷時,究竟是選用①+②的探法,①+③的探法,還是①+②+③綜合探法,應根據板厚、探測的方便性和有效性決定(見圖1)。
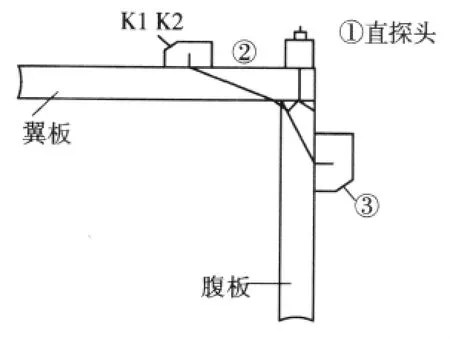
圖1 探傷方法圖
2.1 方法①用直探頭在翼板外側焊縫垂直部位進行探傷
用直探頭易檢出近探頭側坡口面未熔合和根部未焊透。在用直探頭在翼板側焊縫垂直部位進行探傷時,限制直探頭晶片寬度選擇的最大因素就是腹板的厚度。一般是晶片的寬度應小于腹板的厚度。在實際探傷中,探傷面積范圍大件時,為了提高探傷頻率宜選用大晶片探頭,探傷厚度大的工件時,近場區短為了有效地發現近距離的缺陷定位精度,可以考慮換用小直徑直探頭對14 mm以下板進行探傷,或者選用雙晶直探頭。用直探頭探傷一般可探測到腹板和翼板間的未焊透和翼板側層狀撕裂等缺陷。但是腹板側焊縫的缺陷,由于角焊縫的斜面等原因,超聲波雜波出現較多,很難判斷缺陷。直探頭的頻率、型式影響到可探傷的深度范圍。在對薄板角焊縫探傷時,因雜波的緣故宜選用5 MHz的探頭。以Φ14 mm,2.5 MHz/5 MHz探頭的聲特性參數比較可見表1,5 MHz探頭λ短,θ0小,分辨率高。
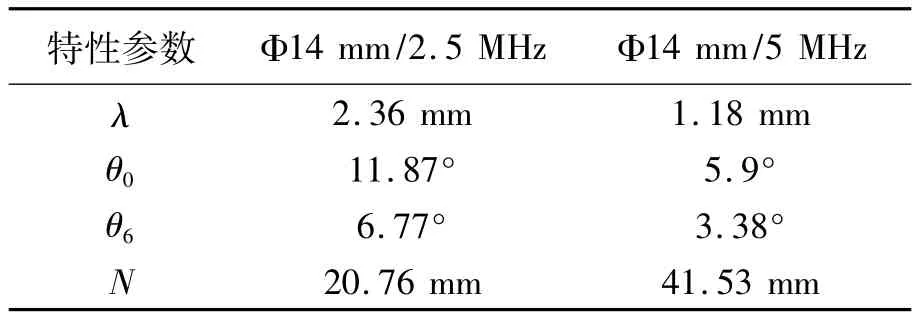
表1 參數比較
結果表明,用Φ14 mm,2.5 MHz/5 MHz直探頭對15 mm板上的未熔合缺陷進行探傷,使用5 MHz直探頭,雜波較少,分辨率較高。
2.2 方法②在翼板外側用斜探頭進行探傷與方法③在腹板外側用斜探頭進行探傷
在翼板和腹板外側探傷時,首先對K2,K2.5,K3的斜探頭做了聲束寬度、聲束分辨力、產生表面波和變形波程度的試驗,發現對于中厚板探傷時宜選用K2.5或K3的斜探頭。但是對于薄板焊縫探傷,最好選用K2的探頭。對于斜探頭的頻率,可從8×12K2斜探頭參數的比較中看出,近場區寬度小的是2.5 MHz的探頭,但是由于薄板焊縫探傷時聲束指向性,而且減少了表面波的干擾,這樣缺陷當量變化一定程度上受到了限制,因此宜選用5 MHz的斜探頭(見表2)。

表2 探頭選擇
斜探頭晶片的寬度在薄板探傷中,要盡可能地選用小晶片,小晶片的近場區寬度小。在翼板外側選用斜探頭前沿,要盡可能的短,由于角焊縫的焊角的存在,一般只能作直射法探傷。翼板外側探傷的關鍵就是計算好焊縫位置到探頭的長度范圍,以區別是焊縫缺陷還是翼板內缺陷。尤其是在薄板焊縫探傷中。在翼板、腹板外側的探傷最好選用兩種探頭探傷,一般選用K2和K1兩種探頭,以防止缺陷的漏查。選用K1探頭,主要是考慮到與探測板成45°角的缺陷,在對薄板探傷時,一般在翼板K1的探頭無法探到缺陷,這只能是采用一種探頭探傷。在腹板外側探傷時,通常采用K1探頭作直射法和一次發射法探測焊縫及腹板側熱影響區的裂紋。這是從缺陷特征來考慮的,一般與焊接表面垂直。
3 超聲波探傷技術條件的確定
超聲波技術條件的確定,對探傷的完全性也是至關重要的。
3.1 探頭的選擇
根據鍋爐和壓力容器的板厚u,直探頭盡量選用小直徑探頭,或選用雙晶直探頭,這樣可減少近場區的長度。斜探頭選用K2和K1兩種探頭,由于使用一種探頭掃描盲區較大,一般是探頭K值越大,掃描盲區越大,而且容易產生表面波,在熒光屏上產生雜波,無法進行辨識,同時也是為了滿足B級檢驗等級規定的兩種不同角度探傷的要求。
3.2 耦合劑
一般選用機油。
3.3 時基線比例的調整
時基線的調整均為深度比例1∶1。
3.4 靈敏度調整
選用RB-T試塊或CSK-ⅢA試塊,一般耦合補償為4Db。
3.5 探測掃描
探傷時,斜探頭在焊縫翼板外側,腹板外側作垂直于角焊縫的鋸齒形掃查,每次移動間距不大于晶片直徑,同時在移動過程中作10~15°轉動。為了探測焊縫中的橫向缺陷,探頭還應沿焊縫中心線作正反方向的掃查。以便于進行定性分析。
4 結論
①在鍋爐和壓力容器單斜角焊縫探傷過程中,由于位置結構的特殊性,在翼板外側和腹板外側兩個探傷面上,選用兩種角度探頭探傷,防止缺陷漏檢。在薄板角焊縫探傷過程中,最好選用小晶片,5 MHz的K2探頭,且K1的探頭最好一起選用。薄板角焊縫探傷中直探頭探傷最好選用小晶片5 MHz的探頭;②標準選用建議參考《鋼焊縫手工超聲波探傷方法和探傷結果的分級》和《鍋爐大口徑管座角焊縫超聲波探傷》;③盡量選用數字超聲波探傷儀,它具有數字存儲和運算的功能,實現探傷過程中自動判斷、自動讀出和顯示缺陷位置和當量值、存儲并打印輸出探傷報告等優點。且儀器輕便,可減輕勞動強度,方便探傷。
TQ050.7
B
1003-3467(2010)12-0052-02
2010-04-28
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測控技術(2018年8期)2018-11-25 07:42:16
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
設備管理與維修(2015年12期)2015-04-09 06:57:24
